

Lorenzo Mastellotto
-
Numero contenuti
35 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Lorenzo Mastellotto
-
-
Ciao a tutti,
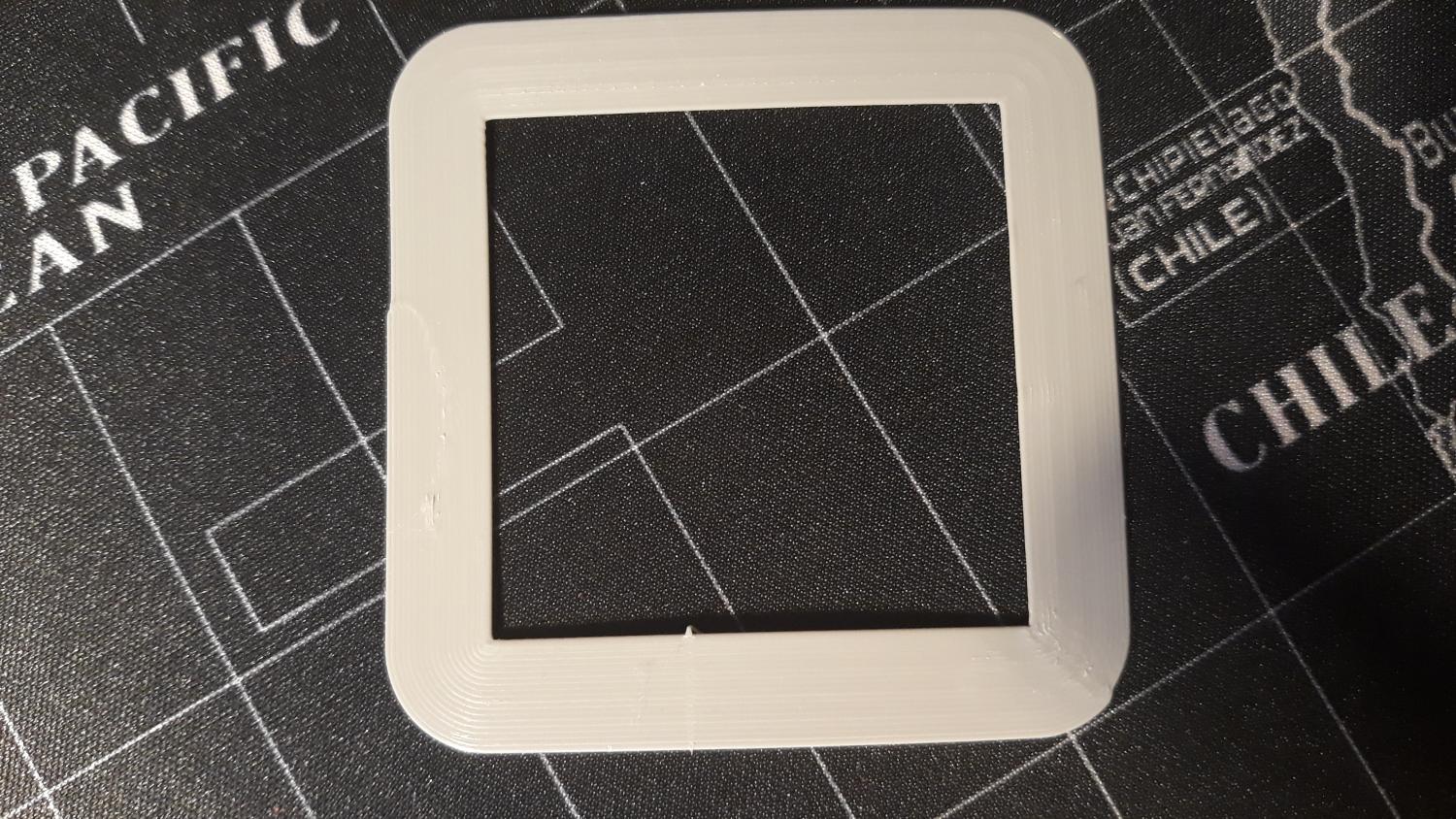
Volevo sapere se sapete perchè il primo layer ha sempre questo difetto agli angoli e poi in mezzo alle linee c'è un iperflusso.
