pino81
-
Numero contenuti
53 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di pino81
-
i problemi sorgono anche dopo... a partire dalla rimozione dell'oggetto dal piano di stampa, purtroppo sicuramente alcuni abbinano la stampante 3d alla normale stampante di fogli epson,canon ecc..,ma in comune c'e solo il nome e basta... secondo me la stampante 3d è solo una "articolazione secondaria" della modellazione 3d, oltre che dover anche comprendere nel profondo il funzionamento della propria macchina se si vuole concludere con successo una stampa.. in poche parole ci vuole passione.. io non comprerei mai una stampante 3d se dovessi precluderne l'uso solo ai file che trovo in internet.. 🙄
-

la mesh non si può chiudere
pino81 ha risposto a pino81 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
sicuramente avrò fatto qualche operazione sulla mesh anzi che su un corpo soldo come vuole che sia fusion 360 per fare delle modifiche ( ormai ho pure dimenticato cosa..) quindi era diventato impossibile fare operazioni booleane e simili.. solo un software che permette di gestire le mesh avrebbe potuto ripristinare l'stl,quì a lavoro finito ( anche se ho dovuto fare ritocchi a mano..) è stato l'unico modo per continuare ad utilizzare questi auricolari dato che non si trovano più in commercio le batterie interne 😏
-
no ti prego.. nella malaugurata ipotesi dalla a me... buongiorno 😂
-
la mesh non si può chiudere
pino81 ha risposto a pino81 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
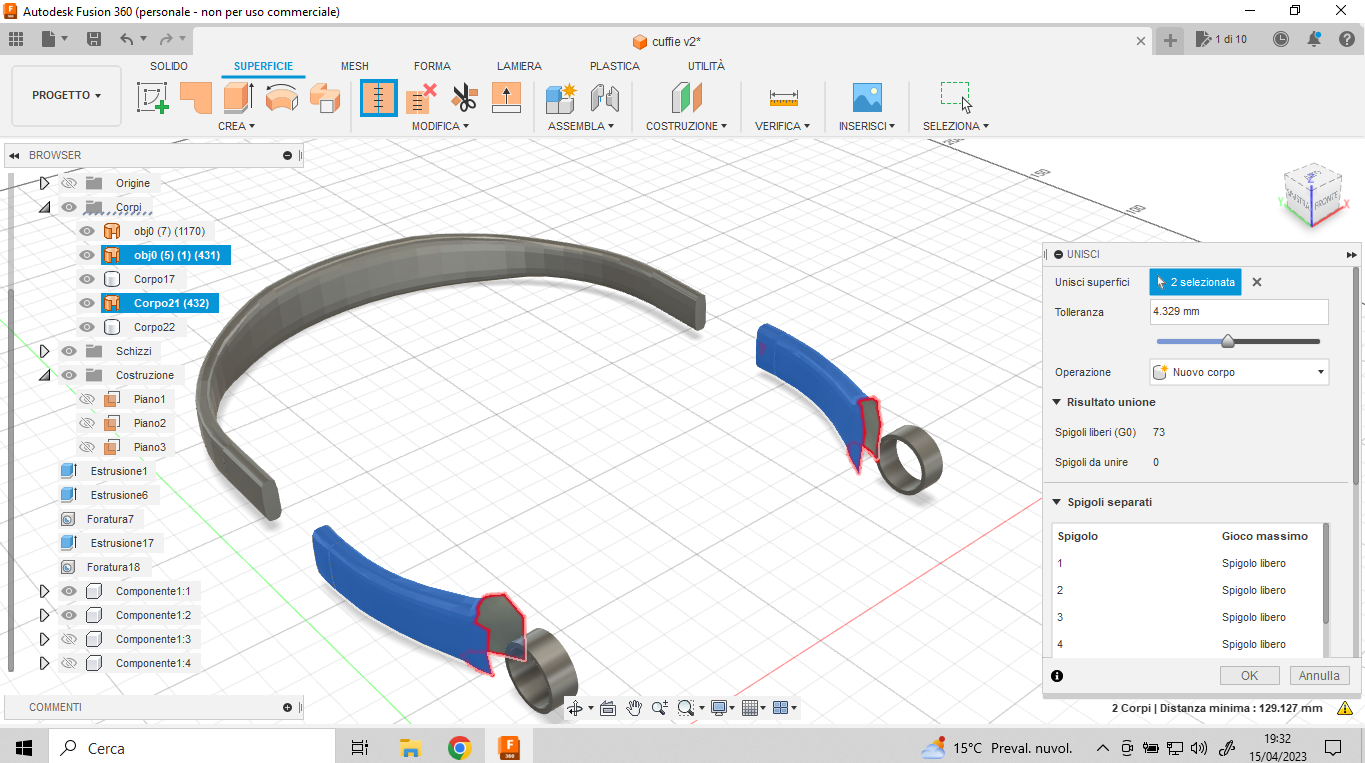
