Leonardo B.
-
Numero contenuti
115 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Leonardo B.
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
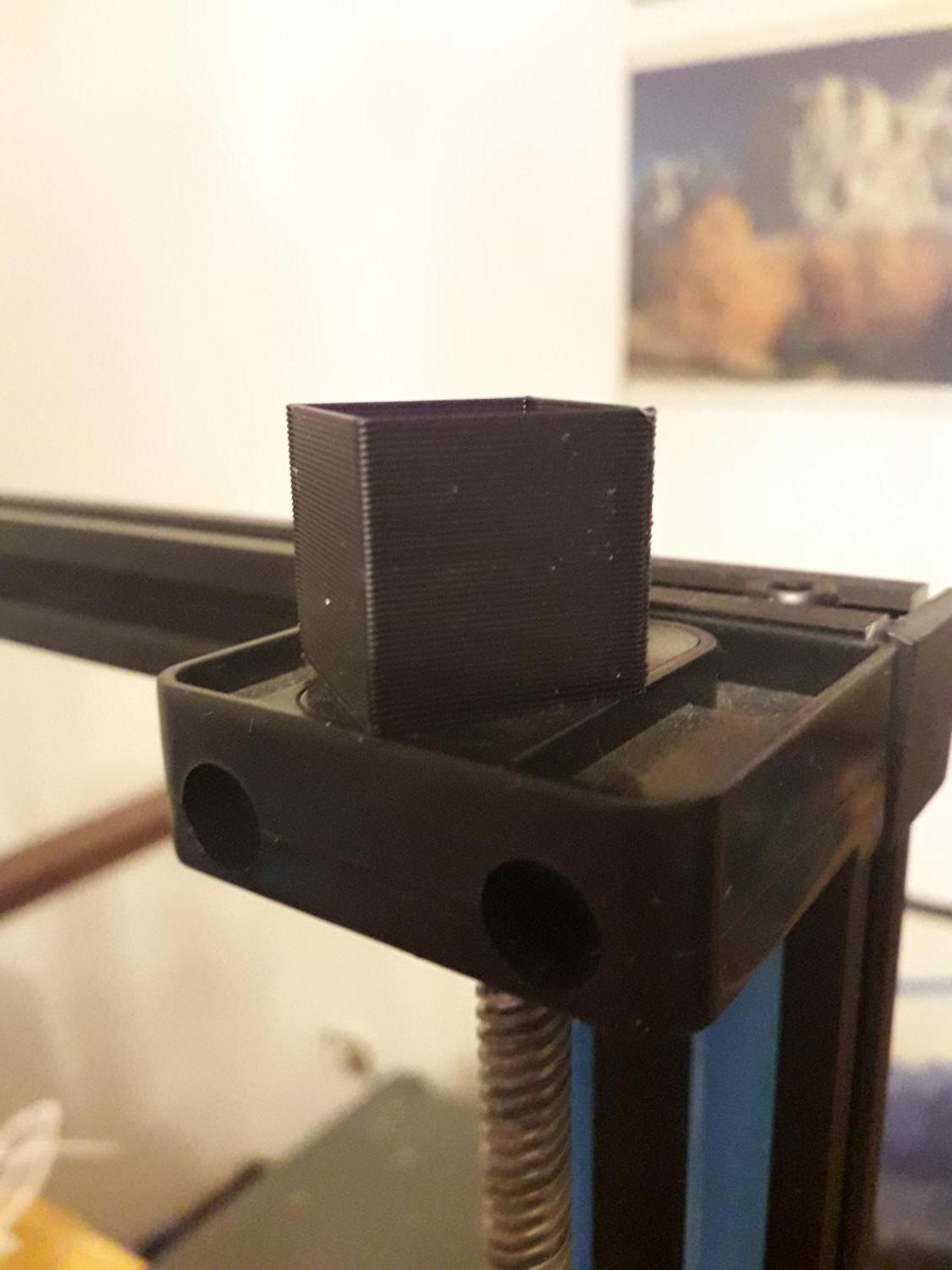
Perche le linee perimetrali nel caso di quel cubo non sono 2 ma una. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ecco il nuovo cubo con flusso al 53,94%. Spessore medio di 0,815mm dove avrebbe dovuto essere di 0,70mm. Le misurazioni delle distanze dei lati vanno quasi bene, si avvicinano parecchio a 20,00mm. Che faccio lascio così?