PS: è un Brim
--------------------- Cura -------------------------
Altezza dello strato 0.3
Altezza dello strato iniziale 0.36
Larghezza della linea 0.45
Temperatura 203
Temperatura strato iniziale 205
Temperatura piano 58
Temperatura piano strato iniziale 62
Flusso 100
Velocità di stampa 120
Velocità delle pareti 30
Velocità degli spostamenti 130
Velocità dello strato iniziale 25
Velocità degli spostamenti strato iniziale 25
Accelerazione di stampa 1000
Jerk di stampa 15
Distanza retrazione 2.9
Velocità retrazione 50
Modalità Combing Tutto
Z Hop durante retrazione Sì
Risoluzione massima 0.05
Risoluzione massima di spostamento 0.05
Deviazione massima 0.05

Può essere la combing attiva?
-
5 ore fa, marcottt dice:
1s è pochino... valori tipici sono da 15 a 30 direi
Non penso che sia quello che renda gli singoli così
-
-
Buongiorno,
Oggi ho provato ha stampare questo semplice parallelepipedo per provare il jerk.
Come in ogni stampa che faccio che abbia degli angoli, il bordo rispetto all'angolo è più interno e si nota molto l'angolo.
Altezza layer: 3
Infill: 0
jerk 5 / 15 / 30
pareti: 4 loop
Temp: 208
Velocità: 60
Accelerazione: 1000
Come si può vedere l'angolo di sx è molto accentuato e non coerente con il bordo, la parte superiore ha un jerk di 30, ma anche con il 25 anche se il bordo è un po' migliore ma comunque si può notare questo che non so se chiamarlo difetto.
Grazie
Spero che possiate aiutarmi.
-
-
Ieri mentre stampavo sentivo scoppiettante il filo, può essere che è umido?
-
 1
1
-
-
1 minuto fa, Joker78 dice:
102° per cosa? Nozzle o bed?
Comunque prova nozzle 200/205 bed 45°
Ho sbagliato a scrivere 202 nozzle con 40 di bed
-
3 minuti fa, Joker78 dice:
Prova con 4/4.5 di retrazione
Ci proverò.
La temperatura di 102 gradi è bassa ?
-
7 minuti fa, Joker78 dice:
Io con il pla vado dai 3mm ai 3,5mm
Quindi devo impostare 2mm come retrazione?
-
5 minuti fa, Joker78 dice:
?
Il tubo in tpfe intendevo.
-
1 ora fa, Joker78 dice:
Se puoi misura il diametro interno del tubo di ptfe, la lunghezza di retrazione si sceglie in base al diametro del tpfe, se fai caso ne esistono di varie misure 1.9 2.0 2.1, in base ha questo si sceglie di quanto si deve ritrarre il filo, più gioco ha il filo nel tubo più si aumenta, se fai caso nel direct si usano impostazioni di 2/2,5 molto più basse perché cè molto meno gioco.
I filini potrebbero derivare anche da altri problemi, stile ventola layer troppo alta, magari un po butta su nozzle, oppure anche ha una temperatura di estrusione bassa, ultimamente vedo sempre piu pla con temperature di esercizio alte, dai 200° a 230°, qualcuno addirittura fa li stessi versi dell'abs si torge, le variabili sono tante, molti problemi simili possono derivare da più parti.
Il tubicino è 2mm di diametro
Io uso una temperatura di 102 è poco per il bq?
-
8 minuti fa, Joker78 dice:
6mm di retrazione non sono pochissimi, significherebbe avere un diametro interno del tubo in tpfe di oltre 2,1mm.
