filofilato
-
Numero contenuti
39 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di filofilato
-
Restauro Juke Box del 1959
filofilato ha risposto a filofilato nella discussione Nuove idee e progetti
Come posizione di stampa anche io avevo pensato alla sua naturale posizione per i supporti che sarebbero rimasti in posizioni invisibili e perchè sopra vorrei copiare il motivo di quello originale. Confermo che lo farei pieno. Per i bordi se possibile vorrei replicare quelli originali..........vedremo il risultato, sono disposto anche ad un po di post stampa con carta vetro........... Con il petg mi hai preso alla sprovvista...............:) comincio a documentarmi -
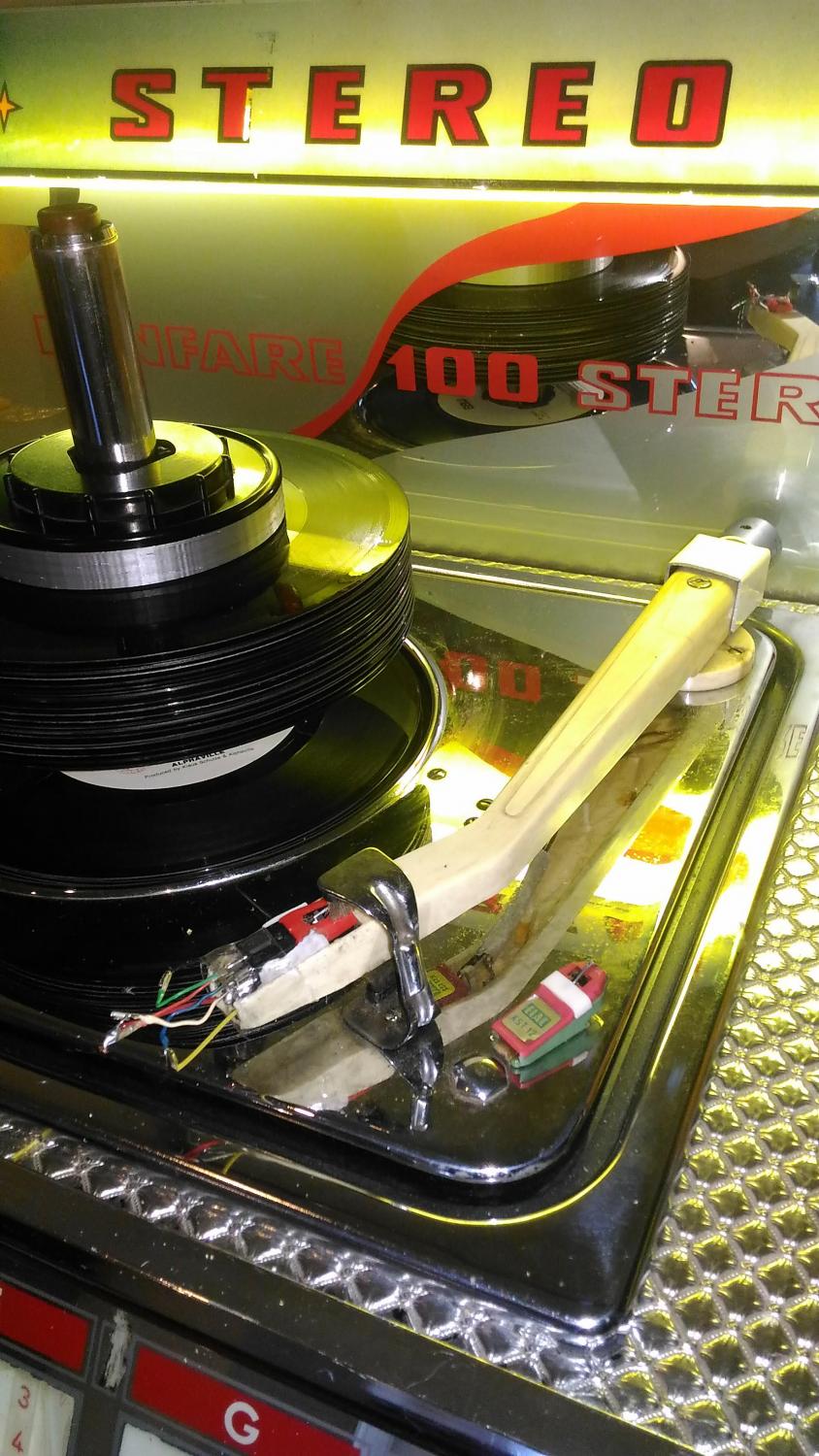
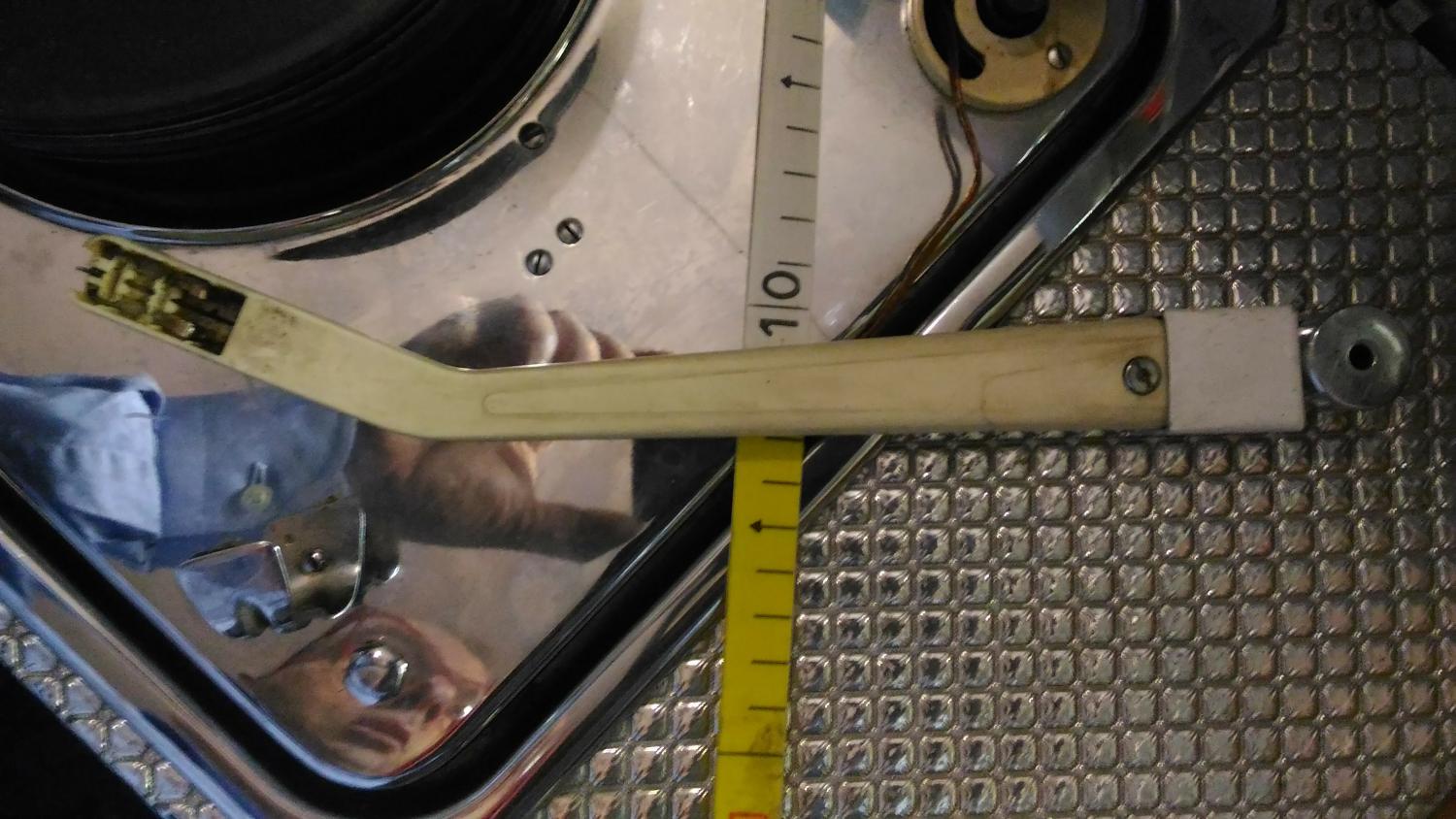
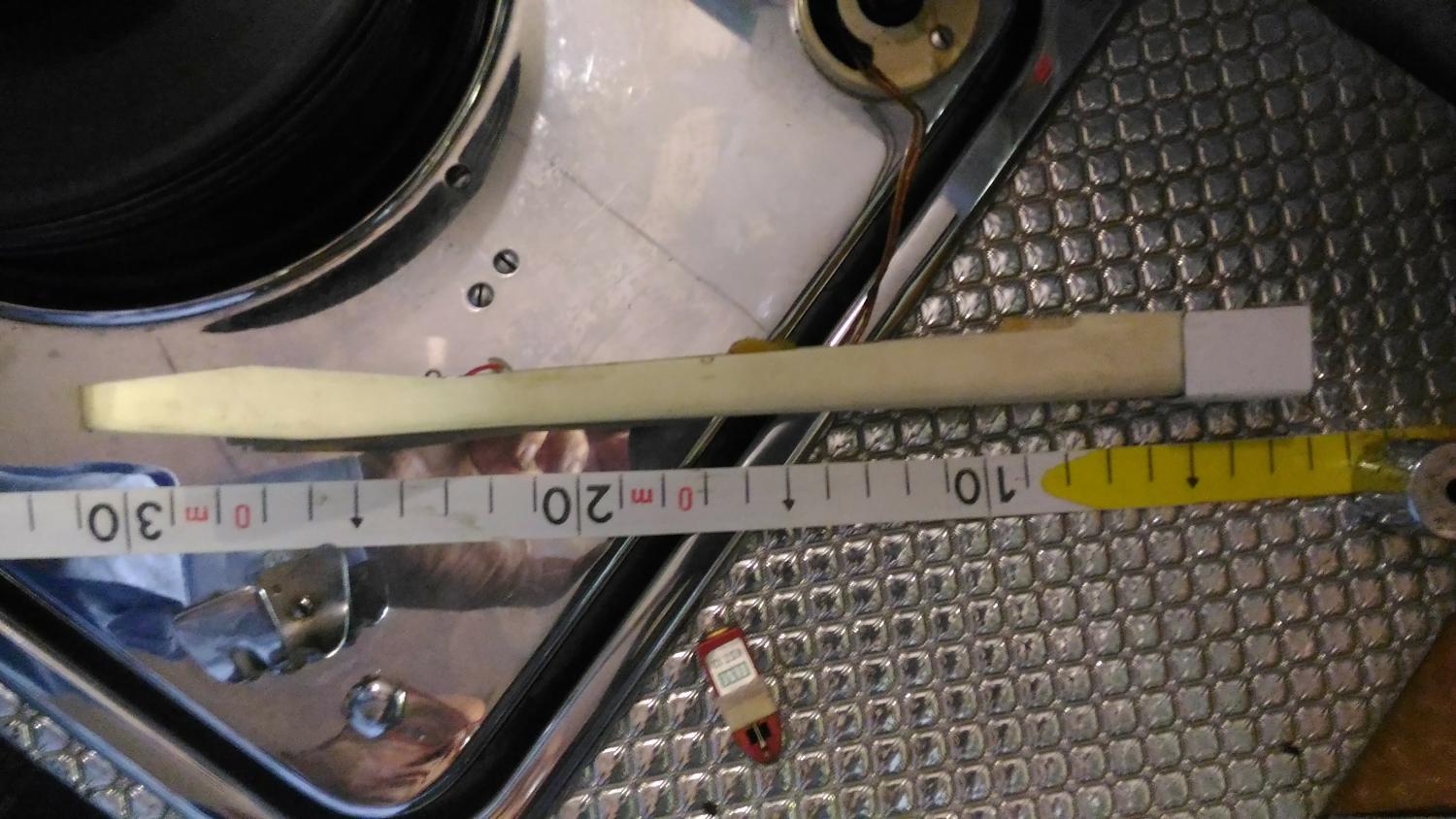