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Spessore parete media 1,2945. Procedo con la calibrazione flusso.
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ugello da 0.4 purtroppo. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
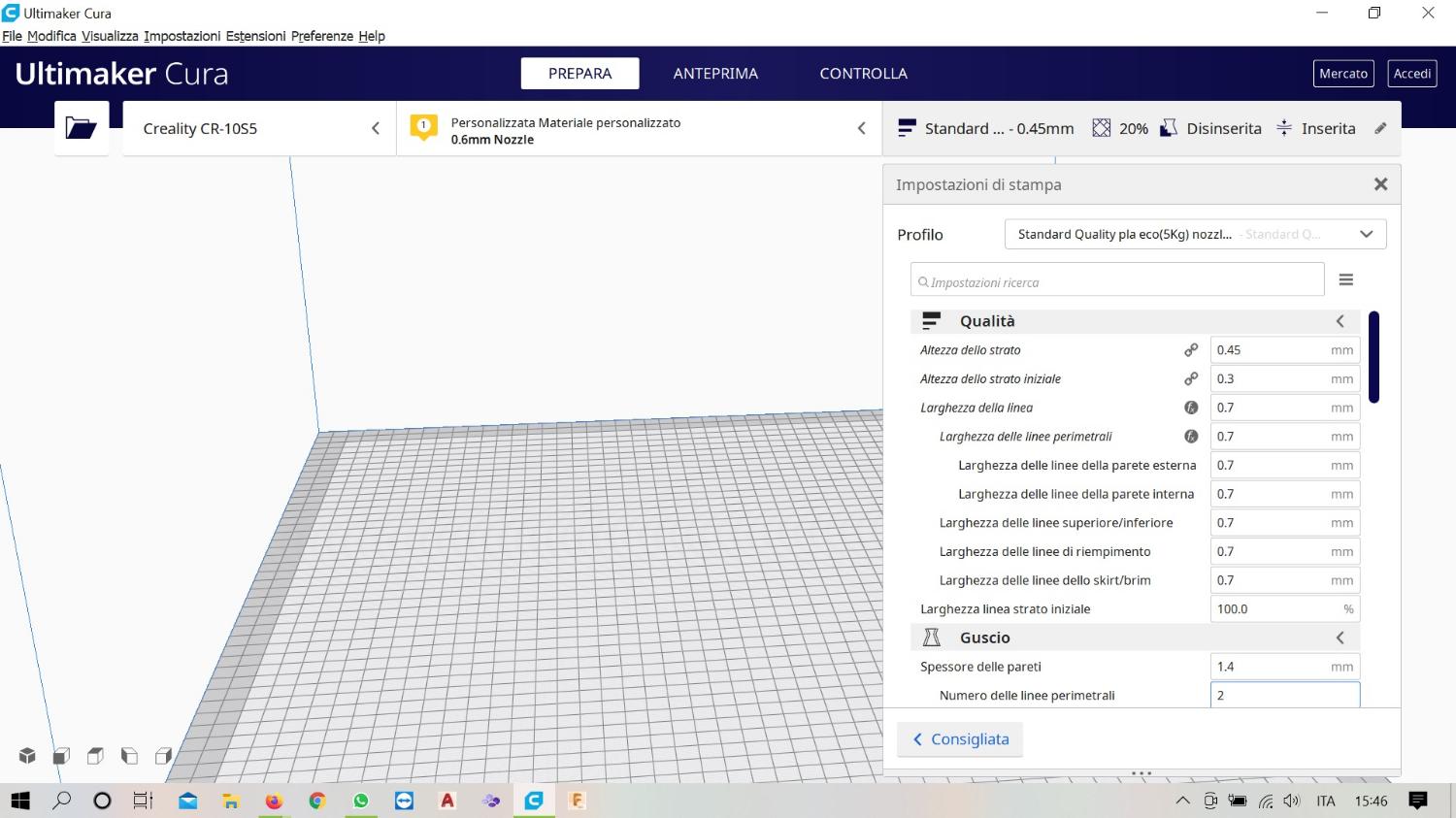
Buona sera, oggi ho misurato 19 volte il diametro del filamento e ho ottenuto la media che e' di 1,745mm quindi impostero' cura sul diametro di 1,75mm. Procedo con la stampa del cubo di taratura flusso con nozzle da 0,6 e con queste impostazioni di cura. Flusso 100% temperatura nozzle 204°
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
ok, mi puoi dare un buon settaggio per il nozzle da 0.6? escludendo la temperatura e il flusso che mi calcolero' poi. Ho scombinato un bel po' di roba per questo test che ho fatto. 😅 ok, con il flusso al 100% lo spessore medio delle pareti e' di 0.695mm , che faccio calibro ora il flusso? -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Non ti preoccupare, non