LucaMar88
-
Numero contenuti
139 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di LucaMar88
-
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Allora domani provo e ti farò sapere. Grazie mille intanto -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
ma è strano... perchè questo problema si presenta solo a metà stampa? -
Leapfrog HS.. qualità di stampa che peggiora
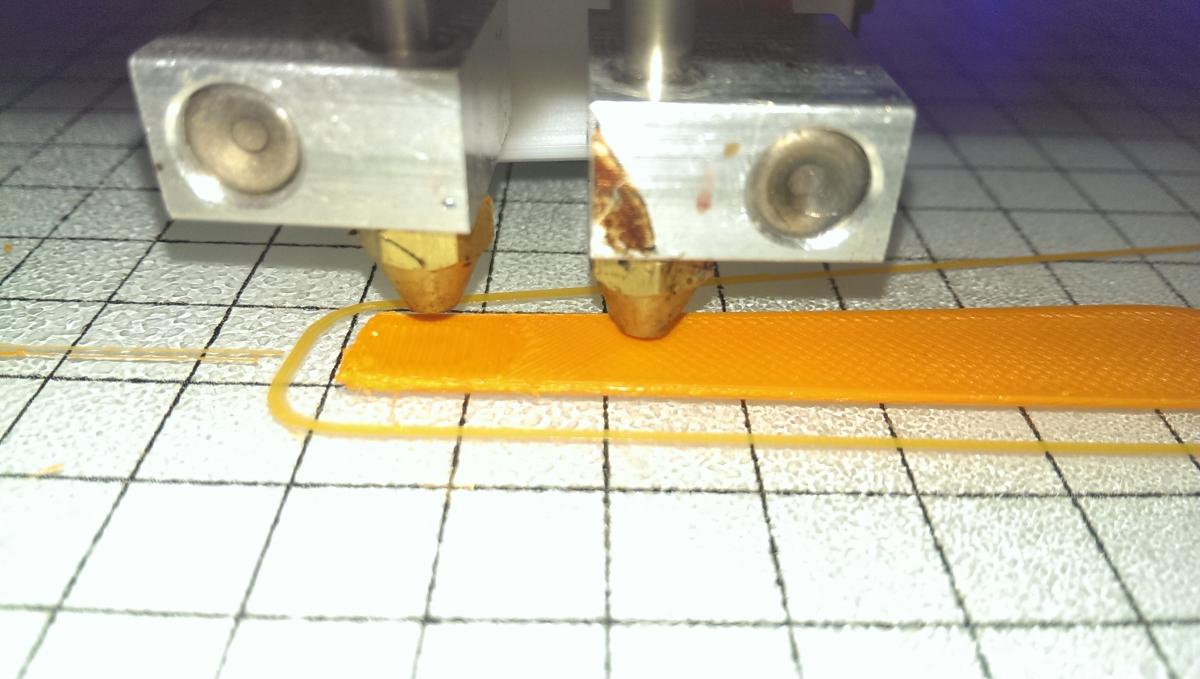
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, ormai da un mese che sto testando questa leapfrog HS.... ultimamente ho questo problema: dopo tot layer la stampa perde di qualità, sembra che l'estrusione non è piu uniforme come i primi layer e come vedete in foto il materiale sembra uscire a tratti. Dopo diverse prove e tentativi ho notato che durante la stampa, allontanando il piano dall'estrusore, essa torna ad essere omogenea. Ora mi chiedo, com'è possibile questa cosa? può esserci qualche problema sull'asse z? Stampo pla colorfabb, primo layer a 230, gli altri a 210...0.1mm, speed intorno ai 40mms, infill 100%, retraction 4 speed 100mms....dimenticavo... settaggi molto simili sulla sharebot ng e non ho questi problemi. provate diverse bobine, risultati pessimi su leapfrog, ottimi su sharebot.. PLEASE HELP ME
-
Diamond Hotend e sharebot ng
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Ho una ng monoestrusore quindi nessun problema XD... i problemi li riscontro nella leapfrog creatr HS (che proverò a farmela rimborsare)... quindi abbandono l idea del diamond e vado di palette -
Diamond Hotend e sharebot ng
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno ragazzi. avete mai sentito parlare del Diamond Hotend? Sembra ottimo per risolvere i problemi del doppio estrusore...addirittura 3 colori contemporaneamente. Ora mi chiedevo, si può installare sulla mia Sharebot NG? Grazie -
Problema Leapfrog Creatr HS
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
appena fatto... mi sembra strano comunque che danno questi setting... ho capito che vogliono dire per HS, tutti i setting sono portati al massimo. Potrebbe essere quella la causa della rottura del mio filamento? Comunque... mai avuti tutti questi problemi con la sharebot e con la zortrax, però devo dire che stampa veramente bene! -
Problema Leapfrog Creatr HS
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
ho notato che tra i setting predefiniti della creatr hs, la retraction speed è di 24000mm/min.... non vi sembra un po troppo? ogni volta che la stampante ritira il filamento si sente un rumore assurdo.... che ne pensate? forse è dovuto alla distanza tra il motore e l'estrusore?
