

paolopa
-
Numero contenuti
110 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da paolopa
-
-
23 ore fa, MayTs ha scritto:
questo il mio codice default in cura
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squishquesti comandi fanno estrudere 15 mm di filamento dall'estrusore.(15 all'andata e 15 al ritorno)
si questo è quello che di default mette cura, mentre io lo vorrei usare su repetier.
Si potrebbe adattare? mettendo così:
CitaG1 X20 Y20 Z0.3 F5000.0 ; Move to start position
G1 X20 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X20.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X20.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish -
Salve mi potete controllare Il Gcode iniziale.
Questo è il mio Gcode iniziale classico che sto usando:
Cita; Default start code
M92 X160.20 Y161 Z800
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}Ora a questo Gcode vorrei aggiungere 2 linee di spurgo di stampa iniziali, prima di iniziare a stampare.
In pratica al raggiungimento delle temperature, parte una stampa di 2 linee di estrusione nella posivione X 0.1 lunga 20mm e ritorno.
Poi ripristina l'estrusore, alza il nozzle di 2mm e parte con la vera stampa.
Quello che inserirò è quello in rosso.
Cita; Default start code
M92 X160.20 Y161 Z800
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}G1 X0.1 Y20 Z0.3 F1200.0
G1 X0.1 Y200.0 Z0.3 F1200.0 E15
G1 X0.4 Y200.0 Z0.3 F1200.0
G1 X0.4 Y20 Z0.3 F1200.0 E30
G92 E0
G1 Z2.0 F3000
G1 X5 Y20 Z0.3 F5000.0Da qui poi partirebbe la stampa.
Secondo voi è giusto ?
Non ho ben chiaro E15 ed E30 sul disegno delle 2 linee
e la linea finale G1 X5 Y20 Z0.3 F5000.0
Oppure come dovrei mettere per fare queste 2 linee e poi iniziare la stampa?
-
5 minuti fa, MayTs ha scritto:
Effettivamente sembra difficile, ma ti basta far una prova semplice: ai 4 angoli, tra piatto e vetro metti un pezzo di carta( che ha un decimi scarso) e ricontrolla...
Se si raddrizza, la risposta è si: un vetro da 4 mm con 4 mollette può flettere.
Poi sta a te scoprire se è il piatto o il vetro
effettivamente ci avevo pensato e farò questa.
1 minuto fa, MayTs ha scritto:Ti prego, non volermene, ma ogni tanto... una virgola o un punto aiuta quelli scemi come me...🤣
Mi piace molto il tuo sistema di livellamento...
Vero chiedo scusa ma sto facendo 3 cose contemporaneamente.
-
3 minuti fa, MayTs ha scritto:
Interessante... quindi non hai molle e di conseguenza ondeggio sul piatto, ma comunque non resta vincolato quindi no problemi con dilatazioni o sforzo delle viti di regolazione....
No nessun ondeggio dato l'accoppiamento preciso sfere supporto concavo per le sfere e poi sono magnetiche di alta potenza a mano non si riesce a staccarle con le mani dilatazioni zero sinceramente le viti di ottima qualità e di acciaio scorrono una bellezza
-
 2
2
-
-
Adesso, Killrob ha scritto:
interessante questo sistema di livellamento.
Le sfere magnetiche filettate le hai trovate in commercio o sono autocostruite?
le sfere possono essere anche non magnetiche (si trovano molto male) mentre i magneti si trovano facilmente.