ho scadenze da rispettare, e poi co sto covid sto a casa o sulla stampante o alla play. E preferisco alla stampa 😉 Fico! con lo shell da 0.40 cura approssima le pareti a zero! ho dovuto modificare di nuovo il disegno con uno shell da 0.45 -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
il nozzle di prima era uno pseudo 0.6 ora ho il 0.4 comunque dovrebbe tornare il flusso cosi' perche' da disegno il cubo e' stato fatto con uno shell da 0.75 quindi cura ha arrotondato a due strati perimetrali. Quindi dovrebbe essere di 0.4 la parete. Tuttavia faccio un' altro cubo con shell da 0.4 e vado di nuovo in stampa. -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Fatto, lo spessore della parete del cubo ora e' 0.80 -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
ok ma dovro' cambiare nozzle e rimettere quello da 0.4 -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
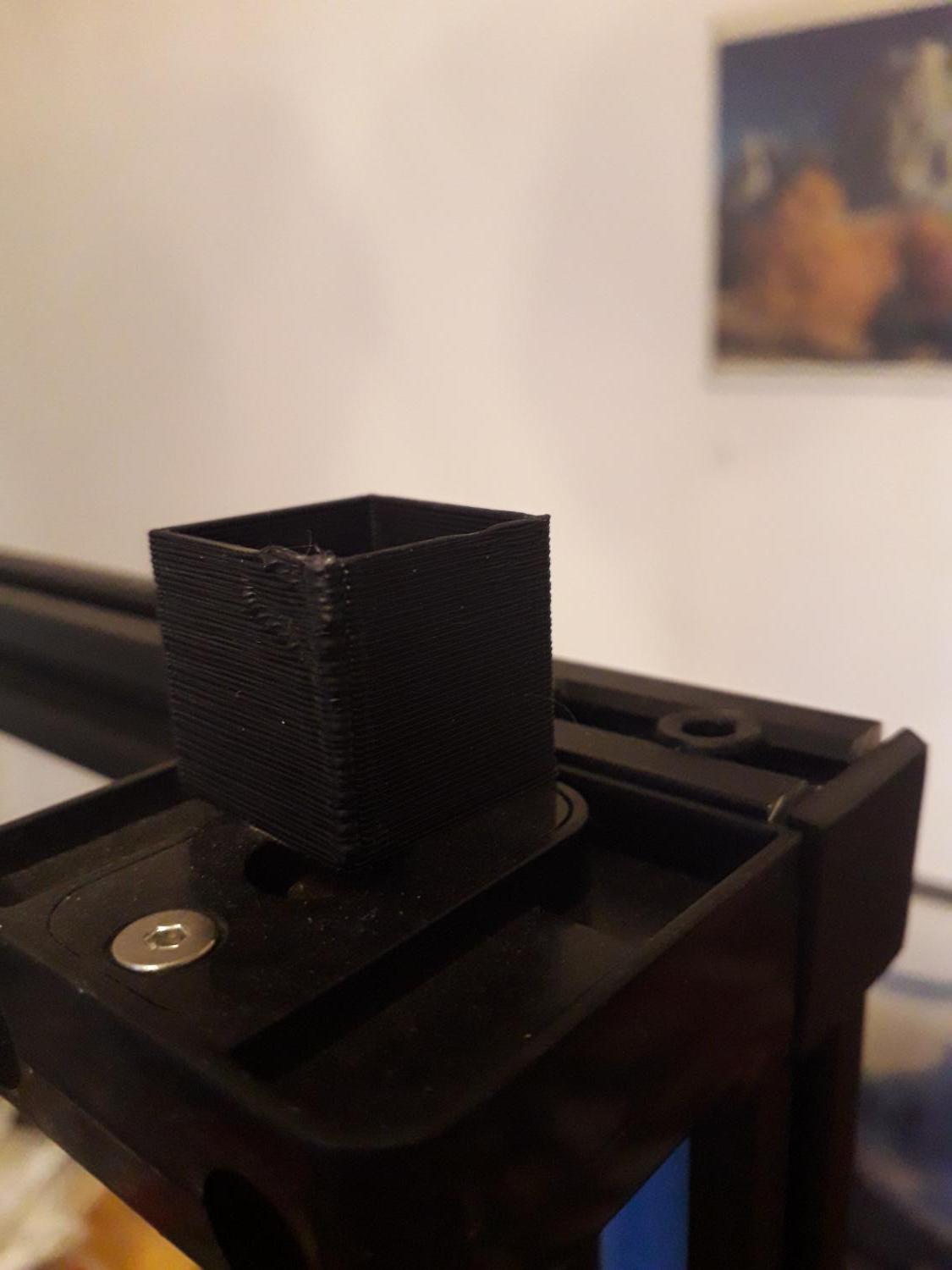
Questa è invecie la stampa con flusso al 60%, sempre PLA azurefilm.
