

muffo
-
Numero contenuti
1.230 -
Iscritto
-
Ultima visita
-
Giorni Vinti
41
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da muffo
-
-
Questa mi è nuova.....con la prusa ho sempre stampato il pla a 198 gradi, 6 anni passati con 20 kg di pla bq, mai un fastidio.
Adesso con la ender 5 plus e circa 2 kg alle spalle mi è capitato quanto sto per descrivervi:
Inizio a stampare carbon, a 220 gradi lavoro bene, poi facendo un po di prove scendo a 205 e ho stampe ottime e zero filamenti causati dalla retrazione, me lo scrivo nel diario: pla carbon sunlu da stampare a 205c.
Stamattina mi sveglio presto, faccio partire una stampa di 10 ore e vado a lavorare (che tocca fare per campare), alle 14 gli do un occhiata da octoprint e vedo che l'uggello e bello alto ma la stampa è molto più in basso.....fermo tutto da remoto. Arrivo a casa e trovo il filamento spezzato, quindi pulisco hotend, cambio ugello (uso ugello in inox) e riparto.Sento il toc toc dell'estrusore e inizio ad alzare la temperatura , sono arrivato a 220c e l' estrusore fa ancora rumore, inoltre la stappa sembra secca, è vero che sono a fine bobina, ma il filamento è recente e ogni volta che lo uso accendo anche il dryer e fino ad oggi non ho avuto nessun problema......che cavolo sta succedendo Wyllis??
-
31 minuti fa, Whitedavil ha scritto:
5mm mi sa leggerino, potresti spezzarlo se tiri tanto le graffette di fissaggio.
Scusa è, io ho un piatto da 330x330mm e quando va bene ho 0.15/0.17mm di differenza e compenso col sensore.
Ho stampato un vassoio da 26x16 e il primo layer era commovente....
Se vuoi provare con il granito fai pure, non costa chissà quanto. Ma se fossi in te, lo farei sabbiare/satinare sulla superficie.
Se faccio oggetti grandi neanche io ho grossi problemi, se riempio il piatto di tanti oggetti piccoli qualche attenzione in più la devo usare, magari stando a controllare il primo layer e se serve spruzzando un po di splendore se vedo che non aderisce bene....... il fatto è che molte volte il bello di questo hobby per me è quello di sperimentare, a volte sprecando tempo, soldi e pazienza.
Il fatto di sabbiare il piano è una bella dritta.
-
58 minuti fa, Whitedavil ha scritto:
Provato con una piastrella in ceramica, ci metti una vita a scaldarla e non attacca una mazza....
Metti un sensore di livellamento e vivi felice... 😅
Ho già il sensore 🤣🤣.
Le piastrelle hanno uno spessore di 11 mm, salvo le ribassate, per il granito avrei provato con 5 mm
-
Qualcuno ci ha già provato?? Ho cercato sul forum ma senza risultati, tecnicamente l'idea mi ispira, zero deformazioni, zero reazione alla temperatura.....contro un po' di peso in più sullo Z e eventuali problemi di adesione (fortuna che c'è la Splendor)
Ho il piano in vetro della ender da 370x370 ed è fuori di 0.15 mm (causati anche da un assemblaggio di mer..) e visto che normalmente i piani di riscontro meccanici sono in granito mi era venuta l'idea testare la cosa su una stampante.
Se avete info in merito magari mi fate risparmiare tempo, soldi e incazzature.
Muffo
-
Benvenuto Bruno
-
Dopo 5 anni ho dovuto ristampare buona parte dei pezzi in pla della mia prusa: supporto estrusore e i 2 supporti per i manicotti a ricircolo dell'asse z, oltre a un secchio di pulegge per le cinghie e stampavo a 40/45 mm, quindi senza grosse sollecitazioni.
Su una macchina estrema come la Voron ho visto che molti usano il nylon caricato al carbonio (che io personalmente avrei paura ad estrarre dal sacchetto e probabilmente non saprei neanche infilare nell'estrusore....)
I kit di particolari stampati sono sopra i 200 euro, più il costo della macchina, più il costo dell'avvocato e gli alimenti appena la mia dolce metà controlla l'estrattoconto.
-
 2
2
-
-
Delta......mi hanno sempre Incuriosito ma anche un po spaventato.
Ho notato che il kit voron è privo di tutte le parti in plastica e io non sono attrezzato per stampare abs😭😭😭
-
Stesso problema pure per me con il petg bianco, ma io sono niubbo, ho appena iniziato a stamparlo.
-
A volte lo fa anche a me, se nel momento in cui dovrebbe uscire ma non lo fa lo vado a toccare con le pinzette lui fa il movimento e tutto va per il meglio.
A livello di casistica direi che succede 1 volta ogni 10, mi fa pensare a una bava o a qualche attrito che lo blocca...fammi sapere se aprendolo trovi qualcosa di anomalo.
-
Qualche gioco in z?? Che poi salendo si riposiziona???prova ad alzare il piano di 1 o 2 millimetri e il relativo end stop e guarda se i 5 millimetri deformati si riducono.
-
 1
1
-
-
15 minuti fa, eaman ha scritto:
Grazie, ora mi tocca passare la notte a leggere della voron.......sono belle macchine secondo te??? Per una 120x120 si tratta di una bella spesa
-
8 ore fa, Otto_969 ha scritto:
Con 500€ ci compri quello che vuoi... Forse devi stabilire prima che oggetti andrai a produrre (visto che non sei un novello, dovresti saperlo) per determinare le dimensioni del piatto che - IMHO - sono fondamentali.
Poi devi prendere una decisione anche in base al fatto se vuoi una macchina più o meno "ready to race" (KTM docet), oppure ti piace "cucirtela addosso"
Ho già una macchina con il piatto grande, questa la prenderei come back up e per fare stampe veloci, andando a rallentare un po la 5 plus mettendogli un direct.
Quelle che mi fanno più voglia sono le 2 ender, la 6 e la Elf, sulla twotrees mi sto un po ricredendo, anche se il prezzo è allettante, la proxy invece non mi invoglia.
-
Ecco un test di un benchy a 35mms con t di 250 gradi, resto dei parametri come sopra.
Buona adesione e ottima resistenza del pezzo.....estetica decisamente da migliorare.se abbasso la temperatura il pezzo diventa più fragile.

