

pino81
-
Numero contenuti
53 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da pino81
-
-
ok.. si tratterebbe semplicemente di modificare il flusso durante lo stesso layer e dare coordinate z "più frequentemente",
a parità di .obj il gcode avrà sicuramente un peso maggiore in mb,ma se ne vale la pena...
-
ciao ragazzi,ho provato a cercare come fare, ma si fa riferimento a modifiche con programmatori o slicer proprietari..
(o sono io che non ci ho capito niente..)
qualcuno sa come fare in cura 4.7 ? in teoria dovrebbe essere una valida alternativa alla generazione di supporti a qualsiasi sbalzo.....🙄
-
ciao killrob in comune accordo con fonzy,anche se tecnicamente fattibile abbiamo deciso di tralascire la modifica perché comportava la sostituzione dei 3/4 della macchina con annesse modifiche firmware.. il tutto ad un costo sconveniente..
il mio prossimo step sarà quindi trovare una stampante a doppia estrusione indipendente e possibilmente core xy a buon mercato .
-
 1
1
-
-
😅ciao fonzy ok,colgo la tua offerta,e alla fine ti mandero una anche una piccola commissione per sdebitarmi ma vorrei acquistare il tutto nuovo per conto mio.. però quello che mi sfugge è perche bisogna modificare il firmware se io compro una scheda che già prevede un secondo servo estrusore? e poi lo slicer (io conosco cura) non prevede già il settaggio di una stampante con 2 ugelli ? comunque ti mando il mio numero in pvt così non intasiamo il forum..
-
ciao dnasini,allora l'idea di modificare la ender mi alletta.. ma non c'è una guida definitiva su questa modifica con il doppio hotend ,la soluzione a doppia testina non la considero neppure... dato che a me non servirebbe... ( sempre se è vero che si può impostare una temperatura differente per ogni ugello) ora la guida di ivan del canale "dazero" potrebbe essere valida.. almeno fino al cambio dell'hardware ma poi con tutti quei settaggi via browser c'è un attimino da sbattere... il che mi frena.... 😔
-
6 ore fa, FoNzY ha scritto:
devi cambiare scheda madre, firmware, alimentatore, hot end. se vuoi attuare questa modifica..
buongiorno, ok e quanto costerebbe tutto l'ambaradan? mi riferisco sempre alla soluzione ad doppio hotend parallelo non la doppia testina
esiste una stampante nuova già così configurata che tu sappia? (sempre economica..😅)
-
si,ma aspetta, quello del video avrà speso il doppio dei soldi dato che ha dovuto acquistare un intera unità sull'asse X e maccanica annessa appesantendo non poco il peso sulla vite dell'asse Z,anzi che un solo hotend "doppio"ed inoltre ha rimpicciolito di più l'area utile di stampa sul piatto di stampa, numeri alla mano io vedo una stampante con area di stampa discreta già a doppia estrusione da 255x255 a 234€,
vale veramente la pena cimentarsi ad una modifica così invasiva ed a quale costo?
per esempio questo è il video di ivan per la modifica, basta solamente sostituire quell'hotend con quello a 2 uscite e seguire pari pari la guida?
ma il quesito è anche un altro:
perchè vengono realizzate stampanti a doppia testina indipendente quando esistono gli hotend a 2 canali paralleli?
solo per poter stampare 2 pezzi identici più piccoli contemporaneamente anche a discapito del costo e complessità meccanica?
la soluzione di ivan mi sembra la più ovvia ed intelligente se non fosse per l'hoten a Y che comporta un sacco di spreco di materiale sulla torre d'innesco ,ma fin ora non ho trovato stampanti nuove così configurate.. (intendo hotend parallelo II e non a Y ,se è vero come dici tu che si possono impostare temperature differenti per singolo filamento..)
-
ciao fonzy,ma allora non ho capito se sia economicamente conveniente acquistare tutto l'occorrente per fare la modifica alla ender 3 oppure sia meglio acquistare una stampante di fascia bassa nativa con doppio estrusore ? ci sarebbe poi anche da andare a modificare anche il firmware (che non è che sia un gioco da ragazzi...) quindi quello del video che ho postato ha fatto un emerita cavolata dal momento che bastava semplicemente sostituire l'hotend?
-
ciao dnasini,infatti... nel mio caso dato che vogliio stampare pla e pva che differiscono di qualche decina di gradi non va bene quindi nemmeno la soluzione dell'hotend a 2 ugelli dato che la temperatura è uniforme...
ma a questo punto è conveniente (anche economicamente parlando) fare la modifica a doppio estrusore e servo annesso come fanno in questo video? https://www.youtube.com/watch?v=DfD1kC1WGWs
?

-
1
-
-
quello che in particolare vorrei sapere è:
tra le soluzioni di singolo hotend con un solo ugello e 2 ingressi di filamento come quello di dazero e 2 estrusori separati ( che comportano un ulteriore servo sull'asse x) non è meglio sempre un solo estrusore con un doppio hotend e quindi 2 ugelli?
così da diventare più gestibili le possibili differenze di temperatura tra i materiali...
