debiru
-
Numero contenuti
85 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di debiru
-
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Con la colonnina è venuta decisamente meglio, avendo messo la colonnina vicina alla piramide sono venute delle imperfezioni sul lato della piramide per via del filamento di passaggio da un oggetto all'altro però la punta è decisamente più definita, con questa qualità si possono fare pezzi anche di una certa precisione, ottimo, questa stampante inizia a piacermi sul serio 😀 Grazie ancora per l'aiuto! -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Sì, quello dicevo, easyprint3D ha una modalità che appoggia proprio delle colonnine random intorno all'oggetto, cura non mi pare abbia questa funzione. Sto provando con una colonnina trapezzoidale che parte da una base piccola e si allarga man mano che sale così compensa il restringimento della punta della piramide, vediamo come viene 😀 -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
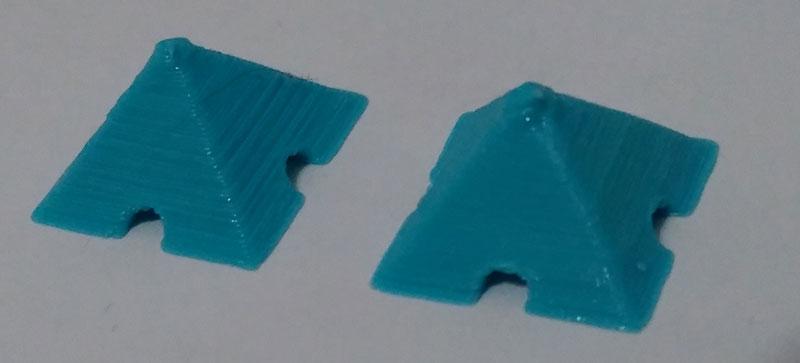
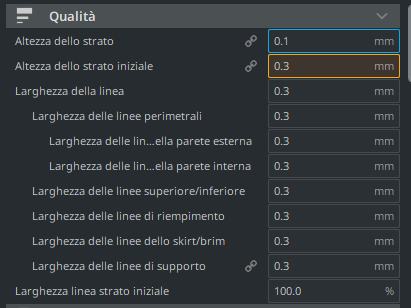
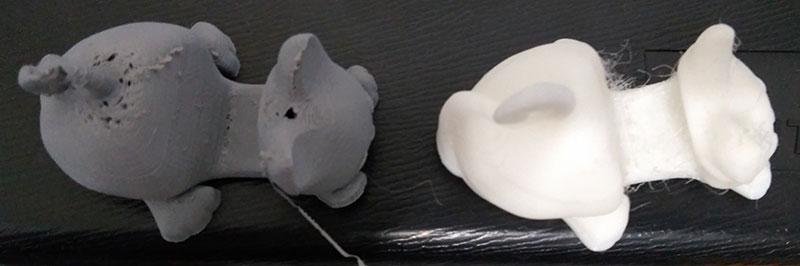
Ok, ho fatto una prova osando e mettendo 0.1 mm di layer Le due piramidi hanno 1,5 cm di lato, la piramide a sinistra è fatta con layer da 0.2 mm, quella di destra con layer da 0.1, sono venute bene tutte e due, solo quella da 0.1 ha le pareti molto più lisce. Il problema è la punta, stampando la punta in un tempo sempre più breve si ritrova a sovrapporre il filamento su un filamento non ancora solido e per questo la punta si deforma, non potendo intervenire sulla velocità in tal senso pensavo di usare le colonne di supporto, per costringere la stampante a stampare una colonna di fianco e così dare il tempo agli ultimi strati di raffreddarsi, solo che su cura non trovo questa funzione automatica...