grazie michele ,bel lavoro 👍 ,dovrei comunque adesso andare a creare la sede all'interno dei 2 pezzi dove inserire i 2 monconi del' archetto per creare lo scorrimento di regolaggio, da quello che sto capendo fusion 360 non è in grado di gestire geometrie complesse ed irregolari di bordi e vertici.... anche in zbrush avrei potuto esportarli e farli chiudere da esso.. zbrush o blender & co. sono più potenti in tal senso... era per capire... -
la mesh non si può chiudere
pino81 ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
ciao amici,chiedo un aiuto perchè ci ho perso quasi un giorno a cercare anche in forum inglesi per capire come fare a chiudere una mesh di una cuffia a cui ho tagliato la parte degli speaker per in seguito combinare 2 boccole che mi reggano 2 auricolari wireless ma non ci sto riuscendo,ho anche provato a modificare la tolleranza della funzione "unisci" di "superficie" ma non cambia nulla, i bordi rimangono rossi e non chiudibili 😰 il taglio è irregolare lo so.. ma forse perchè l'ho prima decimato su zbrush per renderlo piu leggero quì su fusion 360 grazie anticipate.. cuffie.stl
-
problema di sottoestrusione?
pino81 ha risposto a paco87 nella discussione Problemi generici o di qualità di stampa
io ho una creality ender 3,e per estrudere "decentemente" sulle superfici orizzontali la ruota dentata deve sovra ruotare anche slittando oltre la possibilità del flusso del filamento dall'hotend per riempire il layer come di deve.. altrimenti si notano i distacchi tra i passaggi.. per i muri invece posso anche abbassare il flusso che risultano comunque "buoni" - larghezza linee 0.4 - ugello 0.4 - velocita di stampa 20 mm/s -