-
ciao ragazzi,chiederei un consiglio su qual'è il metodo più semplice per ottenere la doppia estrusione sulla ender 3 pro per beneficiare dei supporti in materiale idrosolubile,ho visto la guida di ivan (dazero.it su youtube) ma credo che quella soluzione vada bene solo per il cambio di colore e non per materiali diversi ad es. pva e pla,chiedo lumi
-
ok ho risolto da me.. praticamente ho fatto il test del foglio tra ugello e vetro ai 4 angoli come consueto.. e sembrava tutto ok,ma poi mi è venuta l'idea di testare anche il centro (che è dove si verifica il problema), ed ecco la causa di tutto.. il vetro (che non è molto spesso) era lievemente avvallato al centro.. l'ho sostituito ed è ora tutto ok,
in tutti i casi l'offset negativo anche di -0.1 / -0.2 aiuta....
-
3
-
-
ciao killrob ma io veramente stampo a piatto freddo,spruzzo solo un po di lacca e basta... altrimenti poi la bolletta si scalda anche... da qualche giorno a questa parte so che si può modificare il gcode probabilmente facendo spegnere il letto scaldante,ma fino a ieri constatavo che il letto restava caldo anche a stampa finita a tempo indefinito...
-
buongiorno a tutti.. vi spiego,con la mia ender 3 pro ho sempre avuto problemi a far aderire il primo layer sul vetro,ovviamente ho sempre effettuato la solita procedura di calibrazione del letto con il foglio di carta passa e non passa sotto l'estrusore ai 4 angoli,ma fatto sta che quando avvio la stampa l'estrusore si mantiene sempre un pelo sopra la posizione home quindi a stampa iniziata ri-faccio comunque il test del foglio e difatti ci passa più agevolmente,allora ho installato il plugin z-offset ma non permette di mettere un valore inferiore a -0.3 perchè dice "impossibile effetuare lo slicing" ovviamente a solo -0.3 non risolvo niente..
sono l'unico a riscontrare questo problema?
se no voi come avete risolto ? spostare il fine corsa dell'asse z più giù non credo che sia la soluzione...
altrimenti devo sempre andare a ritoccare il babystep z all'inizio stampa oppure svitare di qualche giro simultaneamente le 4 viti di regolaggio per far salire un pochino il letto ...
-
ok,ok.. sbadatamente avevo tutte le velocita basse al giusto valore tranne quella degli spostamenti al primo layer di molto superiore (non me ne ero proprio accorto 🤦♂️ 💤...)
-
1
-
 1
1
-
-
ciao ragazzi,sto riscontrando un problema,con ultimaker :
in pratica ho attivato la visualizzazione di tutti i parametri delle velocità per mettere l'impostazione personalizzata,e tra le caselle di velocità spostamenti ,riempimenti,pareti esterne ecc.. ci sono valori di 20 o 40 mm/s ma fatto stà chè in fase di stampa gli spostamenti avvengono a velocità fulminee (l'estrusione invece è più lenta e sembra rispettare i parametri impostati) difatti nel gcode si vedono valori di F 6000 ! (F 1200 o F 1500 in estrusione)
non so che cosa sto sbagliando o tralasciando..
ogni parametro modificato viene sempre applicato subito all'anteprima e quindi esportato sempre in gcode è giusto? non c'è un ulteriore tasto per convalidare i cambiamenti rispetto alla configurazione precedente..?
-
ciao fonzy,non conoscevo la possibilità di modificare il gcode di inizio e di fine di default, l'ho scoperto proprio stamattina.., comunque 😅
ho risolto selezionando la mia stampante ,la creality ender 3 pro appunto tra l'elenco e tutto si è settato al posto giusto per magia ,non ne avevo selezionata nessuna prima,credevo fosse una cosa irrilevante..,
l'unica cosa è che il gcode stavolta prevede una lunga linea di estrusione sull'asse y prima della stampa dell'oggetto, quindi ho semplicemente commentato con ; quelle 3 righe e tutto adesso funziona alla perfezione 👌
il tuo problema del codice insensato potrebbe essere dovuto ad un oggetto non mainfold,oppure un worm?