Se lo diminuiscono incomincia a farmi i filini
-
23 minuti fa, Joker78 dice:
Io per contrastare questo problema di solito aumento un po la retrazione, o diminuisco la temperatura nozzle.
Io nel mio piccolo ho capito che: esempio se stampo il pla ha 210° devo modificare in successione retrazione, velocità retrazione, velocità di stampa, ecc ecc, in pratica più si umenta la temperatura, di conseguenza anche tutti gli altri valori andrebbero ritoccati, i pallini che si vedono in foto altro non sono che filo che cola dal nozzle, che può essere dovuto ho ha una temperatura elevata del nozzle, oppure una rifrazione bassa, o magari solo la velocità, sono tutti parametri che vanno di pari passo, è possibile eliminarlo se tutto funziona a dovere è in sincronia.
Poi questo è un mio pensiero, però nelle stampe che ho fatto ho notato questo principio di base.
Utilizzo una temperatura di 202 gradi e una retrazione di 6mm 35 mm/s.
Velocità di stampa di 50mm/s
Penso che la velocità e la temperatura siano giusti
-
2 minuti fa, marcottt dice:
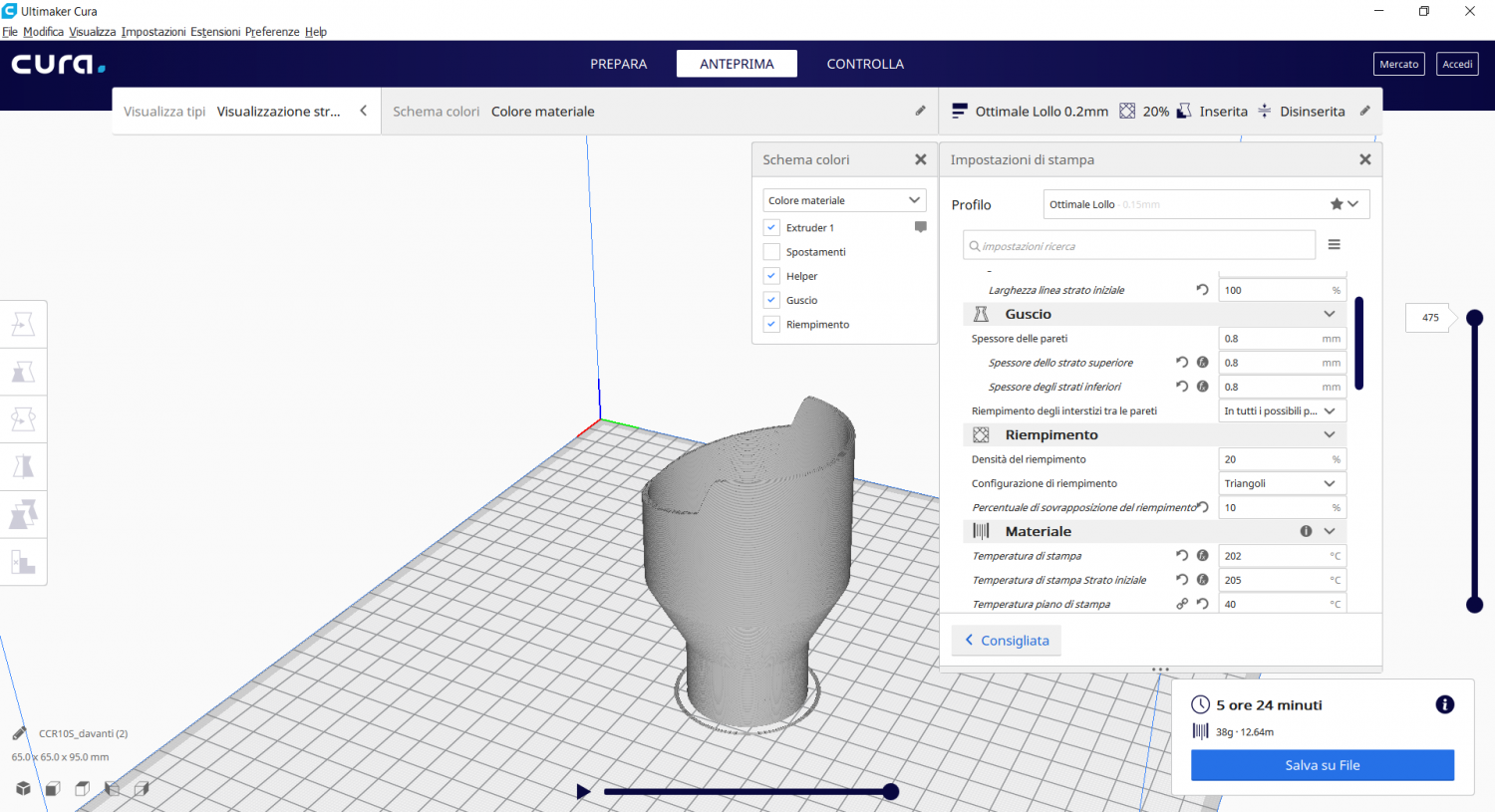
Modalità vaso non fa mai chiusure.... Il coasting non lo eseguirà mai (anzi 1 volta...)
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
Quindi dovrei stamparlo normalmente?
-
6 minuti fa, iLMario dice:
Quindi provo a stamparlo con la modalità vaso attiva e il coasting?
-
9 minuti fa, iLMario dice:
No, perché non lo uso
Te l'ho scritto nel messaggio precedente
Cos'è il coasting?
-
55 minuti fa, iLMario dice:
Per forza è venuta sottile, il vaso stampa 1 sola parete.
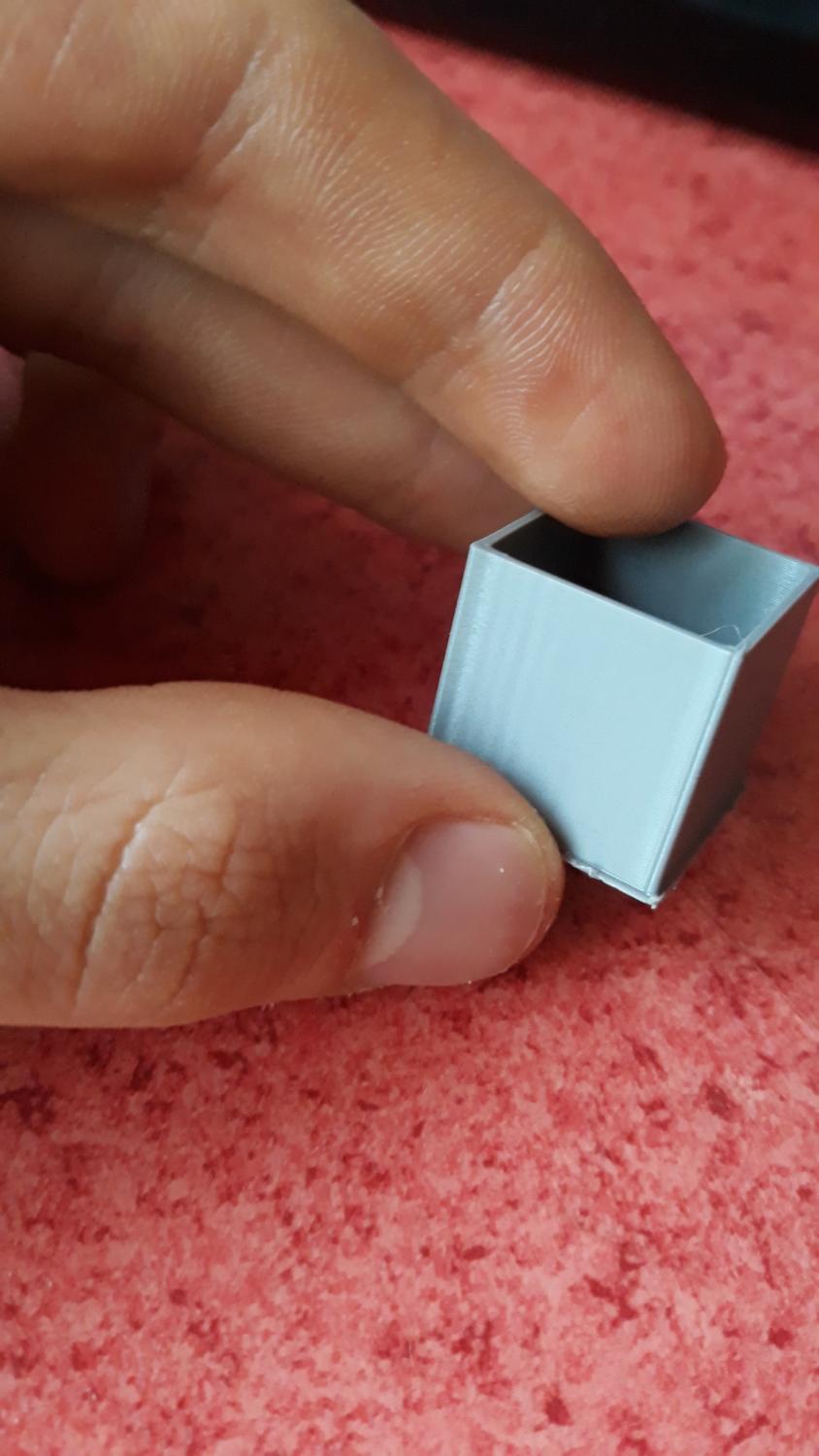
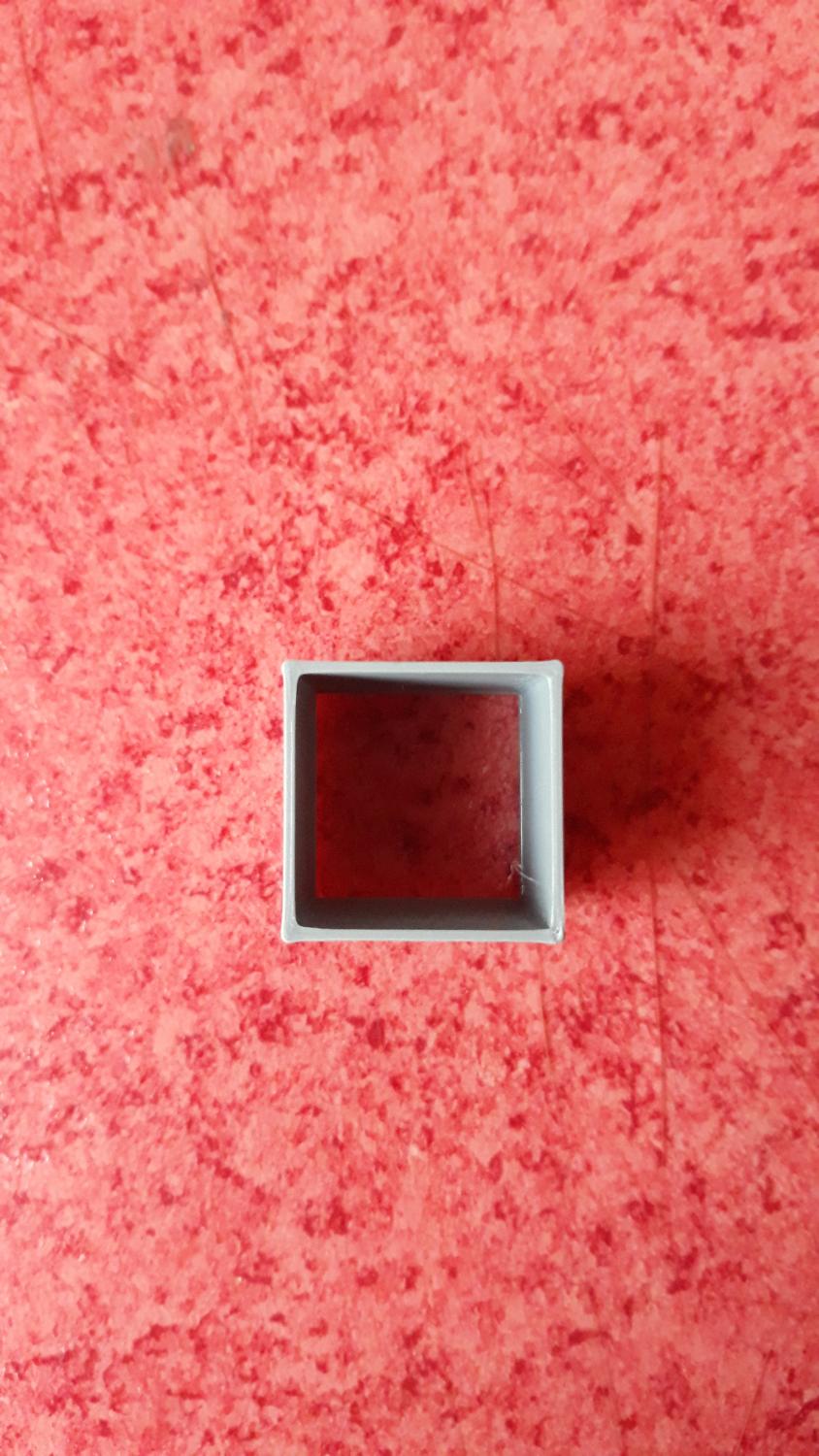