Buongiorno a tutti, come forse avevo scritto nella presentazione l'occasione di avvicinarmi alla stampa 3d è arrivata con il restauro di questo Juke box. Si tratta di un apparecchio del 1959 della tedesca NSM fatto in pochi esemplari (secondo me perchè meccanicamente una vera baracca.........improponibile per lavorare in un bar......troppo delicata). Una sera mettendo una testina al suo posto mi si è rotto un pezzetto di plastica sulla punta del braccetto portatestine come penso si veda dalle foto............ho cercato in rete ma nessuno ne aveva in vendita. Ho pensato: lo disegno e me lo faccio stampare...............e di li sono entrato in questo mondo..........ed alla fine eccomi con la stampante in casa a cominciare le prime prove. A tutti chiedo un parere ed un consiglio; sto cominciando a disegnare il braccetto ed a fare i primi provini. Userò freecad per modellare. Qualunque contributo commento o anche solo due chiacchiere sono benvenuti: come lo disegnereste? come lo posizionereste per la stampa? quali accorgimenti dovrò considerare ........ trucchi ? Ho comprato delle testine che sostituiranno le vecchie perchè una non funziona e dovrò farne un modello per ricavare un alloggiamento nel braccetto. Pensavo ingrandire poi la testina di un poco ed sottrarla dal braccetto per ricavare un alloggio............. Il braccio è in pratica un semicilindro aperto sotto con una piega di circa 20 gradi e due fori superiore ed inferiore per le testine...........ma le foto parlano meglio di me............ Per ora ho cominciato a rilevare col calibro il pezzo ed a fare un provino della pianta .............. Una volta ottenuta la pianta la estruderò per poi svuotare il solido.....etc etc............. Seguono aggiornamenti.............

