Leonardo B.
-
Numero contenuti
115 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Leonardo B.
-
Progetto di stampa problematico
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Salve a tutti e buon anno! I miei tentativi di stampa di questa cintura diabolica continuano, ho ultimato stamani una stampa da un giorno e 10 ore della suddetta. Come risultato posto anche un paio di foto che sicuramente aiuteranno nella valutazione. Ho usato un ugello in ottone da 0.3 altezza strato 0.2 larghezza strato 0.3 infill 20% (al contrario dell' infill che il disegnatore richiede che e' del 10%) adesione al piatto il produttore raccomanda un brim di 4 linee ma io ho usato un raft. Il risultato e' venuto pessimo perche' dopo un certo strato la mia creality cr10-s5 ha iniziato a sottoestrudere invaliadando completamente la stampa. Cosa sto sbagliando? Incredibilmente non c'e' stato nessuno stringhing. I raccordi che portano il tubo in PTFE sono nuovi. L'ugello e' stato cambiato seguendo la procedura suggeritami di svitare di mezzo giro il nozzle di mezzo giro, accostare il tubo in PTFE e poi stringere bene l'ugello. I valori di retractions sono : 8mm @ 60mm/s
-
Progetto di stampa problematico
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Mi e' venuto in mente una cosa: Se lascio un nozzle da 0.6 e una larghezza di stampa di 0.70 posso mettere l'altezza a 0.2 comunque? E con che risultati? -
Progetto di stampa problematico
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
riguardando bene il video non mi ero accorto che lui dichiara di stampare a altezza 0.2 -
Progetto di stampa problematico
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
beh si, gia da 12 ore di stampa sono passato a 18. Ora sto pensando di montare uno 0.3 e calibrare bene il flusso e a quel punto sicuramente sforero' le 24h. -
Progetto di stampa problematico
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
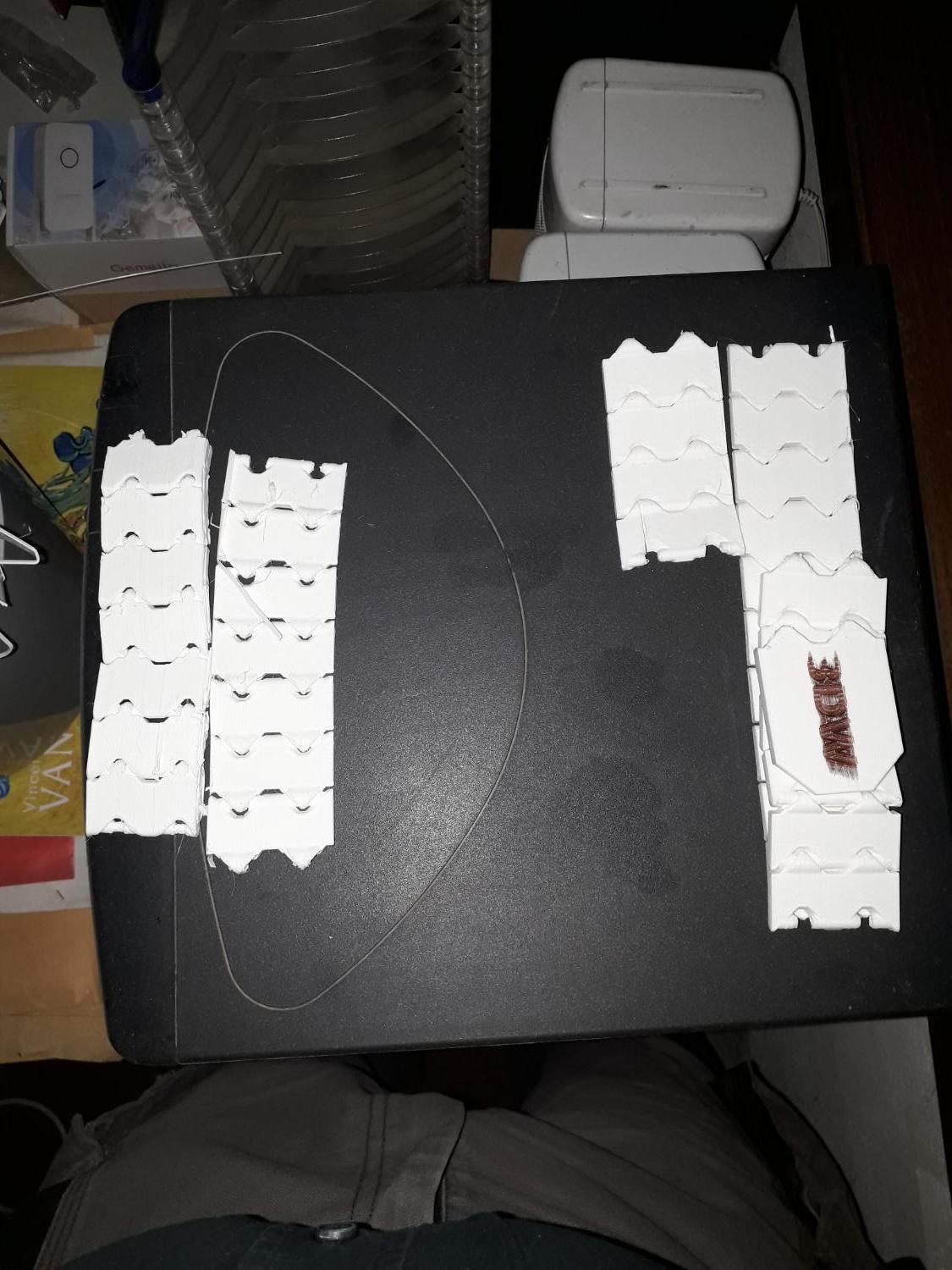
nel senso che quando vado a muovere sui cardini ogni frammento alcuni si spezzano senza ruotare. In foto a sinistra noozle da 0.6 a destra noozle da 0.4
-
Progetto di stampa problematico
Leonardo B. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, mi sono imbattuto in un stl da stampare che mi sta dando qualche problema: https://www.youtube.com/watch?v=bjlstAHXoX8 Per ora i tentativi che ho fatto sono 2: 1) nozzle da 0.6 altezza e larghezza di stampa suggeriti da cura 2) nozzle da 0.4 altezza e larghezza di stampa suggerita da cura ma flusso non calibrato perfettamente e in antrambi i casi ci ho messo un brim da 4 linee. I risultati sono che dopo poche flessioni i segmenti si staccano e quindi mi ritrovo una cintura spezzata. Come procedereste per arginare il problema? Dimenticavo; l'infill questo tizio lo raccomanda al 10% ma io in entrambi i casi gli ho dato un 20%. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Naturalmente poi ho iniziato una stampa da 10h senza livellare il piatto.👍 -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ho fatto una misurazione delle viti che muovono l'asse z come suggeritomi, ho usato un rudimentale metro da muratore e sembra che ci sia una differenza di 3 o 4 mm. Poi ho modificato girando a mano una delle due viti cercando di far tornare tutto, poi gli ho dato l'auto home e ora sto misurando di nuovo. Sembra aver funzionato. -
probabilmente qualche residuo di cotone mi ha otturato il nozzle.
-
Fatto tutto e non so se all'interno e' venuto pulito a specchio comunque tanta robaccia è uscita. Grazie.
-