poi il resto è tutto autocostruito. Avevo inserito delle molle molto blande all'inizio ma nel tempo ho visto che sono praticamente inutili
-
1
-
-
si ma quello che dicevo è che possibile che il vetro un vetro da 4 mm da 235mm agganciato con delle semplici mollette (quelle per i fogni di carta) sui 4 lati ammesso che il piatto sia convesso, si fletta anche il vetro😳
Poi un decimo è tantissimo su una distanza di ( centro del piano di stampa punto di livellamento laterale ) saranno si e no 70 mm. Per me è un'enormità
-
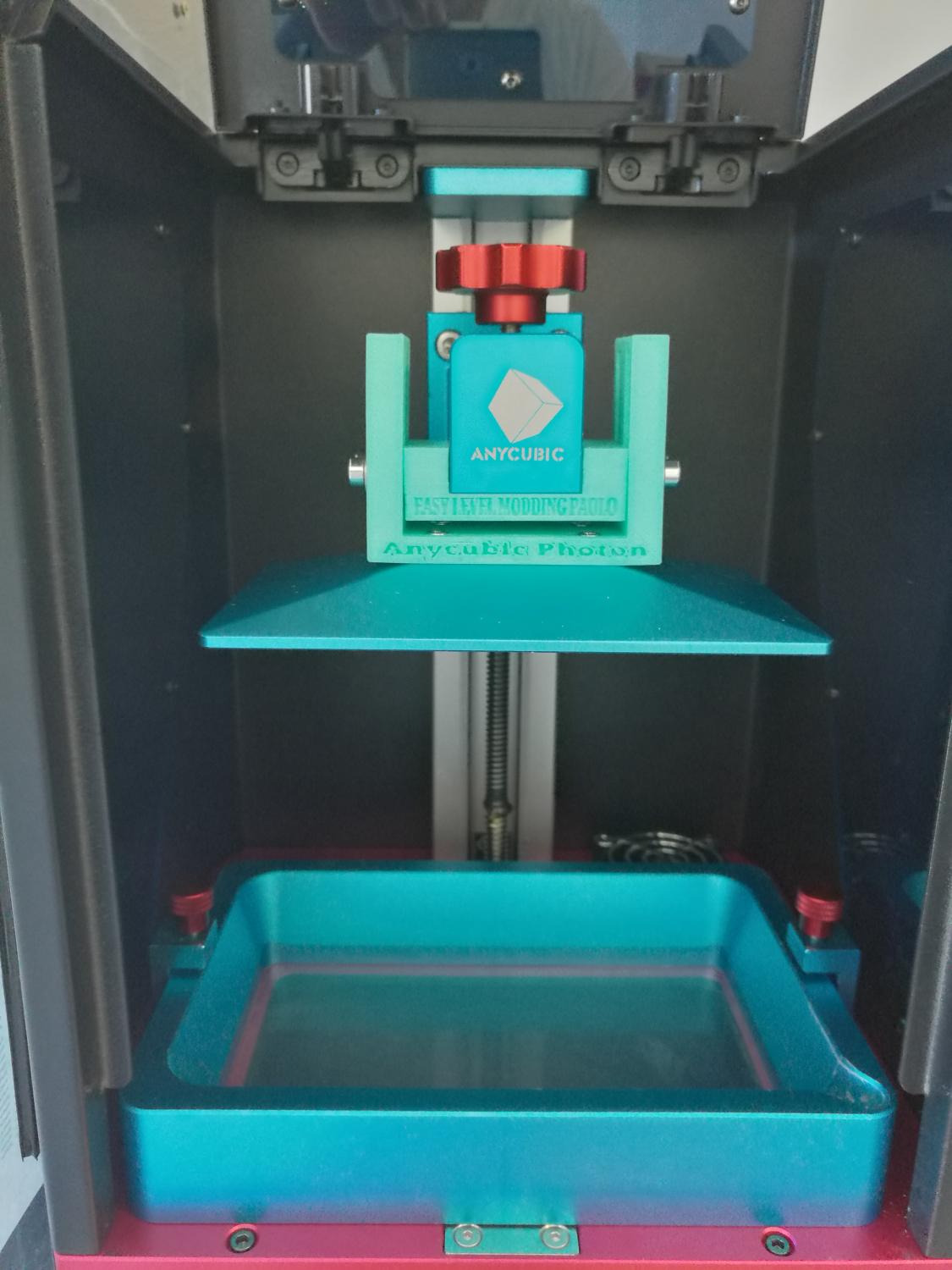
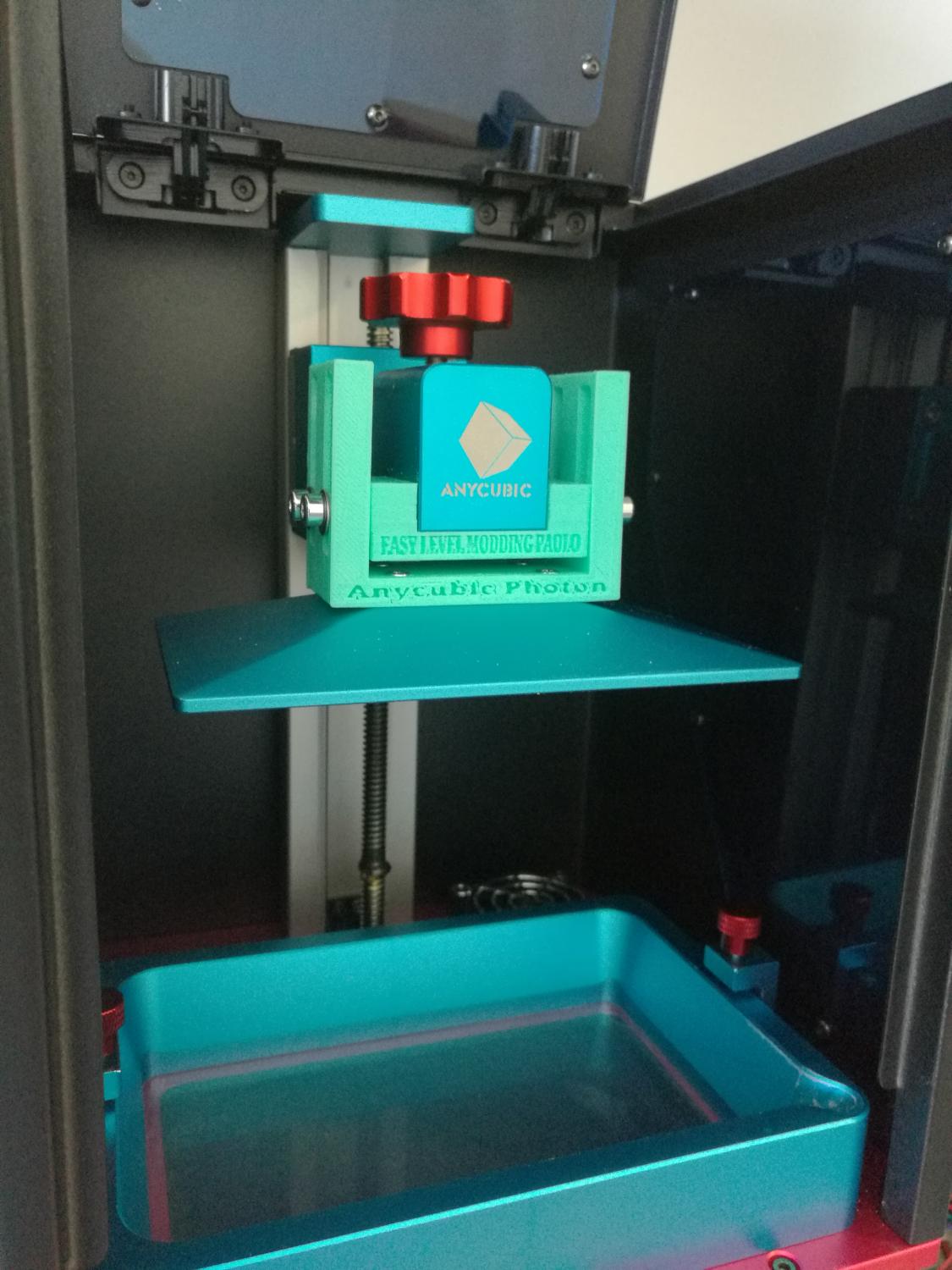
questa foto è riferita alla mia delta l'altra sta stampando ora, ma praticamente ho ricostruito la stessa cosa che ho sulla delta.
un magnete con alloggiamento concavo dove ci va una sfera magnetica con una filettatura nella filettatura c'è una vite che tramite la ghiera e un dado alloggito nella ghiera (bloccato nella ghiera) alza e abbassala sfera per livellare il piatto

-
 2
2
-
-
5 ore fa, Mino ha scritto:
Attiva da firmware il manual mesh bed leveling
Il problema si accentua quando si caricano troppo le molle del piatto.
le molle del piatto non ci sono praticamente la regolazione è fatta con delle sfere magnetiche e dei magneti che sono attaccati sotto al piatto e non c'è niente che crei tensioni sul piatto e come se fosse appoggiato.
4 ore fa, Marco-67 ha scritto:"vetro di quelli che si attivano con il calore"
che vetro sarebbe questo? 🤔
Come quello della Ender 3 V2 che sembra abbia tutti micropori che con il calore fanno effetto ventosa e quando si fredda il pezzo non è più attaccato.
-
All'ora ho autocostruita un simil prusa i3 oramai da 6 anni e più con piatto riscaldato da 220x220x270 e vetro da 4mm che si è rotto.
Ora ho mandato a prendere un vetro di quelli che si attivano con il calore 235x235.