-
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Mi sembra il meme dei livelli della mente, ma passare da una senza piatto riscaldato con solo PLA a una che ha tutti questi materiali mi ha fatto arrivare all'esplosione della mente direttamente dal cervello del primate senza livelli intermedi 😂 -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Ho visto anche che picchia parecchio come prezzo quindi deve essere di alta qualità, mentre cercavo lui è uscito anche il filamento in TPU, che roba è? -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Va bene anche per la mia stampante che è compatibile con PLA, PLA+ e ABS? -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Proverò, alle brutte rifaccio le lettere con ABS, grazie lo stesso 😀 -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Ok, ora finisco di stamparmi le lettere da mettere fuori dal cancello e poi faccio una prova di qualità. Le lettere le appendo su un cancello di ferro che in estate può raggiungere alte temperature, certo, non i 165 e passa gradi utili per la fusione della PLA, se tratto le lettere con colla tamiya da modellismo, prime e vernice spray secondo te reggono? 😅 -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Poi quando sei a casa se puoi dirmi, oltre alla velocità, quali sono i parametri per diminuire i layer posso fare una prova, ti ringrazio in anticipo 😀 -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
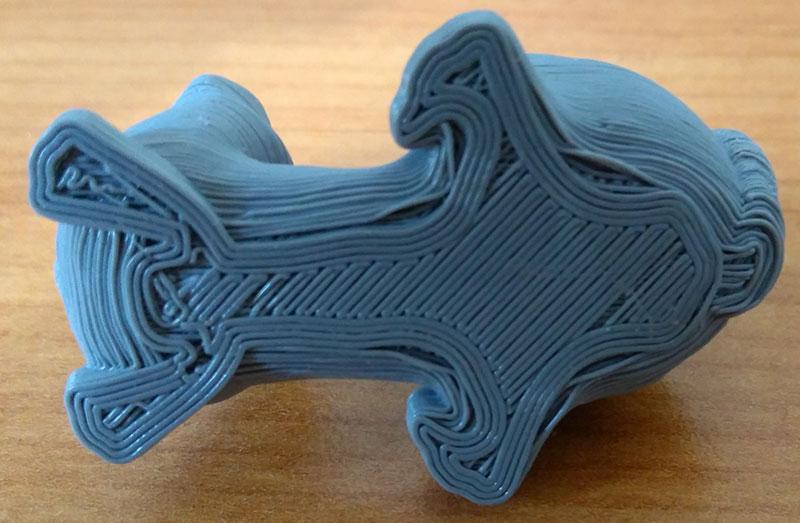
Con 120 va benissimo, ho solo dovuto tarare un po' alla volta la distanza ugello/base, ho fatto altre stampe e ho dovuto gradatamente riamunetare la distanza dalla vite generale, mi sono accorto che era troppo vicino perché quando faceva il primo layer slittava il motore dell'estrusore, aumentando di poco gli slittamenti al primo layer non ci sono quasi più per niente Una cosa che ho potuto constatare, grazie anche al tuo aiuto, è il modo in cui la stampante riesce a creare i layer superiori di chiusura, mi chiedevo come ci riuscisse nonostante il riempimento al 15%, visto che adagia il filamento sul layer precedente, invece usa lo stesso sistema sella ragnatela, il filo si solidifica quasi subito e nel frattempo si aggancia ai punti di ancoraggio mantenendo la forma nonostante sia adagiato quasi completamente sul vuoto. -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Killrob ti ringrazio, allora, ti faccio un resoconto dettagliato. Il primo tentativo è stato un fallimento totale, il filamento aveva strati diversificati a partire dal livello di skirt, poi quando ha iniziato a stampare il gatto era strano, non possava il filamento, slittava il motore, si staccava dal piano, ho ovviamente bloccato tutto subito. Prima di procedere nuovamente col gatto ho ricontrollato la calibrazione del piano, sembrava ok, forse un po' troppo alto, ho quindi provato a stampare un piccolo cilindro, un dischetto, 15mm di diametro per 3mm di altezza. La cosa mi ha lasciato un po' perplesso, ti mostro l'immagine: Il primo cilindro, quello a sinistra, l'unica cosa che ho modificato rispetto alle tue impostazioni è stato il flusso, secondo la guida del flusso ho dovuto diminuire il flusso dal 100% al 79%. Come vedi il primo cilindro oltre ad avere una base a maglie molto larghe probabilmente aveva una distanza eccessiva dal piatto, per non parlare della copertura insufficiente in alto. Ho a questo punto messo i tuoi stessi flussi in barba ai risultati dei vari test ed è uscito il secondo cilindro, come vedi la base ancora mi sebra un po' troppo a maglie larghe, però la copertura in alto mi sembra molto buona. Con le impostazioni praticamente identiche alle tue ho provato a stampare il gatto, stavolta sembra migliorato. Però. come avevo sospettato dalle due precedenti stampe, c'era troppa distanza dal piatto Mi ha detto abbastanza bene, nonostante la distanza