-
Problema Leapfrog Creatr HS
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Devo ancora vederlo bene... comunque, il problema si è ripresentato dopo un paio d'ore... ho provato 5 diverse bobine... cosa potrebbe essere? provo ad allentare ancora di più la ruota? -
Problema Leapfrog Creatr HS
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
no no... simplify 3d è incluso ma niente software proprietario... al momento utilizzo slic3r -
Problema Leapfrog Creatr HS
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
grazie mille.. alla fine ci sono riuscito!! il pla non è nuovo... avevo letto che molte persone avevano problemi con materiali vecchi, in quanto con il tempo diventavano più morbidi... alla fine ho allentato la ruota che c'è dietro e ora sembra andare.... colgo l'occasione... qualcuno che riesce a fare stampe decenti in due colori con simplify 3d? oppure qualche altro slicer? -
Problema Leapfrog Creatr HS
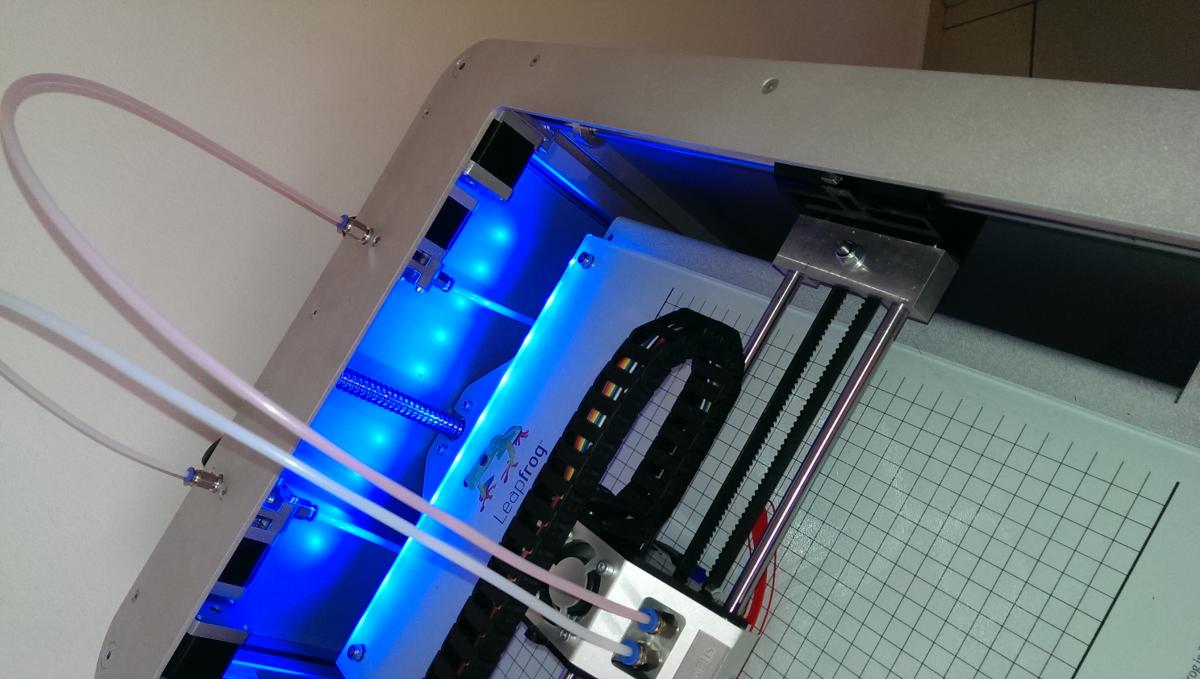
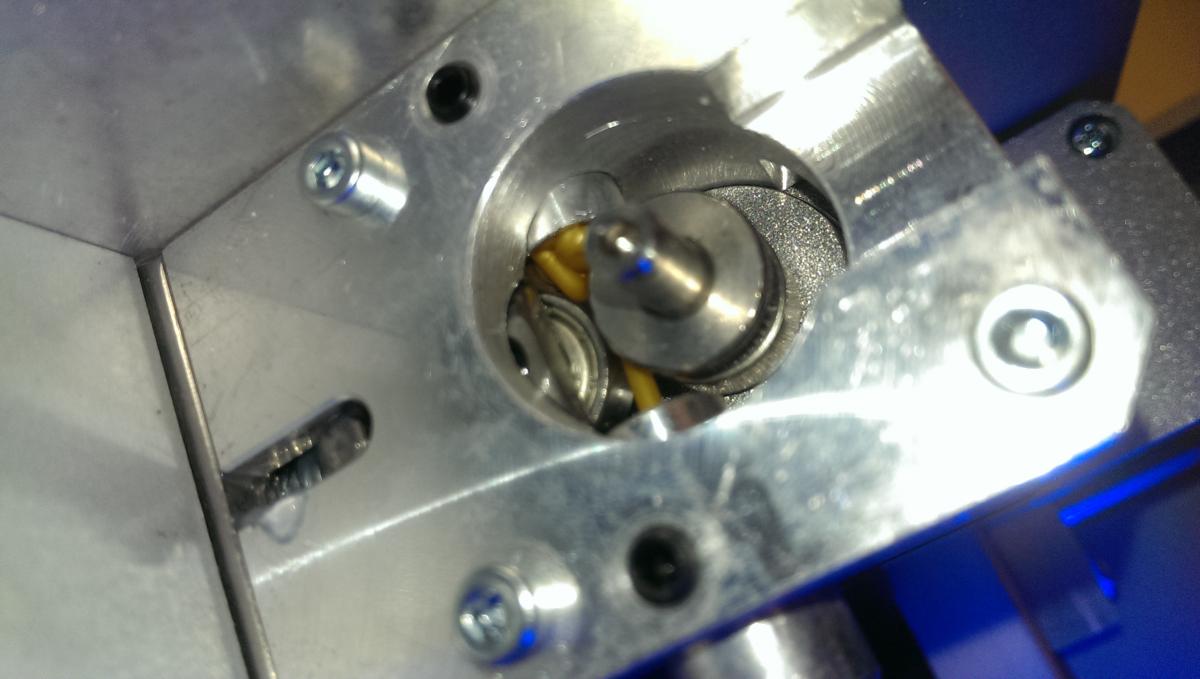
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, ho ricevuto due giorni fa una leapfrog creatr hs... c'è qualcuno che ne possiede una? Ho un problema che non riesco a risolvere..premetto che utilizzo il pla di colorfabb. in pratica non riesco mai a finire una stampa, perchè il motore che tira il filo, dopo un po me lo spezza. il filo spezzato rimane bloccato nel motore e di conseguenza non estrude più... allego foto per capire meglio. questa stampante ha il motore per caricare il filo attaccato alla parte superiore della stampante, e non come per esempio la sharebot che ha il motore sopra l'estrusore... non se se è un pregio o un difetto questa differenza...fatto sta che in 2 giorni non ho completato una stampa.