-
Prime prove con Anet E12
filofilato ha risposto a filofilato nella discussione Problemi generici o di qualità di stampa
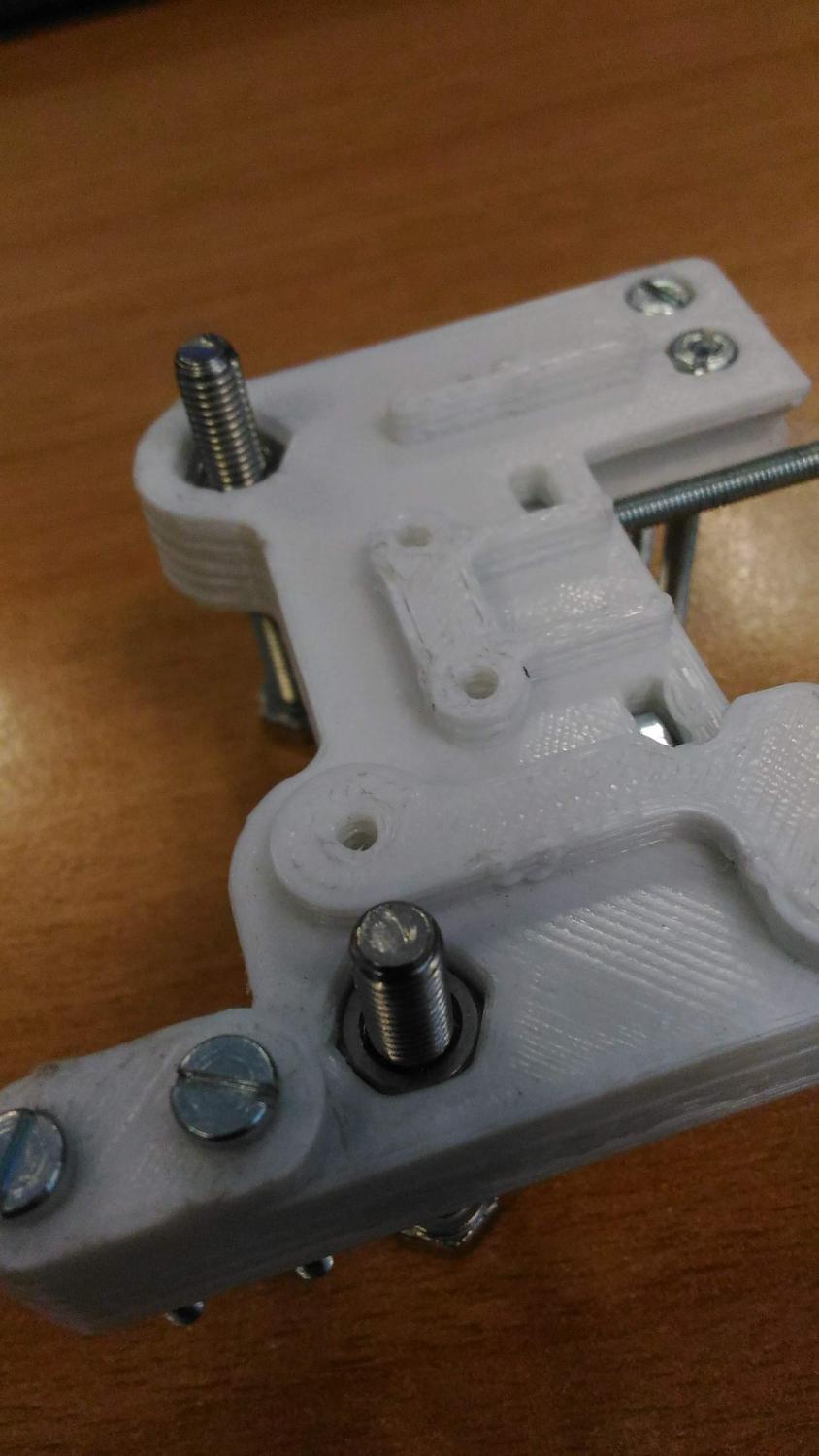
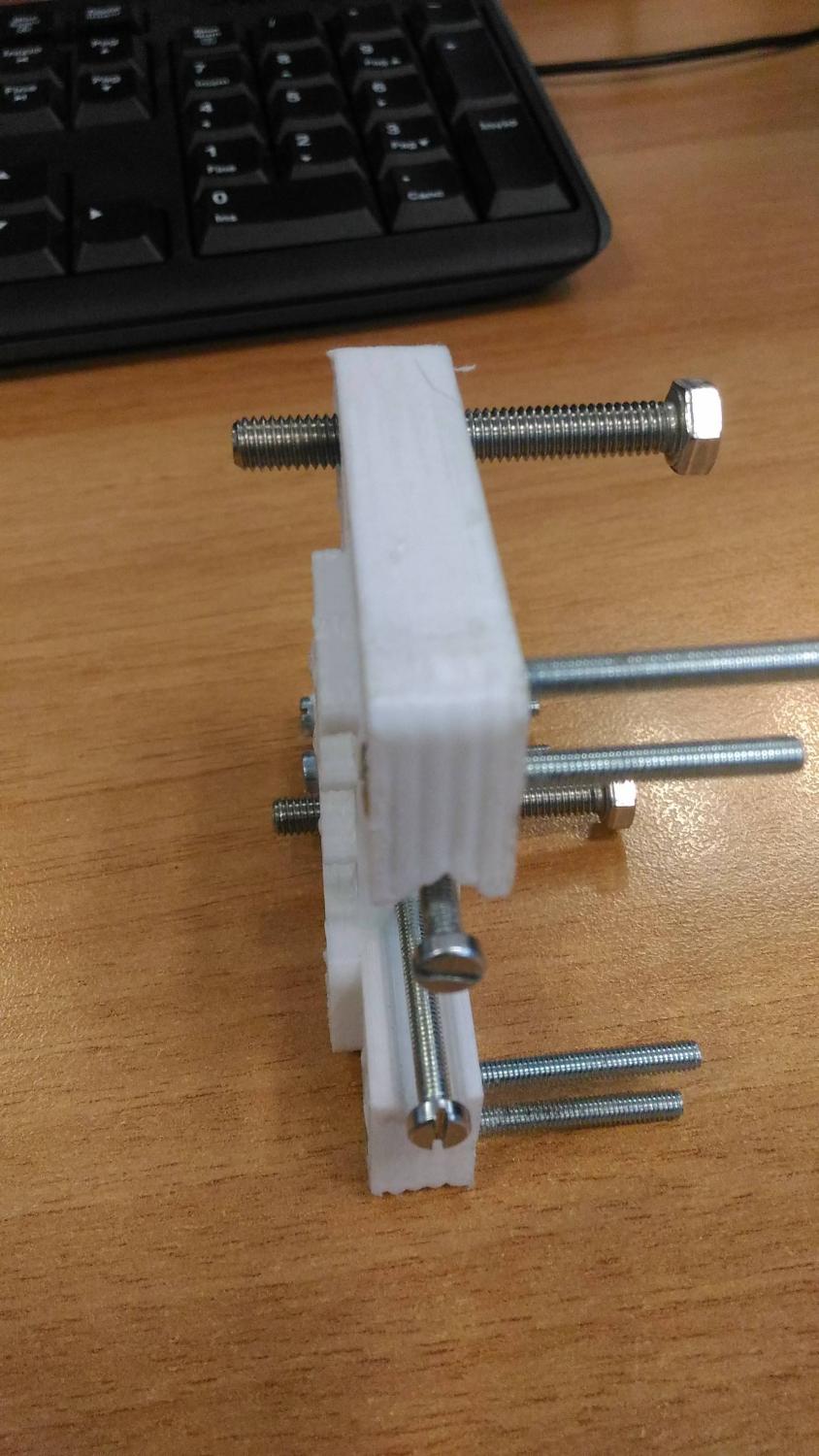
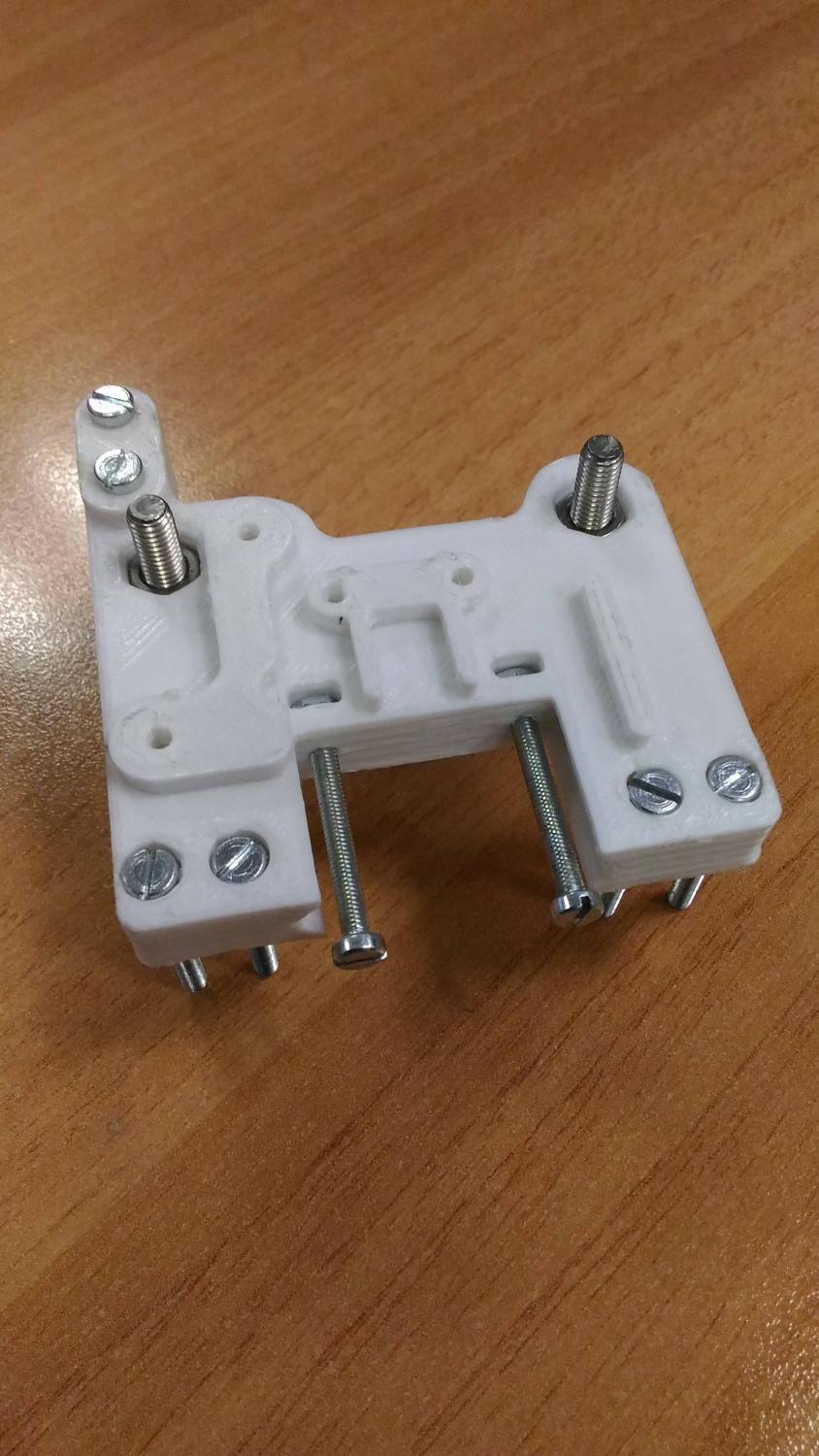
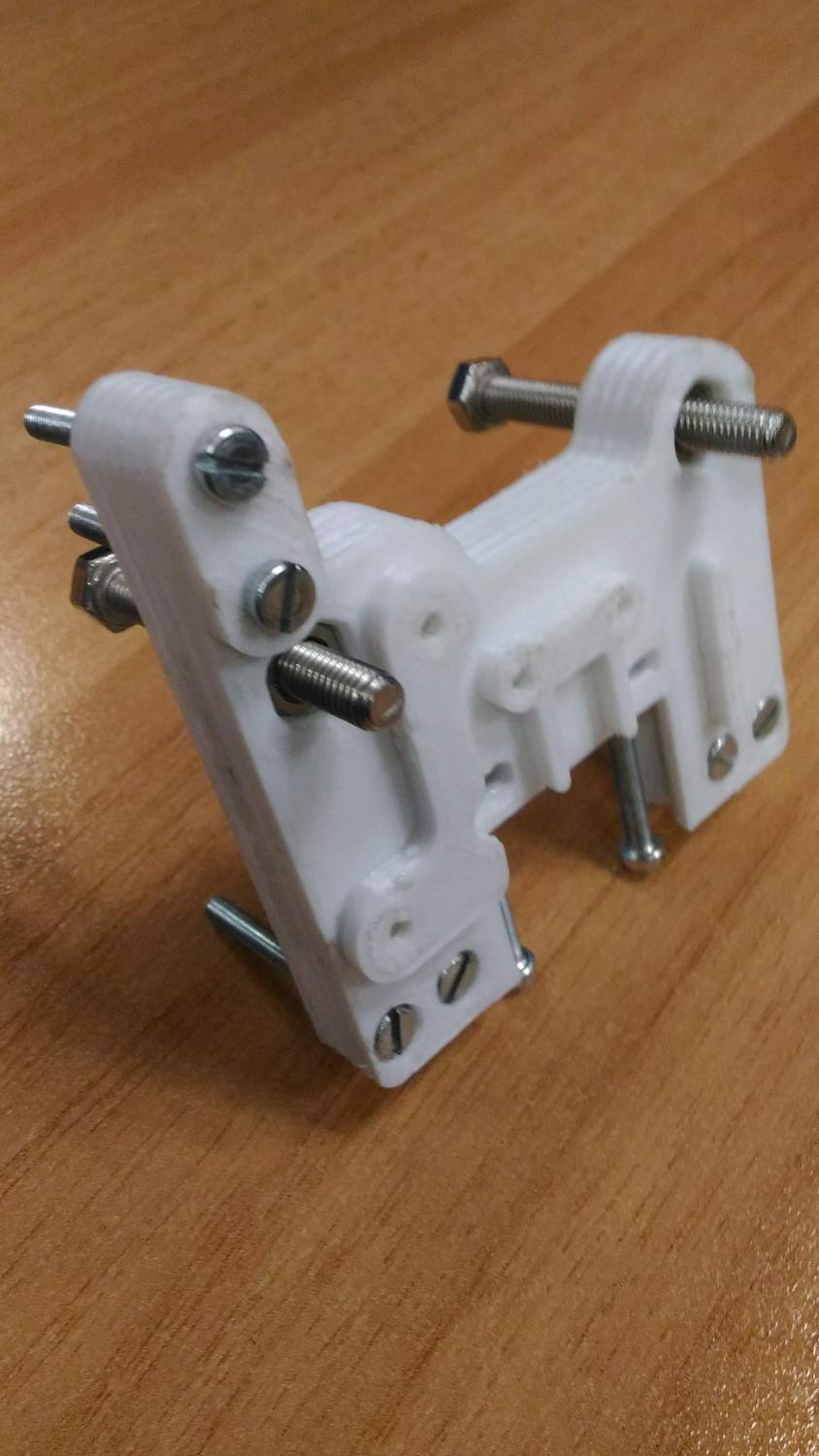
Grazie e scusa per il ritardo ma volevo postare delle altre foto . Ieri ho stampato questo pezzo (supporto carrello). Temp. 200° primo layer 205° piano sempre 50° infill 50% spessore estrusore 0,4 spessore estrusione 0,45 (verificata corretta con prova di flusso di stampa) retract 4 velocità 40 alla ripresa -0,3 spessore layer 0.2 orimo 0.3 numero perimetri 3 SW slice3r materiale PLA da 1,75 speri che questi dati bastino.............o è meglio postare tutte le impostazioni? Ho iniziato a stampare da ieri su specchio con lacca ed ho dovuto ridurre il valore di restituzione alla ripresa dopo retract. Avevo impostato questo valore a -0.6 per stampare con buoni risultati un cilindro ed evitare i blob sulla superfice nel punto di inizio dei loop, avevo avuto buoni risultati ma per la stampa del carrello con questo valore non riuscivo ad iniziare la stampa perche mancava materiale. Aumentandolo a -0.3 sono riuscito a iniziare benino il primo layer ma sono ripresi i difetti sulle superfici laterali. Un problema evidente di questo pezzo sono le rigature sui lati specialmente sul lato corto tra le due viti più grosse. Non dovrebbero avere origine meccanica perche (per esempio) i cerchi che contornano i fori sono allineati sui diversi layer. Ho letto che questo problema potrebbe essere dovuto a differenza di temperatura sulle varie passate ma non so come variarla..........e fino ad ora ho lasciato 200 gradi per non inserire l'ennesima variabile................. grazie per ogni spunto o consiglio ciao Filo p.s. divertentissimo hobby..............