primo layer raggrinzito
pino81 ha risposto a pino81 nella discussione Problemi generici o di qualità di stampa
ciao dnasini,no,veramente ho sempre stampato pla bianco classico, (adesso ho comprato 500 g di tpu nell'eventualità servisse.. ma mai usato) quindi non dovrei avere problemi di questo tipo... avviene sempre uno spurgo di pla che rimuovo repentinamente prima di traslare alla stampa.. mi chiedo come facciano a stampare a 50 - 60 - 80 mm/s cioè il problema non è solo di meccanica, estrusione,stepper stratosferici, ecc ma ci vuole il tempo materiale che il nozzle irradi il calore anche sul bed o il layer sottostante per poter aderire "decentemente" quello estruso, mah...! -
primo layer raggrinzito
pino81 ha risposto a pino81 nella discussione Problemi generici o di qualità di stampa
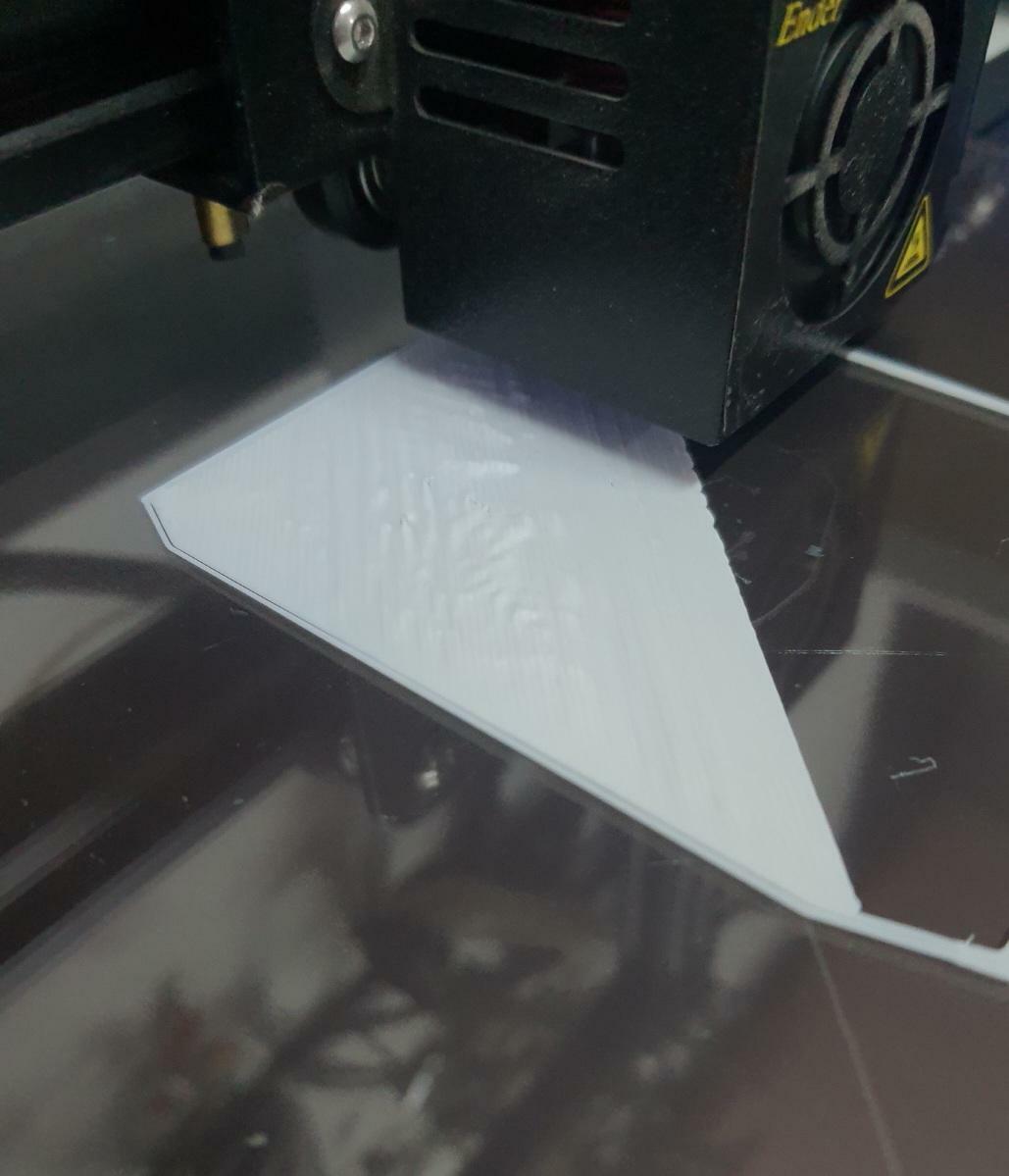
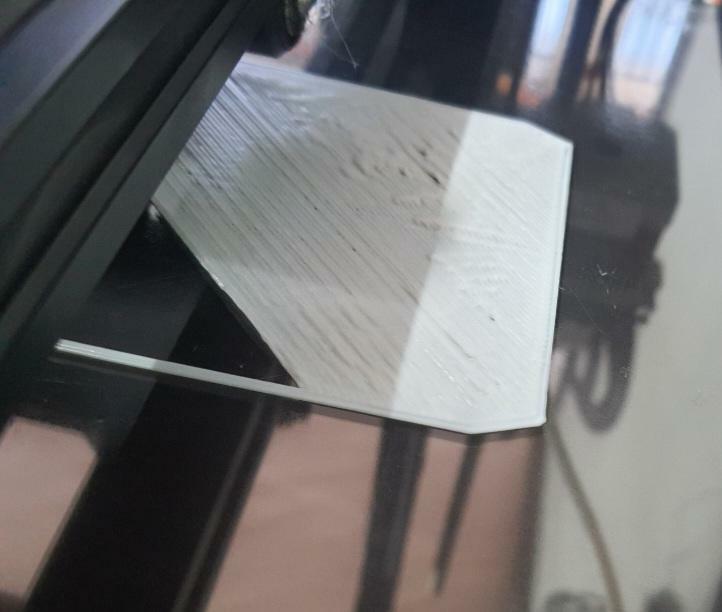
ok ,certo ci mancherebbe.. ognuno può esprimersi per esperienze personali.. magari il mio dubbio era se la colpa poteva essere ad un flusso errato,oppure la temperatura del piano di stampa.. perché se fosse un problema di offset non sarebbero dovuti aderire nemmeno le linee di perimetro... io la lacca la uso anche.. ma solo nel caso in cui volessi stampare a letto freddo,non pensavo fosse necessaria anche a letto caldo.. la stampa in foto l'ho completata comunque.. erano solo 2 layer,ma il 2° l'ho fatto fare ad una velocità dimezzata in frequenza (da cura impostata a 25 mm/s) così riusciva meglio a spianare i dossi nelle linee trasversali.. -