-
Problema riempimento alla partenza di un nuovo layer
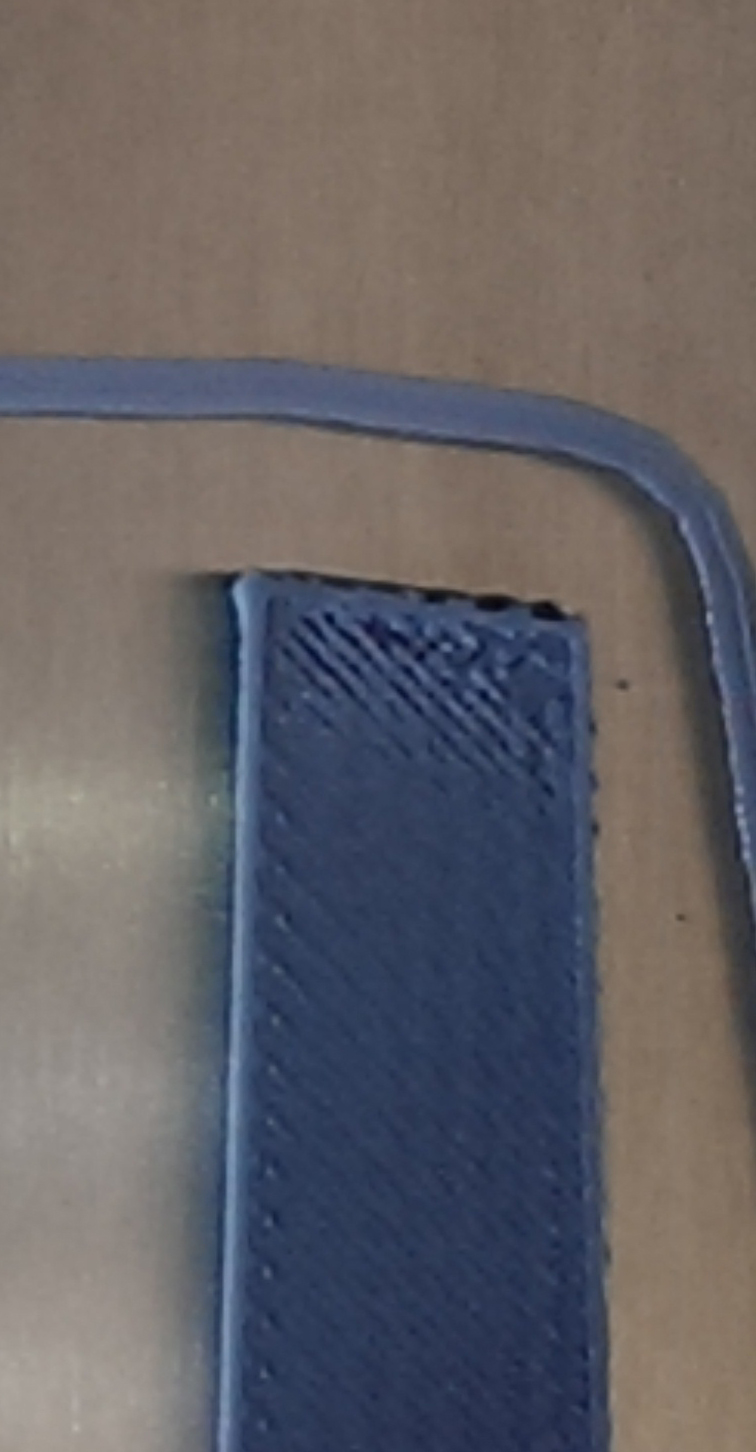
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, ho questo problema... quando l'estrusore parte per il riempimento, non mi chiude bene e mi lascia questi spazi... poi con l'avanzare del riempimento chiude tutto senza problemi. è pla a 0.1mm, 210°, infill 100%, flow 1.1, retraction speed 80mm/s, lenght 2, minimum travel after retraction 1mm. Credo che il problema sia nella retraction...tenete presente che ho bisogno di scrivere diverse lettere a rilievo (e questi sono i valori che mi portano ad avere un valore buono) dove devo migliorare secondo voi? grazie mille
-
Rumore metallico sharebot ng
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, da un paio di giorni sento uno scatto metallico provenire dalla mia sharebot... non so se è una casualità, ma da quando è iniziato questo rumore, ho notato diverse aperture nel riempimento e nella top (in pratica non viene tutto "chiuso").... questo rumore lo sento quando l'estrusore va verso y200 (ossia verso l home). secondo voi cosa potrebbe essere? grazie -
multicolore slic3r
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Devo semplicemente scrivere M600 all altezza del layer desiderato? -
multicolore slic3r
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, in slicer esiste l opzione simile a quella di cura "change filament at"? Grazie -
Slic3r con sharebot ng
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
si si le ho provate tutte... esattamente... infill tutto lineare e parallelo -
Slic3r con sharebot ng
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
mettendo 180 e 360 incrocia sempre... bisogna vedere se è possibile disattivare l'incrocio, se cosi possiamo chiamarlo xd -
Software da incorporare al proprio sito web
LucaMar88 ha risposto a LucaMar88 nella discussione Software di slicing, firmware e GCode
http://codecanyon.net/item/3d-printing-pipeline/10047624?WT.oss_phrase=3d%20print&WT.oss_rank=1&WT.z_author=pushkarparanjpe&WT.ac=search_list ho trovato anche questo ragazzi... ma spiegatemi una cosa.... posso incorporarlo al mio web per permettere ai clienti di caricare e visualizzare i propri stl? Inoltre, posso aggiungere o collegare il calcolatore all stl caricato dal cliente? non ci capisco una mazza di queste cose -
Software da incorporare al proprio sito web
LucaMar88 ha risposto a LucaMar88 nella discussione Software di slicing, firmware e GCode
