LucaMar88
-
Numero contenuti
139 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di LucaMar88
-
non ne so molto delle sls... soprattutto di queste low cost... Da come dici, sembra che ci siano più dubbi che certezze.... Questo prezzo è riservato solo per domani... e c ho fatto più di un pensiero XD
-
Ciao ragazzi... per il web ho trovato questa stampante sls... cosa ne pensate? Il prezzo è ottimo... http://www.sinterit.com
-
Problema spessore parete
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
scusa il ritardo...l'avevo fatto slic3r...comunque ho rifatto il test con simplify (mi da piu sicurezza) ed ho raggiunto lo spessore esatto impostando extrusion multiplier a 0,6. non è un po troppo basso questo valore? inoltre l adesione al piano è diminuita parecchio ovviamente... oltre all extrusion multiplier, che valore posso modificare per risolvere questo problema? (pla 190 gradi, 0,2 layer, piano spento) grazie in anticipo -
Problema spessore parete
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
appena provato con slic3r... mi viene 2,01 (che mi va bene).... non capisco il perchè con simplify non viene.... stesso 0.2 layer height. stesso ex width 0,5. stesso ex multiplier... diametro filo... non capisco...secondo voi? -
Problema spessore parete
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
si tempo fa l'ho fatto.... ma non capisco perche con lo spessore da 3mm era ok e 2 no... -
Problema spessore parete
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
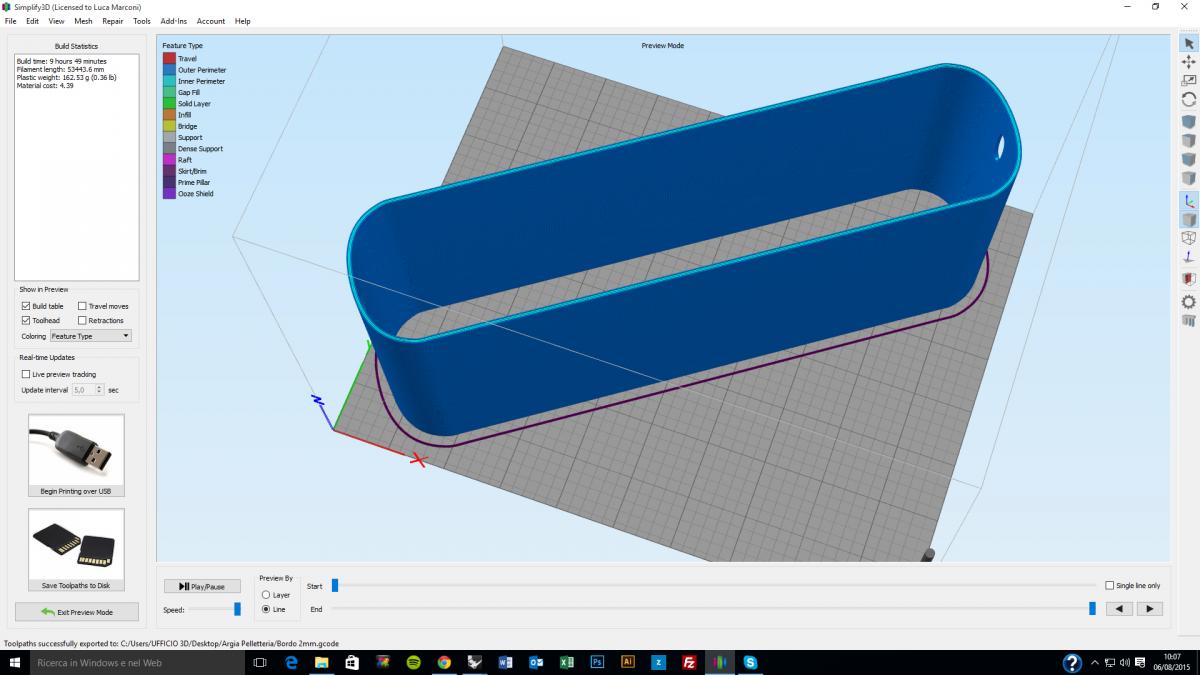
Ciao ragazzi. Devo effettuare un lavoro per un cliente. Devo stampare un supporto per una borsetta lungo 26 cm alto 11 e spesso 2mm (Tipo la protezione in plastica che troviamo nei trolley). Il cliente prima mi aveva chiesto uno spessore di 3mm, ho mandato la stampa e tutto ok... ora lo vuole da 2 mm... Il problema è che oggi quando la stampa è stata completata lo spessore della parete era di 2.5mm... Ho pensato ci fosse qualche problema nell extrusion width e invece no... Stampo il modello a 0.2 di layer height..width 0.5 e 4 perimetri, senza riempimento... ho provato anche ad abbassare l'extrusion width da 1 a 0.9 ma senza risultati...a questo punto ho pensato alla calibrazione del piano...niente anche questo è ok.... Cosa sbaglio secondo voi? allego foto per capire meglio
-
Stampante 3D grandi dimensioni
LucaMar88 ha risposto a Davide79 nella discussione La mia prima stampante 3D
apparentemente...hai detto bene....torniamo alla discussione adesso -
Stampante 3D grandi dimensioni
LucaMar88 ha risposto a Davide79 nella discussione La mia prima stampante 3D
Ragazzi...anch'io ho una zortrax da 5/6 mesi.... stampa da dio si, ma quelle foto secondo me non sono reali, o meglio, non sono come appena stampate.... Inoltre, perchè nessuno fa vedere la bottom surface di un pezzo stampato con la zortrax? PESSIMO! ovviamente a causa del raft...ma va bè... stampo sempre a 0,09 e ripeto, non ho mai raggiunto quella qualità....quei pezzi sono stati rifiniti, fotografati come dio comanda etc etc...le cose diciamole tutte per cortesia. sull'affidabilità niente da ridire... -
Usare due setting per stampare 1 modello
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi... devo stampare un portachiave un po particolare con la mia sharebot ng e slic3r, però ho bisogno di avere due setting per stampare questo modello. In simplify è possibile dare diversi setting per stampare un modello...mi chiedevo se in slic3r è possibile (ho bisogno di utilizzare slic3r per diversi motivi). In pratica voglio stampare in questo modo: la placca normalmente, mentre il testo sopra lo voglio fatto di solo perimetri (quindi no bottom, no top, no infill). è possibile? grazie -
multicolore slic3r
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Manualmente non ricordo...con il comando m600 mi torna a 0,0 (dietro il display lcd).... Vorrei cambiare qwusta posizione in effetti...è un Po scomodo -
multicolore slic3r