primo layer raggrinzito
pino81 ha risposto a pino81 nella discussione Problemi generici o di qualità di stampa
ciao,ma l'ugello è libero.... è possibile che non basti il letto riscaldato e ci voglia anche della lacca spruzzata? purtroppo il vetro è perfetto per la pianarità ma forse non è il massimo in fatto di adesione... quando si stampa di continuo si tengono a mente tutti gli accorgimenti per la buona riuscita delle stampe,ma basta fermarsi per qualche mese che basta a tralasciare qualcosa....🙄 -
primo layer raggrinzito
pino81 ha pubblicato una discussione in Problemi generici o di qualità di stampa
salve amici,dopo un pò che rispolvero la ender3 ho avviato la stampa di una placca ma al primo layer ha presentato un fenomeno molto più accentuato ( che un pò faceva anche in passato) ma non ho capito quale sia esattamente la causa,il piano a 50° , è perfettamente livellato ed è in vetro,pla 200° 🤷♂️
-
Requisiti grafica per Fusion 360.
pino81 ha risposto a FedeFami nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ma è probabile che il pc non sfrutti a pieno le potenzialità della scheda superiore? ovviamente per chi come me usa fusion solo per realizzare oggetti da stampare non avrebbe senso fare upgrade costosi... magari qualcuno mi corregga se sbaglio... io ad esempio " per ora" vado con un vaio intel i3 4gb ram (non ricordo per ora la scheda grafica) ed il programma si avvia... -
(fusion 360 )creare superfice da sketch 3D ,si può?