per uno come me che sa zero in materia è un problema XD.... -
Software da incorporare al proprio sito web
LucaMar88 ha risposto a LucaMar88 nella discussione Software di slicing, firmware e GCode
Si esatto.. una cosa simile a shapeways per il service di stampa...mentre un engine tipo zetoff per i prodotti... -
Software da incorporare al proprio sito web
LucaMar88 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao ragazzi... Sono mesi che cerco un applicativo da incorporare al mio sito web, dove il cliente carica l' stl, lo visualizza, sceglie il materiale, il colore etc (tipo shapeways, imaterialise).... oppure dove il cliente può modificare l'oggetto (https://zetoff.com/) Sapete se questi "software" si comprano o altro? grazie mille -
Slic3r con sharebot ng
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Ho utilizzato questo comando...Ma alla fine "incrocia" sempre..esempio...bottom (riempimento perpendicolare) layer successivo riempimento parallelo, poi perpendicolare è così via.. e quando arriva al top è di nuovo perpendicolare alle pareti...io vorrei pareti e riempimento paralleli dal primo all'ultimo layer... Tutto questo perché vorrei una "trama uniforme".... -
Slic3r con sharebot ng
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi, mi chiedevo: è possibile con slic3r dare la direzione del top/bottom fill pattern? mi spiego meglio... nel settaggio del top/bottom uso il pattern rectilinear. Innanzitutto partiamo dal file: è una stecca lunga 10 cm, larga 1 cm e spessa 1cm.... slic3r prima fa la parete con linee "orizzontali" poi riempe con linee perpendicolari. io vorrei che le linee del riempimento del top e del bottom siano parallele a quelle della parete in modo da creare una trama identica. è possibile? spero di essermi spiegato bene XD grazie -
ho provato la sabbiatura.. niente da fare....
-
layer non uniti
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
lo spero XD... comunque ho una domanda... è possibile stampare sopra un oggetto stampato? Esempio: vorrei provare a stampare una forma con un basso rilievo (un logo) sulla faccia superiore (qui nessun problema) ed inferiore (qui in teoria avrò bisogno dei supporti)... evitando di usare i supporti (li odio )....quindi ipotizziamo un oggetto alto 10 cm.... stampo 5 cm con il basso rilievo sulla faccia superiore, poi ruoto di 180° l'oggetto e stampo i restanti 5 cm sempre con il basso rilievo sulla superiore.... è fattibile secondo voi? se si come? scusate per le 1298 domande in giro per il forum XD