il gatto è rimasto ben fisso sul piatto, quando lo sono andato a prendere è venuto via come niente 😅 Allora mi sono messo a rivedere per bene la calibrazione del piatto, dopo essermi accertato che un foglio A4 passasse strusciando leggermente fra ugello e piano su tutti e quattro gli angoli (e anche il centro) ho riprovato col dischetto, quello a destra, come vedi adesso è perfetto. La cosa che mi lascia perplesso è il flusso, non capisco perché calibrandolo alla perfezione come da indicazioni (e spacca il centesimo di millimetro) mi esce un oggetto carente, se lascio il flusso al 100% il riempimento è di qualità superiore. Altra cosa, ora il gatto è materialmente buono, come potrei stamparlo ad una risoluzione più alta senza compromettere la struttura? Grazie
-
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
La velocità è 60mm/s, il filamento che ho usato è quello di prova proprio della Geeetech, 1.75 nominali, 1.72 reali +/- Ti metto le immagini della qualità Per puro esperimento ho provato a stampare una lettera S che se stampata di piatto riesce abbastanza bene, in piedi invece esce una specie di mostro che implora una morte rapida ed indolore 😅 Ho anche messo il supporto, quello che prima chiamavo impalcatura
-
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Velocità dove si vede? Cmq ho messo fine, quindi gli ci vuole quasi un'ora, materiale PLA, 200° e 60° il piano, layer dovrebbero essere da 0.1 mm -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Eccolocat.stl -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
debiru ha pubblicato una discussione in Problemi generici o di qualità di stampa
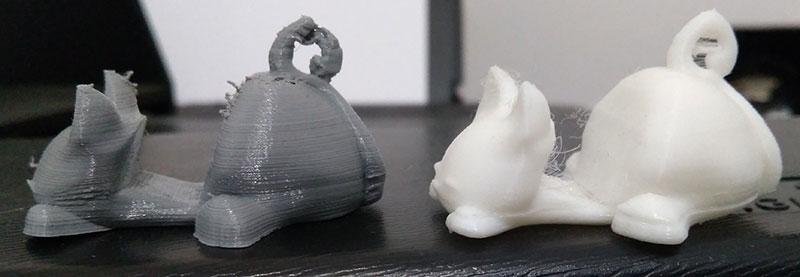
Apro un nuovo post, dopo il precedente relativo a problemi di regolazione, perché vorrei capire meglio come aumentare la qualità di stampa ed eliminare le imperfezioni che attualmente mi si presentano. Ho provato a stampare, dopo le opportune regolazioni, un gatto che serve come stand per gli smartphone, lo avevo già stampato con la vecchia stampante EasyThreed, con la quale era difficile stampare anche le cose più semplici, però quando ci si riusciva la qualità era abbastanza buona. Ho provato a stampare con queste impostazioni (riporto quelle che reputo necessarie): Il nozzle ha il diametro di 0.3, il wall thickness è 0.8 (3 linee), outer wall wipe distanze 0.15, top surface skin layer 1, top e bottom thickenss 0.4 (4 livelli). L'infill è settato al 20% e sono linee. Quello a sinistra è il nuovo gatto, il fatto che le due zampe anteriori si siano alzate è asicuramente dovuto al fatto che non ho creato una superficie di adesione, il volto però è un po' incasinato rispetto a quello di destra. in queste altre due immagini si nota innanzitutto la coda che è venuta abbastanza incasinata, un'altra cosa che si nota è il fatto che la vecchia stampante abbondava con filamenti di impalcatura per aumentare la qualità e la stabilità nella stampa (infatti si nota soprattutto nella coda). in questa foto è ben evidente il fatto che la stampante ha avuto grosse difficoltà a coprire la parte superiore del gatto. Vorrei capire prima di tutto se i valori inseriti per le pareti sono insufficienti e come creare un'impalacatura per aiutare la stampa nei punti "acrobatici" . La vecchia stampante aveva uno slicer tutto suo che faceva tutto lui, probabilmente era tarato per ovviare a tutte le carenze strutturali della stampante (e come se ne aveva), è possibile con cura ottenere effetti simili? Grazie
-