pino81 ha risposto a pino81 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
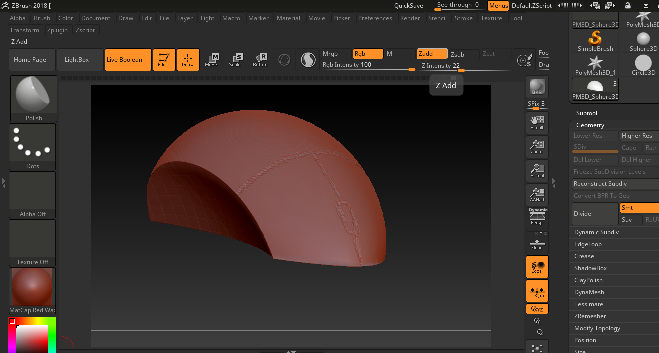
per esempio in un video di Andrea di help 3d al minuto 13:08 parla del mouse che ha realizzato ed è un lavoro "più complesso"su fusion 360 e detta da lui stesso... ,ora,per esempio ho realizzato uno "pseudo mouse" su zbrush in meno di 5 minuti,(metto un video molto velocizzato per rientrare nel Mb a disposizione) adesso non voglio fare confronti ci mancherebbe.. anche perché lui avrà realizzato i singoli componenti sull'oggetto,la rotellina,le cornicette ecc,io invece li ho semplicemente disegnati sulla superfice..ora, io che ha già qualche paio di giorni che smanetto su fusion 360 ma credo che quì ci mettere almeno 1 ora buona per realizzarlo.. era solo per capire come ottenere il flusso di lavoro più veloce possibile se la misura spaccata al mm non mi serviva nell'immediato ecco... la soluzione sarebbe semplice: realizzare su zbrush un oggetto che ho veramente "fretta" di avere ( magari per doverlo stampare) ma si rimarrebbe sempre in un ambiente senza riferimenti le misurazioni si possono fare.. ma ovviamente nulla di paragonabile ad autodesk 🙄 Progetto_02-14(1)_SD 360p_LOW_FR24.mp4
-
(fusion 360 )creare superfice da sketch 3D ,si può?
pino81 ha risposto a pino81 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ok.. ok... ho capito,è la funzione spline e loft che cercavo.. ma c'è ne vuole per padroneggiarle a dovere.....😪 cioè è fare quel che potrei fare in zbrush con uno strumento di addizione di materiale o sottrazione.. impostando anche il raggio di azione e l'intensità ma sicuramente non si possono pretendere delle peculiarità di un software su un altro.... -
(fusion 360 )creare superfice da sketch 3D ,si può?
pino81 ha risposto a pino81 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
😅 no no ti sbagli.. devo io spiegarmi meglio..,allora : tralasciando tutte le caratteristiche interne di un oggetto figurato nei canvas sui 3 piani,come faccio a ricreare un forma che comprenda sia parti rette come può essere un semplice parallelepipedo ma che comprenda anche parti covesse e concave o anche del tutto ovale usando però solo il disegno a punti, linee e curve e non le funzioni di ,estrusioni o oggetti preformati,ecc.. cioè un pò facendo manualmente il lavoro che fà metashape (fotogrammetria) se vogliamo... mi sarei aspettato che chiudendo le linee in un perimetro contiguo sullo spazio tridimensionale venisse creata in automatico una superficie, ma non è stato così,forse sono io che sbaglio approccio... -
(fusion 360 )creare superfice da sketch 3D ,si può?
pino81 ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
ciao ragazzi,sono alle prime armi con la modellazione parametrica, adesso cercando di "avvicinarmi" a quanto facevo in zbrush ho creato un perimetro immaginario nello spazio 3D di esempio per vedere cosa si può fare in modo arbitrario ,quindi stavo provando a realizzare una superfice di congiunzione tra questi profili che poi possa essere concava o convessa per ora è uguale... ma non sono selezionabili nella funzione "estrudi",la funzione è valida solo su uno sketch in 2D ? vorrei solo capire come modellare un oggetto anche ricurvo avendo le foto ortogonali di esso..
-
buongiorno a tutti,si in pratica l'ho visto anche io,forse è quello che se l'è realizzato con l'arduino nano ed i giroscopi o accelerometri,il punto è che quando viene rilasciato lo stick la prospettiva della mesh torna al punto di partenza dato che il dispositivo " non sà" che il movimento di ritorno non è voluto ma solo una conseguenza.. per la funzionalità zoom in / zoom out si può anche fare a meno dato che va benissimo anche con la rotellina di quello classico... in zbrush si lavora bene con la tavoletta,chissa se qualcuno quì l'ha usata anche sui cad e come si trova?