grazie comunque
-
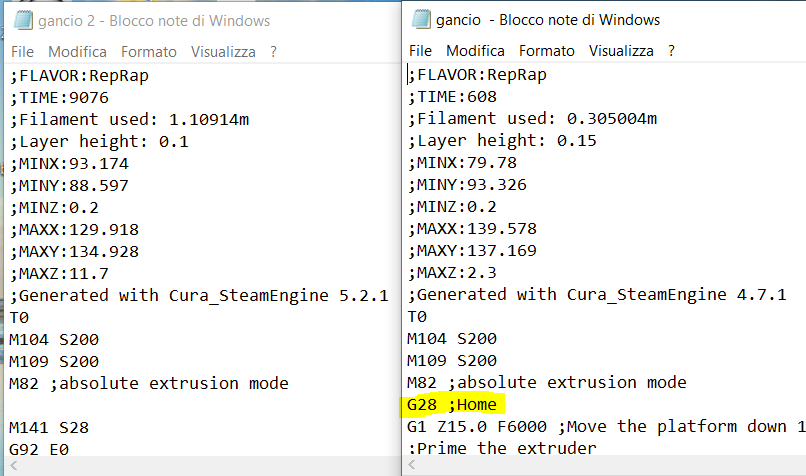
ho aperto 2 file generati dalle 2 versioni di cura col blocco note, ed ad esempio nell'ultima release manca il parametro "G28 home",magari un aiuto gentilmente.... 🙏
è un vero peccato che debba retrocedere alla versione precedente solo per questo inconveniente...

-
non ho neanche idea se è una funzione che deve avere la stampante prima di iniziare ad eseguire qualsiasi gcode,la casella origine al centro è deselezionata,il letto è 220x220 mm ma non riesco ancora a capire dove risieda il problema... 🙄
-
ciao ragazzi,ho aggiornato la versione cura dalla 4.7 che avevo alla nuova 5.2 ma mi sono accorto che mentre prima il file gcode prevedeva un posizionamento preliminare alla locazione home per poi traslare verso il centro del letto,adesso invece prende per buona la posizione di ovunque si trovino gli assi e fa il solito movimento per spostarsi al centro del letto ,ma l'estrusore potrebbe già essere al centro in partenza o se non peggio dal lato opposto all'home con conseguente sgranamento dei motori e letto totalmente fuori,quindi: c'è qualche impostazione sul nuovo software che dica allo slicer di andarsi a posizionare prima alla home e da la poi traslare al centro per iniziare la stampa?
inoltre pensate che la mia ender 3 pro possa aver accusato il colpo dello sgranamento per qualche sola volta? grazie
-
Ok ragazzi, aggiorno.. sono riuscito ad avere una mesh più decente,però con un paio di accorgimenti:
1 avevo la risoluzione impostata a 4 mpx ,l'ho elevata al massimo (12 mpx) ,
2 le foto le ho fatte molto più ravvicinate ,io credevo che fosse un requisito riprendere tutto l'oggetto per intero in ogni frame, ma non è assolutamente necessario;
Il rusultato è accettabile ma necessita cmq di qualche ritocco quà e là.. ora però sto riscontranto un altro problema: in pratica usando blender per fare le modifiche opportune quando vado a salvare il modello in formato .stl pronto per lo slicing il file non viene "slicerato" correttamente e mancano molte parti , se invece mando allo slicer la mesh vergine per come esce da metashape i layer ci sono tutti.., ora blender ha degli strumenti dedicati alla stampa 3d ma alcuni non credo che svolgano correttamente il loro lavoro, tipo ad esempio il " fill" lascia comunque i buchi.. se applico il non mainfold mi cancella buona parte del modello, ma la cosa più strana è che lo slicer mi cancella delle zone del modello dove non l'ho toccato minimamente....;
È possibile che sia colpa del fatto che il mio pc non disponga dell'open gl? (è un datato 32 bit win7 )
-
Si killrob uno sfondo omogeneo sarebbe meglio.. ma il punto è che mancano proprio delle parti (tipo il braccio che sorregge la torcia, i capelli..) con le foto ho chiuso come una sfera attorno, anche allo zenith di sopra ,cioè il programma ha fatto un approssimazione del contenuto delle foto, dite che se contrasto di più le foto sia meglio?
non si vede neanche la f... perche c'è! 😣😂
-
Ciao ed appunto ho approfittato di queste giornate coperte per fare le foto ed avere una luce piu diffusa.. dovrei provare con un lenzuolo contrapposto e rifare le foto, ma quello che vorrei capire è quale sia l'impostazione su metashape (o photoscan) per impedirgli di fare artefatti, e riprodurre solo quello che c'è effettivamente ,
ps che voi sappiate meshroom è più fedele degli agisoft? (Tempi di processamento a parte) purtroppo non ho un pc a 64 bit per provarlo
-
Ho capito marcott, quindi il tuo suggerimento sarebbe di scattare le foto con una fotocamera? oppure può darsi che sia meglio scattere le foto su uno sfondo omogeneo tipo una stanza bianca... oppure andare a ritagliare la statua foto per foto ed incollarla su uno sfondo bianco o nero ( che lavoraccio) può darsi che sia questo a far confondere il programma?

stampa non planare
in Software di slicing, firmware e GCode
Inviato · Modificato da pino81
ero intenzionato comprare una stampante a doppio ugello apposta per creare i supporti idrosolubili dato che mi piace fare riproduzioni architettoniche ed organiche ed ogni volta rimuoverli può determinare l'irrecuperabilità della stampa..,ma se questo metodo di stampa potra essere implementato fra non molto per l'uso comune ed opensource potrei attenderene lo sviluppo..
chissà.....🙄