Tarando il piatto ora mi sono reso conto che è convesso al centro, mettendo sopra il piatto e bloccandolo con le clip ai lati risulta ancora convesso al centro parlo di uno scostamento di 0,1 mm questo fa si che tarandolo ai 4 lati al centro batte sul vetro.
Come è possibile questa cosa? non dovrebbe conpensare?
Come risolvo il problema?
-
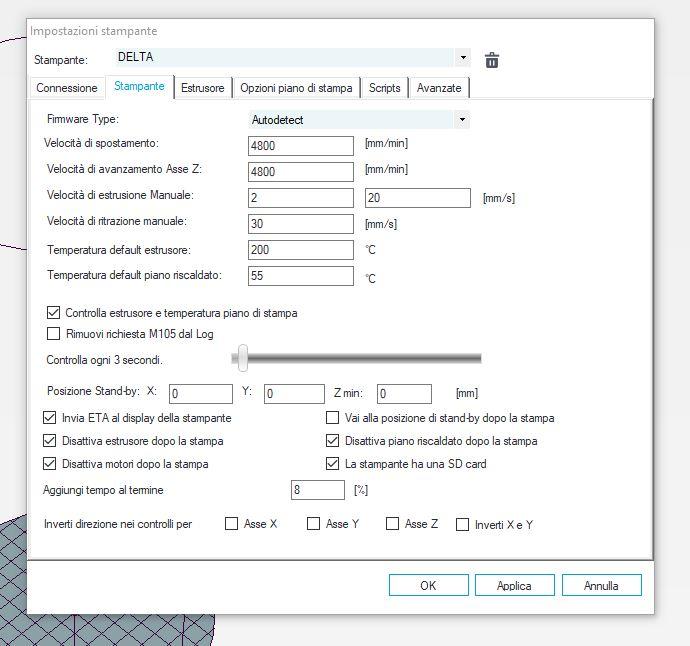
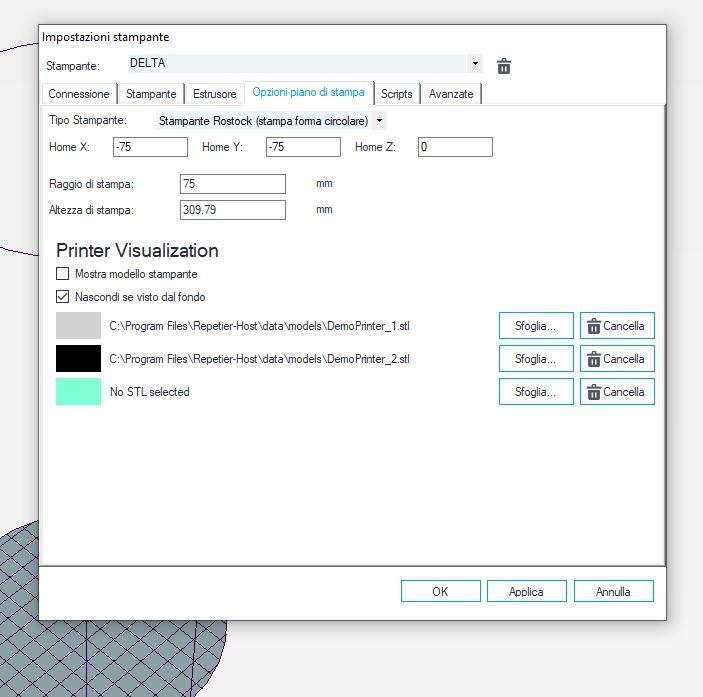
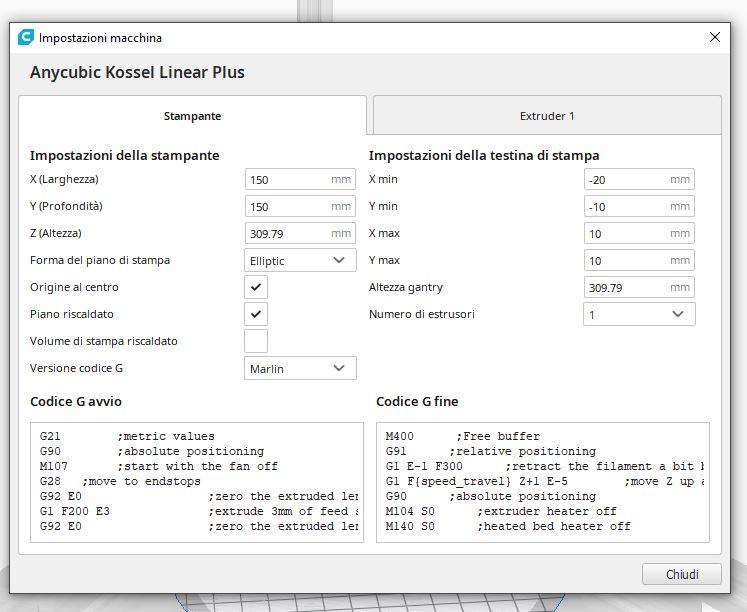
Salve a tutti, volevo passare da Repetier a Cura con la mia Delta della 3DMakerlab ma non sono sicuro dei parametri da impostare.