Se non ha tali errori, significa che quelli non sono errori ma la cucitura sul cambio layer, li avrai sempre, puoi provare a ridurli, ma non li puoi togliere, è una caratteristica della stampa FDM
Prova a calibrare la ritrazione, il coasting etc etc, dovresti riuscire a ridurre la dimensione della cucitura, ma ti rimarrà sempre.
Ci proverò!!!
Avresti per caso dei tutorial da passarmi per calibrare il coasting?
Come si fa a ridurre la cucitura?
Grazie mille
-
1 ora fa, iLMario dice:
Prova a stampare come vado , se scompare, è la seam di cambio layer
Ho provato a stamparlo come vaso e non ha quelli errori, c'è ci sono, ma sono poco evidenti. Però la parete è venuta sottile e non spessa come doveva venire!!
-
-
-
33 minuti fa, marcottt dice:
uhmm ma quanto sono spesse quelle pareti ? lo hai un calibro ?
comunque non so perchè hai gli angoli così... direi che è uqalcosa di meccanico ma essendo tutti e 4 uguali mi fa strano.... forse ha a che fare con velocità e jerk... non so... vediamo gli altri cosa ne pensano.....
Spessore impostato 0.1mm, misurati 0.07mm
-
1 ora fa, marcottt dice:
Per il flusso prova a estrudere 100mm e verifica quanto materiale estrudi realmente. Prova anche a stampare un cubetto ma 1 perimetro zero infill e zero top e down. Poi misura spessore parete
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
Gli steps dell'estrusore gli avevo già regolati.
Temp: da 107 a 102
Flusso: da 94 a 92
Nella seconda foto se uno lo guarda da sopra fa una curva perchè ci sono gli spigoli piu spessi, perchè?
-
1 ora fa, Tomto dice:
Anche di flusso. Ma la temperatura sembra essere alta prova ad abbassare 5 gradi alla volta. Quale filamento usi?
Da 110 l'ho abbassato a 107, proverò ad abbassarlo ancora e abbassare il flusso.
Uso bq grigio
-



Buongiorno a tutti
in Presentazioni
Inviato
CIAO, benvenuto