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Allora, le calibrazioni sono finite, quindi è acclarato che la stampante funziona e che andava solo "messa a registro", in tutti i sensi, adesso avrei bisogno di alcune info su come migliorare la qualità di stampa visto che ancora ottengo risultati scarsi, ma credo sia più corretto fare un nuovo post e chiudere questo che reputo risolto. Ringrazio tutti per avermi aiutato, il vostro aiuto è stato prezioso. In conclusione, per chi dovesse incappare nel mio post, il problema con l'asse Z l'ho risolto com un po' di manodopera e grasso di vaselina tecnica, basta leggere i post precedenti. Poi ho seguito i consigli e soprattutto ho visto i video dei tre step per la calibrazione, molto utili. -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Allora, sono riuscito a disostruire e pulire bene tutto il canale, però non dirò come ho fatto che potrei guadagnarmi il daspo da qualsiasi forum di stampa 3D, procederò con una verifica dell'asse Z, non sia mai ci sia stato uno spostamento dell'ugello, dopodiché verifica finale 😅 -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
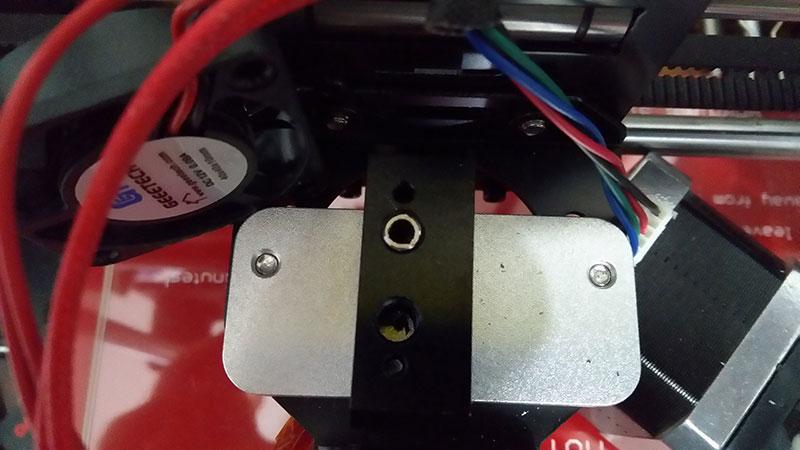
Sto ancora cercando di capire se sono io che non capisco niente o questa stampante è effettivamente sfigata, avevo finalmente finito le calibrazioni, dovevo solo stampare il cubo per la conferma che tutto fosse andato a buon fine, solo che dovevo cambiare il filamento visto che ero agli sgoccioli. Quando ho provato a sfilare il poco filamento rimasto s'è incastrato tutto, non si toglie più e neanche va più avanti, così, tutto di un botto. Ovviamente avevo preriscaldato a 200° prima di procedere con la retrazione ma pur stando a 200° appena ho dato il comando ho subito sentito slittare il motore. Ho provato a smontare il motore, tirare il filamento anche a ugello a 200°, niente, non esce e non entra, ho provato a spingere dentro con forza ma non si muove niente, anche riscaldando a 240°. Non si vede dalla foto ma il filamento è dentro. Ora essendo inesperto, esiste un modo per disostruire il condotto senza dover smontare tutto? Che altrimenti mi tocca ricalibrare tutto 😥 Grazie
-
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Allora, stasera penso di riuscire a completare la calibrazione, purtroppo ci vuole tempo e ne ho poco, lo faccio con i ritagli di tempo la sera prima di andare a dormire 😅 Sto alla fase della calibrazione degli assi, ieri ho provato la stampa di un primo cubo ma è successa una cosa curiosa, il cubo è uscito senza "tetto", tipo come quelli stampati per il flusso, eppure avevo rimesso i layer e lo spessore top, addirittura 3 strati, mah. Questa sera provo a resettare tutto tranne le impostazioni di filamento e ugello, che tanto non fanno parte delle impostazioni di stampa, dovrò solo rimettere il flusso al 77%. I boxini da 4cm fatti per il flusso sono venuti così bene che se faccio un quarto di cubo un paio di millimetri più largo per lato ci faccio il coperchio per una bomboniera 😂 -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Sto nella fase della regolazione del flusso, ancora non ho finito perché sono un po' impegnato in altro, intanto ho rimediato un calibro digitale il che è un grosso passo in avanti, ho dovuto combattere un po' per applicare in Cura quello che diceva nel video con Simplify3D, specialmente l'extruder width (in cura nozzle diameter) c'è però un dubbio che mi è venuto, nel video dice che lui ha un nozzle da 0.4, quindi lo aumenta a 0.45, farfuglia una spiegazione ma sinceramente non l'ho capita. Avento io un nozzle da 0.3 lo posso lasciare a 0.3 o devo fare strani aumenti perché sì come nel video? Grazie -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Era il comando da inviare per estrudere 15cm, sta nel video, avevo due scelte, o mettere tutto un gcode nella sd o, visto che avevo la stampante connessa via usb, inviare il solo comando di estrusione, solo che nel video metteva F200. Nel nuovo video aggiornato infatti perde più tempo su aspetti che potrebbero dare problemi, uno è proprio la velocità, ha detto che se con F200 la ruota dentata ogni tanto salta, che è quello che faceva, bisognava diminuire il valore, già