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
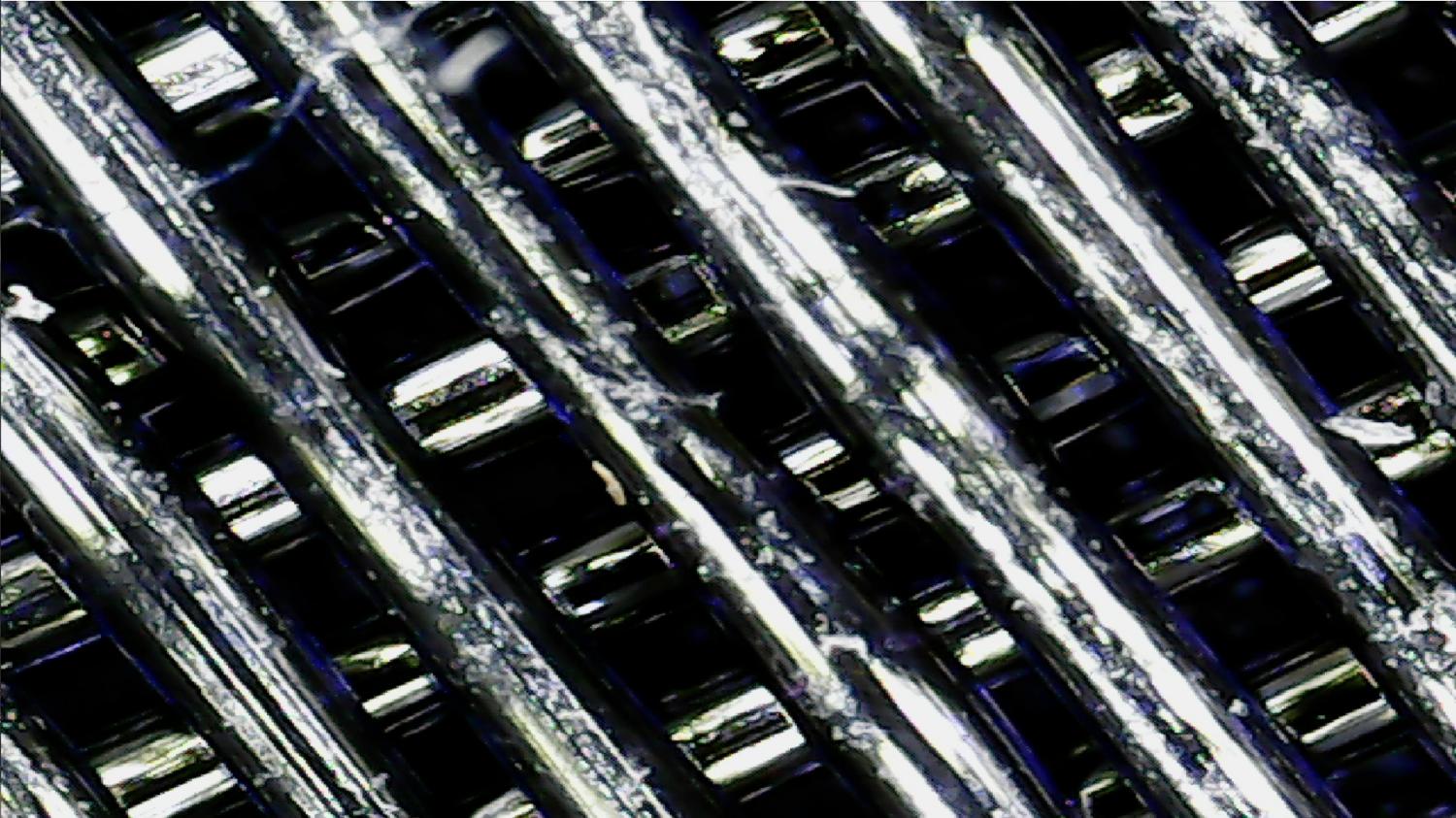
questo e' il filamento estruso a 200° ingrandito 40 volte
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Così e' ingrandita 40 volte (flusso53%)
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Si, ho scelto i 200° in base alla famosa towertemp del mio post precedente, che sebbene era un g-code per un altro tipo di nozzle mi ha dato comunque un idea. Il PLA e' un azurefilm 190°/210° diametro 1.76-1.77 Non ci avevo pensato, hai ragione. Faro' questo ulteriore test. Ah dimenticavo, i cubi di calibrazione sono stati disegnati 20mmx20mm poi ci ho eseguito uno shell da 0.75 su fusion 360 e lo spessore delle pareti minimo impostato sul mio cura e' di 0.70. con un flusso a 50% e' risultato di 0.75mm ... mi sta tornando tutto molto poco... -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
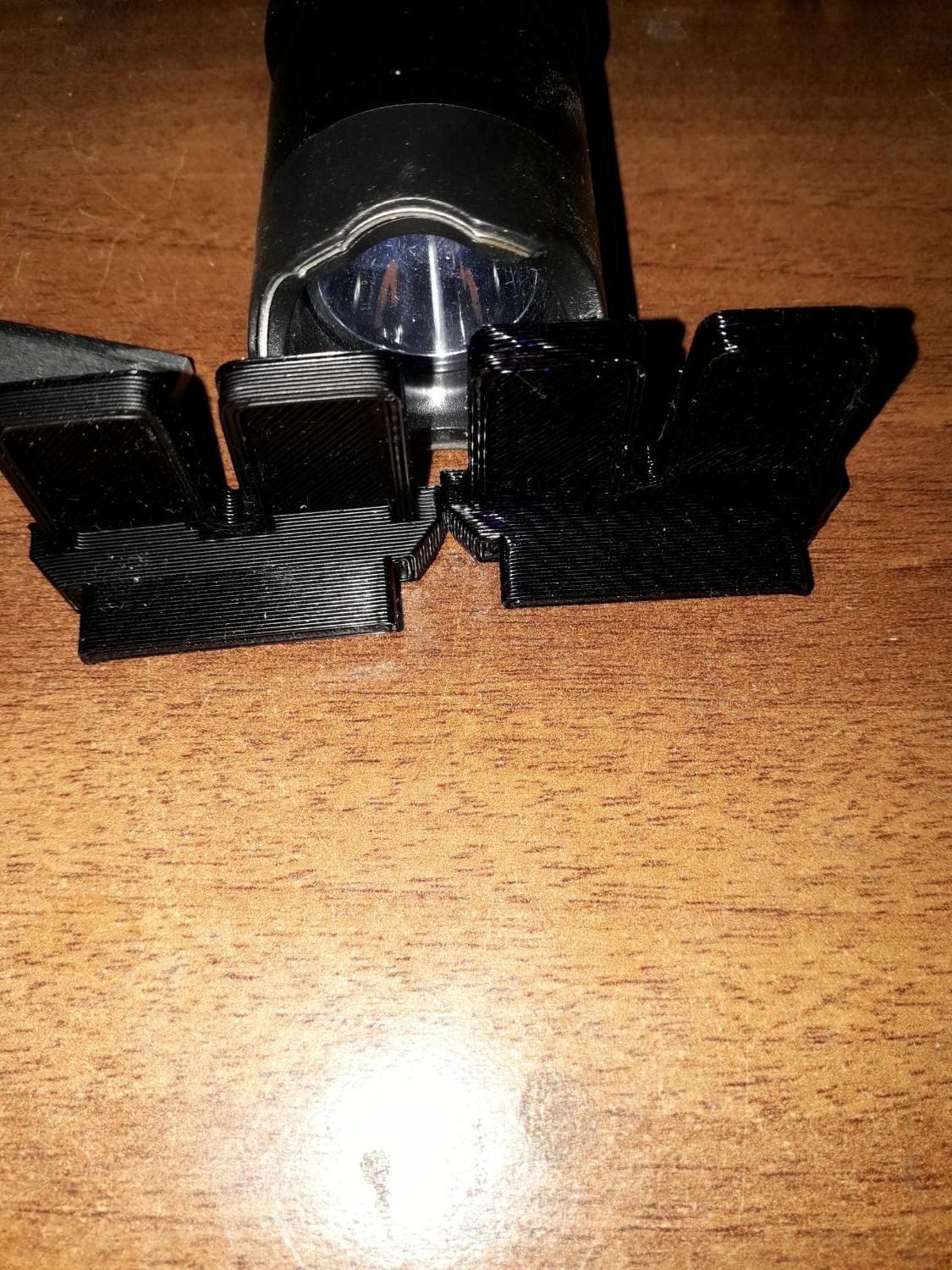
La resistenza implica anche che ci sono degli spazi vuoti tra due o piu linee. Cioe' , nei casi 53% e 50% sono oggetti in cui traspare luce se illuminati da sotto Pfff. naturalmente le foto non rendono giustizia. pero' si puo' notare che addirittura lo stesso materiale cambia colore a seconda del flusso. Ah e la temperatura e' rimasta la stessa per tutte le stampe.
-