-
Prime prove con Anet E12
filofilato ha pubblicato una discussione in Problemi generici o di qualità di stampa
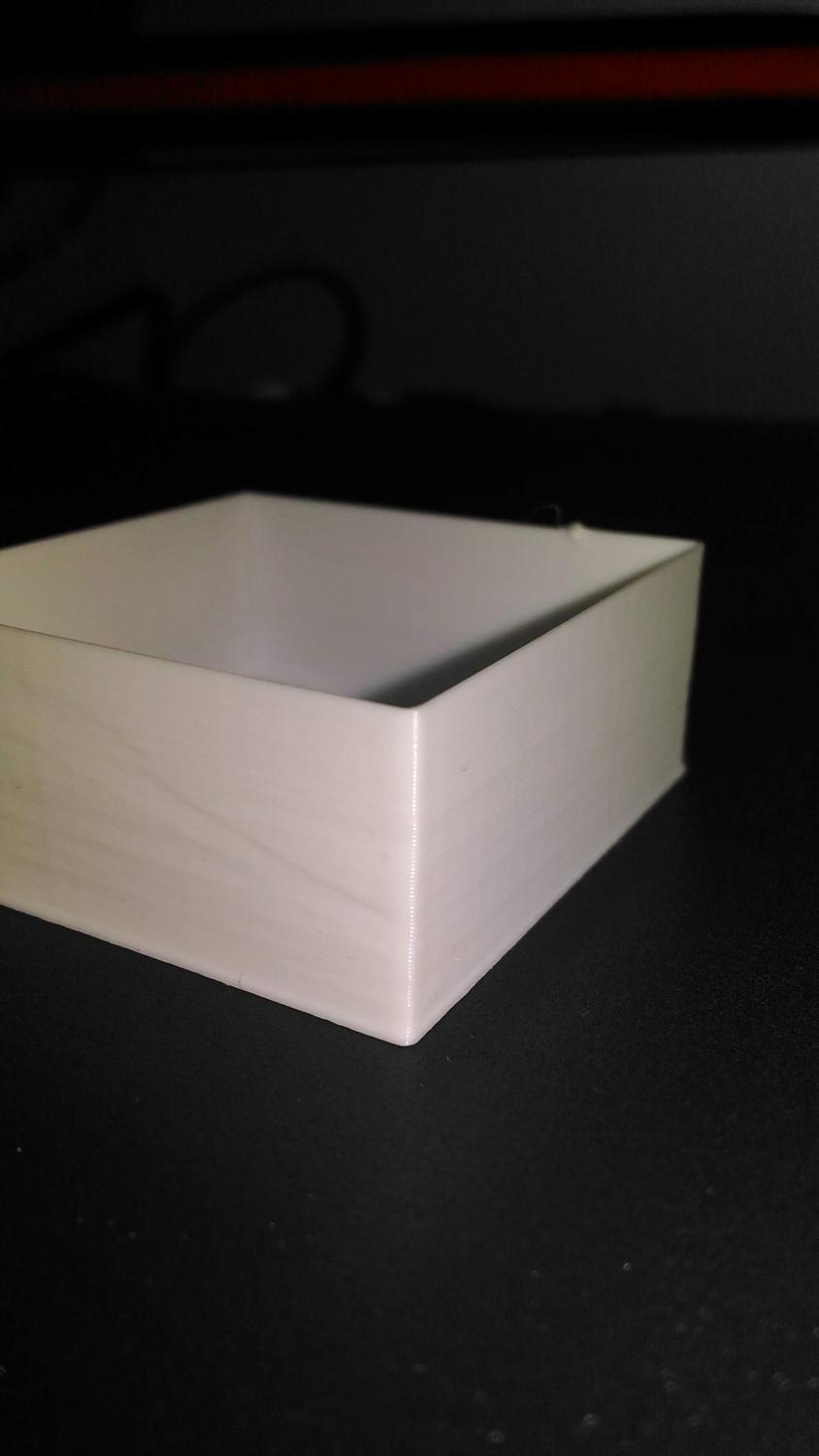
Buonasera a tutti, ho acceso stamattina la mia prima stampante 3d e dopo avere letto tanto ho potuto finalmente cominciare a fare alcune prove. Ve le sottopongo per chiedere consiglio su quali regolazioni/accorgimenti potrebbero essermi di aiuto. La prima cosa che ho stampato senza fare nessuna regolazione a parte il livellamento del piatto è stata Benchy........ Ho poi fatto la regolazione della quantità di filo estruso che era piuttosto bassa (13 cm invece di 15) e quella del flusso di stampa che era invece piuttosto alta- Questo il risultato di un cubo di singola passata da 0,45 sulle facce usato per la taratura Le misure del cubo sono ora corrette sia come spessore sia come lati. Ho poi fatto una prova di stampa con un cubetto dalle facce molto lavorate che mi ha dato risultati un poco deludenti o almeno mi sembra, quest'ultimo cubo l'ho preso da un tutorial per la regolazione del jerk ma non ho ancora toccato questi valori.......... qualche suggerimento su ulteriori verifiche?