ci avevo pensato prima di vedere il nuovo video, mettendo F100 non ha mai fatto neanche un salto. Per adesso durante la calibrazione userò il filamento giallo di PLA, anche perché è più pratico, bastano temperature inferiori, però, quando sarò in carreggiata, c'è sempre quel portapenne "pietra dello scandalo" che mi aspetta 😂 Quello lo farò in ABS anche perché i filamenti in PLA li ho presi in bobine da 10mt a colore, mentre l'ABS ho un intero filamento da 1kg, ci stampo una collezione di portapenne 😂 -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Notte, purtroppo devo posticipare gli step successivi, non ho un calibro digitale, solo uno vecchio stampo, ma qui parliamo di frazioni di millimetro, un calibro analogico non è molto di aiuto. Se provo l'estrusione di 15 cm diciamo che li fa quasi tutti, manca circa 1mm +/-. La velocità relativa al comando F di gcode, lui consigliava 200 per fare prima ma con 200 ogni tanto saltava un giro, l'ho abbassata a F100, così non ha più dato problemi. Se per 400 intendi gli zsteps sì, è già impostato a 400. -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Spero di si 😅 Diciamo che ho seguito le istruzioni meticolosamente e mi sono aiutato sia con il pdf che con una serie di video a corredo. Ho eseguito il primo step per regolare l'estrusione, non è stata proprio una passeggiata anche per via di un curioso fatto, una volta che estrudi il filamento da 15cm, imposti il nuovo valore di estrusione e salvi se provi subito ad estrudere 15 cm non va, si blocca quasi subito pur essendo a temperatura. Lo ha fatto sia con Cura che con Easyprint, ad ogni settaggio dovevo chiudere e riaprire. Ho dovuto dimezzare la velocità che ogni tanto saltava un colpo, inoltre ho dovuto risettare diverse volte, poi ho messo un valore facendo la media degli sgarri rispetto al 15 esatto e adesso c'è solo un margine di errore di 1 mm (all'inizio era 10,5mm), posso accontentarmi. -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Sì, mai e poi mai una stampante senza piatto riscaldato 😂 E' lo spazio che mi manca, l'unica cosa positiva di quella vecchia erano le dimensioni ridottissime, questa putroppo è già bella grossa di suo. Le stampanti con la tecnologia a tre bracci come vanno? Non mi danno l'impressione di grande stabilità però hanno dimensioni molto più ridotte. Il cubo sembra uscito abbastanza bene anche se non propriamente a squadro, la superficie è sicuramente molto più liscia e amalgamta del dado che ho provato a stampare con easyprint, ora vado di calibrazioni 😎 -
Nuova Stampante 3D Prusa i3 Pro W - problematiche da neofita (si spera) [risolto]
debiru ha risposto a debiru nella discussione La mia prima stampante 3D
Cmq, giusto per la cronaca, questa sarebbe la seconda stampante 3D, ma la prima è meglio far finta che non l'ho mai avuta, trovai per puro caso, in un momento in cui mi solleticava l'idea di prendere una stampante 3D, una Easythreed da 200€ in offerta a 120€, poi ho capito perché una stampante completa e già assemblata costava così poco 😅 Prima di tutto non aveva il piatto riscaldato, aveva dimensioni di stampa massime di 12x12x12 (finte perché neanche ci arrivava), solo PLA. Al massimo sono riuscito a stampare un pupazzetto ridotto, ma era un calvario, erano più le volte che non si attaccava bene che quella che riuscivo a fare qualcosa, anche usando la lacca... Dopo mesi di inattività, causa lavori di ristrutturazione a casa, l'ho ripresa per farci un portapenne (progetto ambiziosissimo, anche se ho fatto un semplice cilindro 7x7x10) e non c'è stato verso, dopo un po' ho visto anche che non estrudeva più bene. Siccome era in garanzia e tutta chiusa (non come questa con i componenti a vista) l'ho restituita e ho preso questa 😅 Però con quella non c'era niente da regolare, inoltre era impossibile collegarla al pc, era un impiastro...