Non riesco a capire come impostare i valori su cura.
allego 3 viste dei valori 1 e 2 su repetier e 3 cura, potete darmi una mano prima che come l'ultima volta un problema su repetier mi ha fatto spaccare un braccetto.
Ho preso come base quello della Anicubic csembrano molto simili.
-
22 ore fa, MayTs ha scritto:
dovrebbe funzionare, non ho mai provato a settarlo direttamente nel gcode. in realtà non dovrebbe cambiare niente...
prova e facci sapere 😄
Ho fatto delle prove inserendo nello slicer i valori M92 ecc ecc e funziona perfettamente
-
1 ora fa, MayTs ha scritto:
M92 X161.61
M92 Y162.43
M92 Z800
M92 E189 (arrotondato)
M500 ; salva
Volendo potrei fare delle prove prima di salvare tutto in eeprom mettendo all'inizio del Gcode iniziale dello slicer in questa maniera?
Cita; Default start code
M92 X161.61 Y162.43 Z800
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0} -
Da quello che mi risponde:
M92 X160.000 Y160.000 Z800.000 T0 E188.992ho su x 160 steep come su Y mentre z è a 800
ora volendo correggere gli steep su X e su Y dopo averli calcolati quale è il comando per scriverli in eeprom e poi salvarli con M500 esempio devo inserire i valori di:
X 161.610
Y 162.430
Z 800.000
E 188.992
come dovrei impostare il comando?
-
Salve ho un problema sulla mia vecchissima Hictop con MarlinKimbra di cui nel tempo ho perso tutti i settaggi del firmware e il firmware stesso caricato. Ora mi ritrovo con un problema di passi del mototre soprattutto quello dell'asse Y.
Ora non ricordo ma è possibile leggere i valori che avevo salvato in eeprom oppure era solo possibile scriverli con dei comandi appositi?
Oppure è possibile vedere i valori degli steep del firmware tramite comandi ?
-
46 minuti fa, lan ha scritto:
Ciao
non ho una ender, ma sono andato a curiosare, visto che mi "balocco" con il marlin:
They need different firmware because they changed pinouts to the stepper drivers. Beyond that I don’t know.
https://www.reddit.com/r/ender3/comments/imhr87/mainboard_422_vs_427_differences/
Buona sera!
Se così è non possono essere caricati senza modifica, e anche la casa madre esce con lo stesso firmware ma uno per ogni scheda questo fa intendere che non sia possibile caricarlo su entrambe le board.
Possibile che su Marlin questo non venga specificato😳
Ho anche trovato questo:
Citasimply put v4.2.2 is OEM fit at factory - v4.2.7 is retail stand alone purchase for replacement / upgrade . both look 99% identical , have same ports and wiring and are a direct fit / replacement.
v4.2.2. has TMC 2208 Drivers (square) v4.2.7 has TMC2225 drivers (rectangle) basically same thing different shape package.
v4.2.7 requires different firmware due to pin configuration change and axis reversal.
one can replace the other with correct firmware
Questo ancora di più certifica l'impossibilità di poter caricare lo stesso firmware.
Da quello che dicono cambiano i TMC che sono più silenziosi sulla 4.2.7 ma sembra come se la 4.2.7 non esca in dotazione dalla Creality ma sia un upgrade da smanettoni.
Se qualcuno mi può smentire così da fare chiarezza.
-
Grazie, ma sai per caso come mai hanno ustao 2 versioni di schede per la stessa stampante se sono uguali?
-
Ti ringrazio, sto guardando nel file "Configurations-release-2.0.7.2" scaricato da github e dentro la cartella della Ender 3 V2 non trovo nulla di differente.
Attendo stasera grazie.
-
Un saluto a tutto il forum, sono dovuto stare lontano dal mondo delle stampanti 3D per motivi personali per molto tempo, ora che posso riavvicinarmi a questo mondo, mi sono ritrovato con Il MarlimKimbra sparito con mille cose cambiate e tanto altro.