-
ciao ragazzi,lo so che non centra con la stampante 3d ma indirettamente rientra comunque nel workflow.. in pratica stavo constatanto in rete (perchè in zona nessuno li vende) i prezzi di vendita di questi dispositivi ed ho avuto come l'impressione che ci sia una buona percentuale sul prezzo per la questione della nicchia ristretta,cioè costeranno tanto solo perchè se ne vendono "forse" pochi,e non perchè obiettivamente l'elettronica al suo interno ne abbia il reale valore dato che non si scende sotto i 160 € (almeno io non ne ho trovati a prezzi consoni tipo 20 / 30 / 40 € quanto potrebbero realmente costare..) se poi qualcuno ne conosce di questi prezzi ne sarei grato se mi li indicasse...
-
si ma x chi deve stampare qualcosa di tanto in tanto non ha senso spendere 350 € ,ma magari si può creare un gruppo di acquisto e si ripartisce la spesa... vediamo, per ora proverò ad acquistarne una quantità esigua tanto per fare qualche test con la stampante ordinaria,e vedere se i layer aderiscano correttamente tra pla e pva,ho letto che ci siano problemi di adesione ,intasamento di ugelli,ecc con il pva.. se non mi soddisfa non affronto spese per ora ne di filamento e ne tantomeno di stampanti a doppia estrusione...🤷🏻♂️
-
🤣 boh io ho visto chi se l'è fatto con un sistema a manovella,un altro ha usato una banale pistola a caldo... è così difficile filare il pva? ps,ho visitato il link ,praticamente ne devi acquistare 50 kg minimo😏 la colla vinilica comunque potrebbe essere idonea ,perchè da asciutta è comunque solubile in acqua,se non fosse che ha un punto di fusione prossimo ai 400 °, si potrebbe anche trovare un hotend che arrivi a quelle temperature, ma poi si andrebbe a rovinare il pla del layer precedente....😏
-