Buonasera a tutti, mi sto cimentando in questa operazione. Ho smontato l'hotend dalla sua staffa e ho estratto il filamento portandolo a temperatura (200°) ora aspetto che si raffreddi e procedo (con molte difficolta') a smontare il tubo in PTFE. Il pezzo per il taglio preciso l'ho stampato gia. Domanda: il nozzle lo devo togliere a caldo o a freddo? Mi tornerebbe meglio a caldo.
-
Seguo perchè domani devo farlo anch'io. 😄
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Grazie ma mi sembra troppo complicato oltre al fatto che non ho livelle. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ciao, c'e' un test apposito per riscontrare questo dislivello? -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Fatto il test di flusso 2 volte con flusso al 100%; Le impostazioni di larghezza di strato di cura ultimeker erano in entrambi i casi impostate a 0,7 mm; 1) Cubo 20mm x 20mm usando la funzione di shell impostata a 0.75mm su fusion 360 e poi ho eseguito lo slicing su cura ultimaker impostando un valore di spessore parete 0,70. Come da programma il nozzle passava una sola volta per strato con risultati di spessore parete variabili da 1,20mm a 1,40mm e con pareti molto brutte (presentavano diverse sbordature). 2) Cubo 20mm x 20mm pieno e senza usare la funzione shell di fusion con slicing su cura ultimaker togliendo totalmente l'infill e impostando una sola parete perimetrale oltre a togliere gli strati superiori con risultato di pareti molto belle e uniformi con spessore 0,73mm di media. Conclusione: non so per quale arcano motivo da risultati differenti sebbene il procedimento finale sia quasi identico bisognerebbe analizzare a fondo il gcode (e non ne sono capace) e forse qualcosa spunterebbe fuori. Ma non tutto il male vien per nuocere: ho scoperto e corretto una piccola anomalia sull' asse Z. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Buonasera, ho appena calibrato l'asse Z e procedo a calibrare il flusso. Primo test al 100% -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Si è un 20x20x20 altezza strato iniziale 0.3 ugello da 0.6 altezza strato 0.45 riempimento 20% -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ma perche non gli ho dato un po' di brim???? 💯💤😤 Ragazzi sto cubo in alcuni punti arriva a 19.55mm e sui bordi siamo sui 19.70mm. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Hai ragione, ora stampo un cubo di 20mm pieno a flusso 100% e poi misuro l'asse Z -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Si , cura e' impostata su creality cr10s5 e per quanto riguarda le impostazioni sono standard. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Anche stavolta i lati sono tutti a spessore differente ma mi sto avvicinando agli 0.70 teorici con 0.80 effettivi di media. Dava le stesse problematiche anche con il nozzle da 0.4 E se non fosse calibrato bene l'asse Z? L'altezza del cubo e' 19.66mm. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Fulmineo Eddy, l'estrusore su 150mm ne estrudeva 151. Speriamo sia quello, ora ho lanciato l'ennesimo cubo 🤞. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Mi e' venuta una idea a cui non si era mai pensato fin'ora: E se fossero gli step/mm dell' estrusore? Mi ricordo di averli calibrati tempo fa con una procedura da me inventata (quindi probabilmente fallacea). In tal caso come posso controllare che i valori siano giusti? C'e' il proverbiale tutorial su youtube? -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ma, hai letto dove dicevo che con uno shell sul cubo di 0.40 e con un nozzle di 0.4 cura sa che la parete perimetrale e' di 0.45 e arrotonda a zero pareti perimetrali? Oggi pomeriggio ti mando uno screen di cura che fa una sola parete.