Ora saltando tutti i discorsi di dover rimettere mano alle mie vecchie stampanti piene di polvere, ho voluto assemblare l'altra notte una Creality ender3 v2 con board 4.2.2.
Abbandonato Arduino per compilare i firmware (di cui poco mi ricordo) ora si usa Visual Code Studio ho scoperto.
Il mio dubbio è questo volendo installare il Marlin-2.0.7.2 ho visto che poi ci sono delle config gia pronte per moltissime stampanti (nel mio caso la Ender3V2) basta copiarli nel firmware e poi compilare.
Ma il mio dubbio è le config per la Ender3 V2 sono per quale Board 4.2.2 oppure 4.2.7?
i saranno differenze penso dato che anche i software della casa madre ha 2 file separati.
ricordo che bisognava specificare la Board su cui lavorare, dove e come dovrei fare per modificare il firmware per specificare che sto compilando per la board 4.2.2.
Spero di essermi spiegato, un grazie in anticipo a tutti.
-
Il 25/9/2018 at 12:35, sem81 dice:
La prima stampa non è andata a buon fine, la resina non ha aderito bene al piatto quindi il risultato è stato pessimo.
Reputo questa una mia mancanza,
proverò a modificare i settaggi e vedremo come andrà a finire.
Una cosa però mi è sembrata molto strana.
Aprirò un topic in proposito.
Inviato dal mio ASUS_Z00LD utilizzando Tapatalk
Riprovato?
Funziona?
-
si spedizione inclusa, lo ho trovato anche su un sito online che lo vende con la spedizione allo stesso prezzo.
Non sò se posso mettere il link
-
Dovrei ricomperare l'isopropilico, ma trovo prezzi esorbitanti.
Ho trovato questo su ebay con queste diciture dove 5 litri costerebbero 23 euro
DETERGENTE ALCOOL ISOPROPILICO DENATURATO 5 LT
DETERGENTE ALCOOL ISOPROPILICO 97%
CONFEZIONE 5 LT.
DENATURATO NON SOTTOPOSTO A REGISTRAZIONI UTIF
COMPOSIZIONE:
97% ALCOOL ISOPROPILICO
3% ALCOOL ISOBUTILICOPuò andare bene?
-
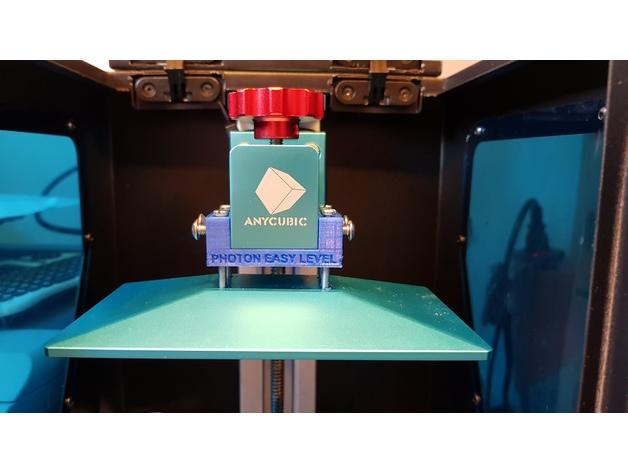
In attesa di sapere come è venuta la stampa con la 3d-okay, io ho provato a modificare il pezzo per il livellamento del piatto in maniera secondo me meglio rispetto alla foto messa sopra.
Ho trovato che con questa modifica il livellamento si ottiene meglio, sul foglio la pressione esercitata e la stessa su i due lati.
Una domanda forse stupida ma non ho mai trovato la risposta in giro: dopo la stampa di un pezzo i supporti sono da togliere prima di metterlo a solidificare sotto la lampada UV oppure dopo? Quale è la scelta migliore?

-
1
-
-
Effettivamente ho notato che verso sinistra la pressione esercitata sul foglio è leggermente minore.
Forse un livellamento tipo quello della D7 rispetto a quello sferico della Anycubic potrebbe essere meglio. Questo è simile ma non saprei proverò a riprodurlo e vedremo.
-
cosa ne pensate di questo?
-
1
-

Gcode iniziale e 2 linee di spurgo estrusore
in Software di slicing, firmware e GCode
Inviato
ma nel mio gcode iniziale alza già l'asse z di 25mm dopo aver fatto homing