ciao fabrizio, vabbe.. io abito vicino una discarica, ne potrei avere a tonnellate di bottiglie.. ma dato che il pla è a costi ragionevoli preferisco acquistarlo , ma sul pva ho visto prezzi di 70 € al kg se tu ne trovi in granuli a 7€ al kilo è un 1/10 del prezzo del filo,me lo compro che si l'estrusore da 1.75 ... hai un link di quanto hai detto..?
-
ciao ragazzi, ho cercato anche in lingua straniera ma non trovo niente.. dato che costa un occhio della testa mi chiedevo se sia possibile crearsi questo agoniato filamento in proprio come ho visto fare per il petg dalle bottiglie delle bevande, ma per l'alcool polivinilico? o anche qualcosa di alternativo che si sciolga in acqua... ad esempio se comprassi della colla vinilica riuscirei a cavare un ragno dal buco?
-
stampa non planare
pino81 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
ciao otto,ho provato a scaricare full control gcode .xlsm ma me lo apre con un editor di documenti, non ho neanche capito se è un programma per linux (io ho manjaro) o windows ,io file .exe però non ne ho visti.. ps. ok ok ho capito è un foglio di calcolo da usare con microsoft office (che non ho) inoltre non prevede un sistema di lavoro su una mesh preesitente ma bisogna praticamente andare a disegnare tratto per tratto tutto il percorso utensile ,(quasi come scrivere il codice g a mano) lui ti calcola solo l'esrusione necessaria per arrivare per esempio da punto A a punto B, non è esattamente quel che mi aspettavo.. ,ma può sempre tornare utile... -
stampa non planare
pino81 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
si otto,il link porta al full control gcode ma il sito me lo da come http e non https,boh.. forse avrò io un virus.. magari poi proverò anche questa variante di slic3r che usavo da prma di cura e ne sentivo francamente la nostalgia...😅comunque appena possibile riprovero con full control gcode e darò aggiornamenti grazie....👌 -
stampa non planare
pino81 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