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Ragazzi ho risolto cosi: Innanzitutto, siccome avevo bisogno che questo procedimento fosse il più automatico possibile, quindi non potevo farlo manualmente dal display della stampante... insomma ho risolto cosi: 1) Per tenere il pezzo pulito, ho aggiunto due tower stile makerbot. 2) All'altezza desiderata ho inserito le seguenti stringhe nel g code: G1 X15 Y0 E0 (si sposta verso questo punto senza estrudere nulla) M0 (pausa di sicurezza XD) M600 X5 Y5 Z10 E10 R50 (provando i due comandi forniti da fablab padova non funzionavano, quindi ho fatto una fusione e adesso va XD) In questo modo ho lo spostamento verso una zona libera, una pausa e il bip per il cambio filo. Spero possa servire a qualcun altro... Ciao Ragazzi -
multicolore slic3r
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Ciao ragazzi. Sto provando il comando m600 come illustrato da fablabpadova, però ho un problema: il cambio filo avviene correttamente, solo che quando inizia la procedura, la stampante mi sputa il vecchio filamento sull' oggetto, poi va nella posizione indicata e ritrae il filo.... Come posso far sputare il vecchio filamento fuori dalla posizione dell oggetto? Grazie -
io questo modello l'ho visto al 3d print hub allo stand di imaterialise XD
-
Estrusione non omogenea dopo il secondo layer
LucaMar88 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao ragazzi. Da qualche giorno ho questo problema con la NG. Preparo il file, vado in stampa.. primo layer ok... dal secondo in poi l'estrusione sembra magra, escono tutti pallini e qualche filetto di pla. Ho Provato a fare l estrusione al cambio materiale e sembra tutto ok... da cosa può dipendere? stampo a 195° piatto temp ambiente... come sempre insomma. grazie in anticipo -
Stampa con due materiali (perimetri e infill)
LucaMar88 ha risposto a LucaMar88 nella discussione Materiali di stampa
ottimo! consigli per effettuare questa operazione? oozing, imperfezioni? è possibile avere un buon risultato estetico? (il bronzefill si carteggia e si lucida che è una meraviglia) -
Stampa con due materiali (perimetri e infill)
LucaMar88 ha pubblicato una discussione in Materiali di stampa
Ciao ragazzi, volevo chiedervi, qualcuno di voi è mai riuscito a stampare un oggetto con l'infill di un materiale diverso rispetto ai perimetri? ho in mente di stampare un oggetto con l'interno in XT di colorfabb (secondo me ottimo come materiale, resistente, leggermente flessibile e tg di 75°) e l'esterno in bronzefill o woodfill... Probabilmente i due materiali non legano, ma non credo sia un problema visto che uno deve contenere l'altro... che ne dite? è fattibile? Quale slicer offre i risultati migliori per la stampa a 2 estrusori? ho provato simplify e non mi da buoni risultati...slic3r? kisslicer? grazie -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
il piano è gia di vetro... a differenza della sharebot, questa ha solo il vetro e non un piano in alluminio sotto... -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
eh niente... dopo tanto vado a scoprire che il piano è curvato al centro (parecchio) -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Inizio a pensare che ci sia qualche problema nel piano. Scusate una cosa ragazzi, ma quando faccio la calibrazione con il famoso foglio di carta, il foglio deve scorrere bene o deve fare attrito? E questo spazio tra l ugello e il piatto significa che z è a 0 o a 0.1/0.2? -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
sopra al 30% mi viene male... -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
forse da questa foto si vede meglio il problema... l'estrusione non è più regolare, sembra che l ugello sia troppo vicino all'oggetto e non riesce a liberare il materiale (ma solo verso la fine della stampa).
-
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
con il 30% di infill il problema non si è presentato, però io ho bisogno che il pezzo sia il piu resistente possibile... come posso ovviare a questo problema? (con la sharebot stampo benissimo al 100%).... -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
si si.. una ventola sull hotend e una sul pezzo... ora provo e posto -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
Niente da fare, a metà stampa il problema si ripresenta anche a 190°... possibili cause? -
Leapfrog HS.. qualità di stampa che peggiora
LucaMar88 ha risposto a LucaMar88 nella discussione Problemi generici o di qualità di stampa
si si spento e con lacca