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Quindi mi trovo a fronteggiare il dilemma: Meglio rispettare le misure e fare stampe di bassa qualita' o fare stampe resistenti ma probabilmente non fedeli al 100%? -
Problema calibrazione flusso Creality cr10s5
Leonardo B. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, espongo il problema che mi si e' presentato. Cambiando marca di filamento ho riscontrato una variazione di diametro del PLA in questione. Quindi dopo le prime stampe di prova ho fatto la procedura di calibrazione di flusso. Cosa si vede dai risultati e' strano oserei dire, mentre i cubi di calibrazione sono venuti molto meglio le stampe sono venute molto piu fragili e "spugnose". I flussi sono da sinistra a destra 50% 53% 100% Le misure che teoricamente la stampante doveva riprodurre dei cubi sono 20mmx20mm per uno spessore di parete di 0.70mm. E il risultato e' stato che la dimensione del lato del cubo e' stata rispettata solo nel primo caso (flusso 50% 20mm)
-
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
si, sul terzo test le misurazioni erano piu' omogenee e si aggiravano verso i 0.61/0.64 -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Sono riuscito a fargli digerire i gcode che mi hai dato e le misurazioni sono queste: Varie misurazioni anche sullo stesso segmento riportano cifre differenti, oscillano da 0.6 a 0.8 con una media di 6.6/0.7 E' difficile fare misurazioni su segmenti arricciolati... -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ciao Eddy, ottima idea quella di cercare nella SD. Tuttavia ho trovato solo degli STL demo e un programma di installazione di uno slicing creality. Ora scarichero' e installero' il programma suggeritomi prima. -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Niente, non viene riconosciuta. Chiede i driver. -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
😳ok, ora sto calibrando il flusso siccome ho per le mani un PLA nuovo tra poco ci provo. Ok, flusso calibrato, mi da tre misurazioni differenti su ogni lato del cubo ma da 1.4mm ora sto a 0.75 di media e lo accetto. Poi. Ora provo ad attaccare diretta la stampante al pc e vedo che succede. -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
😳ok, ora sto calibrando il flusso siccome ho per le mani un PLA nuovo tra poco ci provo. -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Oddio! Mai collegato direttamente il pc alla stampante. -
Towertemp
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Ne sono convinto, ma cosa? Ho copiato e incollato i codici su un documento di testo e poi rinominato l'estensione a .gcode poi lo ho fatto di nuovo tenendo conto degli spazi ma niente, continua a non voler processare il programma e rimane piantato su 0%.