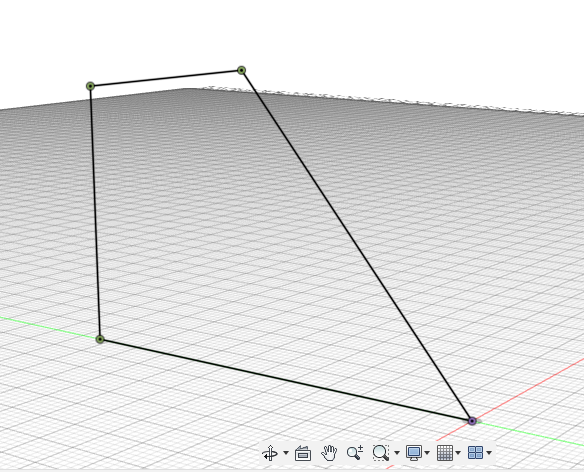
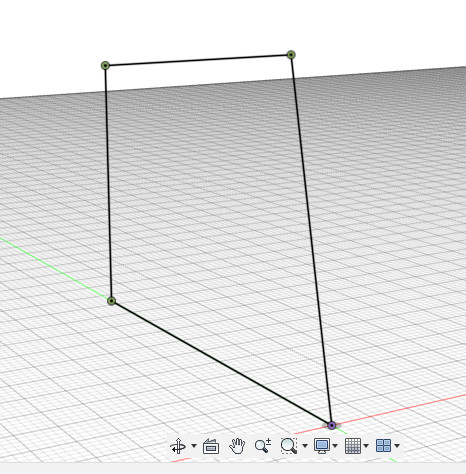
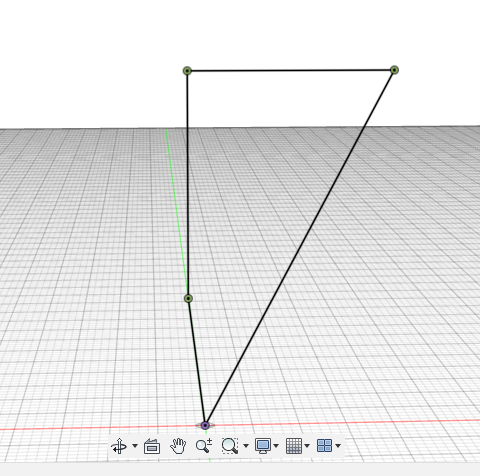
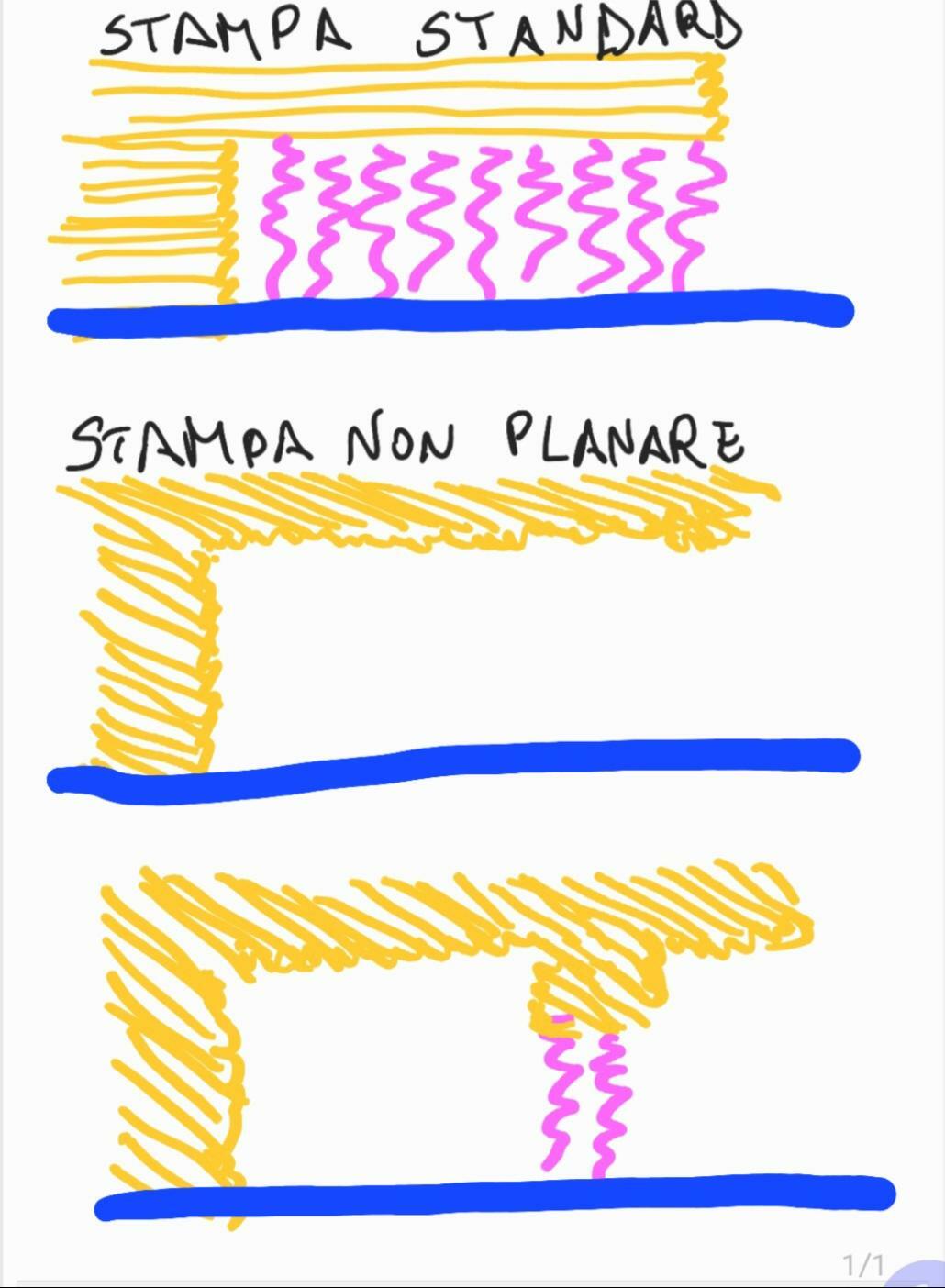
non c'è solo il costo della stampante otto,io per realizzare quello che potrei con una stampante idonea al non planare dovrei metterci anche quello del costoso pva che ha una conservabilita limitata e 10 / 15 ore di tempo per la dissoluzione dei supporti , non metto in dubbio che una testina snodata aiuta non poco.. ma quel che voglio dire è che magari accontentarsi di una stampa non planare di anche soli 10 ° o meno potrebbe essere quanto basta a stampare anche gli sbalzi di 90 °,poi se uno cerca le pareti rifinite anche con 45° di stampa quello è un altro discorso... sicuramente anche pur avendo la possibilità di stampare non planare ci potrebbero essere delle geometrie che obbligano la generazione di supporti,come ho fatto nello schizzo, ma sarebbero sicuramente molti di meno... il piatto mobile non la vedo una soluzione , io intanto (se ci riesco) voglio provare ad installare slic3r per linux e provare un plugin che esiste solo per quella piattaforma.. e se riesco a fare qualche esperimento vi aggiornerò..( il link che hai messo porta comunque ad un sito non sicuro..)
-
stampa non planare
pino81 ha risposto a pino81 nella discussione Software di slicing, firmware e GCode
"la frankenstain cnc printer" 🤣buongiorno, boh.. io da quel poco che ho appreso è che entro alcuni gradi tipo 10°/15° le comuni fdm possono andar bene.. forse il problema primario è evitare le collisioni.... dal mio punto di vista meglio la complessità software che quella hardware... magari si potrebbero modificare delle stampanti a delta a singolo uniball per braccio.. ( anzi che 2) permetterebbero una mobilità superiore... (ho praticato elimodellismo e quindi mi è venuto in mente il funzionamento del piatto ciclico a 120°)