-
Ciao, lo hai poi montato ? con quali risultati? ciao Filo
-
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
filofilato ha risposto a Huxley nella discussione La mia prima stampante 3D
Caio scusa se insisto ma se guardi bene è la 10s è scritto sia nel titolo sia nella descrizione dove cita il dual z............... comunque mi fai venire il dubbio..............chiedo al venditore conferma ciao -
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
filofilato ha risposto a Huxley nella discussione La mia prima stampante 3D
c'è ancora......anche io ho visto che quando si cercano cose su aliexpress a volte trovi prezzi completamente differenti................. io ho anche l'ordine in corso................ho qualche problema per il pagamento con la carta..........ma è un altro discorso. ciao Filo Approfitto della discussione................ Fonzy , quando dici che sono la stessa stampante ti riferisci anche alla Anet E12?
-
saggi vi invoco! Consiglio acquisto di una Creality Cr-10s
filofilato ha risposto a Huxley nella discussione La mia prima stampante 3D
ciao io la sto acquistando su aliexpress dal negozio ufficiale Creality a circa 390 dollari spedita dall' inghilterra. Credo sia una buona strada....... ciao Filo . -
Mi capita ogni tanto di incappare in qualcosa e poi finisce che mi si apre un mondo............... una decina di anni fa entrai in un robivecchi e vidi un flipper elettromeccanico..........cominciai ad informarmi a leggere ed alla fine andai fino a marsiglia in francia a ritirarne uno comprato su ebay...........studia qualche notte e lo riparai...........dopo alcuni mesi lo vendetti per continuare a giocare........poi un secondo con un amico in società..............e da allora mi sono impratichito su diversi flipper........... li rivendetti per potermi comprare il mio sogno............un juke box............che ho comprato rigorosamente rotto e non funzionante......... un valvolare del 1950 di fabbricazione tedesca........... non avendo basi sulle valvole ho scaricato alcuni testi e ho fatto del mio meglio................in qualche notte è tormato a suonare e la meccanica seppure un po schifosetta fa il suo dovere..............ma il braccetto porta testine al solo tatto si sbriciola..............allora ho pensato.............. me lo disegno e melo faccio stampare............. e poi............... ...... mi prendo una stampante................chissà quante cose ci posso fare................ e qui ancora una volta mi si è aperto un universo parallelo................sono molte settimane che leggo e studio.........sia SW di modellazione sia SW di slicing............ma sopratutto sto cercando di scegliere la stampante................come tutti i neofiti ho le solite domande....................ma questa è un'altra storia che ho postato nella sezione prime stampanti............. anzi se hai consigli li accetto molto volentieri............ unici vincoli: budget limitato area di stampa generosa non mi spaventa una messa a punto anche laboriosa........... ciao Filo
-
Buonasera a tutti, lungi da me l'idea di sollecitare una risposta ma constatando che le conoscenze su questo prodotto sembrano pochine.............. allargo la richiesta a chi conosce in generale Anet per sapere se posso fidarmi ad acquistare una loro printer o se è un marchio da evitare. Ho letto diverse recensioni e visto parecchi video e per ora mi pare di capire che la E12 in particolare ma anche l aE10 non siano molto curate come controlli di qualità post produzione e che quindi sia necessario un pò di lavoro in fase di montaggio anche se preassemblate. I vari problemini, se risolvibili, non mi spaventano (ho una discreta manualità ed esperienza sia in meccanica che in campo elettrico); l'importante è che poi il prodotto arrivi ad essere utilizzabile (con qualità delle stampe almeno discreta) ........................seppure con un pò di pazienza e lavoro (in cambio di un certo risparmio). ciao ancora Filo
-
Buongiorno a te Alessandro............ sei curioso...............in merito ai Juke box ed ai Flipper?
-
Buongiorno a tutti, vorrei chiedere se qualcuno conosce o ha provato la Anet E12. Averi intenzione di acquistarla per un paio di motivi: dimensioni volume di stampa generoso e prezzo contenuto. Ormai si trova su gearbest a meno di 230€, un prezzo molto allettante. Certo mi rendo conto che si tratta di un prodotto "cinese" economico e appena hobbistico ma leggo in giro che stampa piuttosto bene. Se qualcuno ha esperienza diretta lo ascolterei molto volentieri. ciao Filo
-
Ciao a tutti , sono Filo e sono approdato al vostro forum perchè sto radunando informazioni su questo mio nuovo interessante studio. Ho molti interessi e nel tempo ho avuto diverse passioni che spaziano dall'aeromodellismo alla riparazione di vecchi flipper e di recente di juke box. Proprio dovendo rifare un braccetto di un juke box del 1959 ho pensato alla stampa 3d ed eccomi qui. Spero di condividere informazioni e perchè no di dare qualche piccolo contributo oltre naturalmente a riceverne. saluti Filippo