-
Ciao, vi allego alcune prove di un cubo fatto in petg, vsto che è la prima volta che mi cimento con questo materiale e questa è la prima semi- decente che riesco a fare, chiedo aiuto sul settaggio macchina che al momento è:
Hotend a 245c, letto a 75/70 ( ottima adesione al piatto)
Velocità 35 mm/s
Ventola a 0 per il primo layer e poi a 30
Retrazione a 6,5mm con Velocità di 45
Ps : con una prova di trazione ho notato che alcuni layer tendono a staccarsi, ora ho in stampa lo stesso cubo a 250 gradi

-
Budget di 500 euro, se poi spendo meno non è che muoro 🤪
-
2
-
-
Il 13/5/2021 at 18:51, MayTs ha scritto:
Ma quella stampante viene fornita di serie col sensore per il livellamento automatico? perché in tal caso, non vedo il senso di dover far regolare lo Z-offset (che è un valore COSTANTE che non cambierà mai nella stampante, ed è dato dalla distanza tra nozzle e sensore stesso). Qualcuno sa chiarirmi
Va regolato la prima volta e poi a ogni cambio di ugello e a volte anche se livelli manualmente, il sensore ti permette la ripetibilità della posizione, ma non da alla macchina la distanza tra piatto e ugello.
-
ciao a tutti,
la mia vecchia Prusa ha trovato un nuovo proprietario e visto che mi sembra brutto lasciare un buco sul piano di lavoro mi interessava provare una corexy.
ho visto qualche macchina che come budget che rientra nel mio budget:
ender 6
creality elf
twotrees sapphire plus
sapete darmi qualche consiglio???o consigliarmi altre macchine??? le dimensioni del piano in questo caso non sarebbero una priorità, certo che se poi la macchina stampa bene e ha il piano grande tanto meglio, ma in questo caso non sarà questo il fattore determinate per la scelta.
grazie
Muffo
-
12 ore fa, Truck64 ha scritto:
Non penso che gli artefatti che hai mostrato siano causati da dei lack nella comunicazione. Da molto tutti i firmware implementano buffering dei gcode e loockahed per ovviare ad eventuali ritardi di comunicazione, e 115200boud è una velocità più che sufficente per trasferire le istruzioni anche per profili curvi senza G2 e oltre i 70mm/s. Il miglioramento della qualità passando da 70 a 40mm/s è spiegabile, quello della pima foto può essere di tutto.
Tanto per capire nei test con Octoprint il RPI come è alimentato? Il 5V dellla USB è isolato?
Stampando a 40 da rpi ho la stessa qualità che ottengo da sd a 70mms, se stampo da rpi a 70 ho un sacco di bozzi sulle parti curve.
Il cavo usb ha il 5v rimosso.
-
11 ore fa, eaman ha scritto:
Ma la RPI quando attacchi il cavo USB della scheda con dentro la scheda SD vede la scheda SD come supporto di storaggio?
Non lo so perché non ho il monitor installato, quando ho collegato la stampante al PC per fare l'aggiornamento mi leggeva la porta come seriale.
Comunque il rpi mi permette di salvare dentro la sd, ma con velocità di trasferimento molto limitata
-
Aggiornamento
Per il momento ho deciso di abbandonare il cambio firmware che risulta al di là delle mie capacità.
Mi sono limitato a upgradare la mia versione 1. 70.1bl alla 1.70.2bl.......non sapendo che differenze ci siano e non trovando nulla in rete a riguardo.
Octoprint: come consigliato da voi ho provato a trasferire da octoprint alla sd installata sulla stampante, la velocità di trasferimento è di circa 1mb ogni 10 minuti, quindi per trasferire i 3,6mb del benchy ci vuole più di mezz'ora. Credo dipenda dal fatto che il PC vede la porta usb come una seriale.
Come ultima prova della giornata ho provato a stampare il benchy collegando octo alla stampante tramite usb, ma limitando la velocità di stampa dagli usuali 70mm/s a soli 40mm/s. Cosi facendo ho riscontrando un netto miglioramento della qualità di stampa sui tratti dove prima avevo parecchie imperfezioni. Questo secondo me avvalora il discorso fatto sulla limitata velocità di trasferimento dati e renderebbe sensato provare ad alzare il baudrate a 250k.
Vi aggiorno sui prossimi sviluppi.
Muffo
-
Visto che il mondo firmware mi è completamente oscuro avete qualcosa da consigliarmi? Mi interessa avere il baud rate a 250k, la gestione del blocco touch e la compatibilità con la scheda silenziata, se poi ci sono altre migliorie ben venga.
Grazie 250k
Muffo
-
Ma posso scaricare quello ufficiale Creality e modificarlo?? Oppure devo andare su altro???
-
11 ore fa, eaman ha scritto:
Piuttosto, visto che mi ci hai fatto guardare, non e' che il firmware creality di default e' impostato a 115200 bbs ma si puo' ricompilare per farlo andare almeno a 250000 ? Io son sicuro che la mia taglio laser che e' a 8bit la controllo da remoto e tira 250 😉
Non ho mai smanettato nei firmware, stasera ci vado giù di tutorial e vediamo cosa combino.....comunque documentandomi ho visto che molte persone hanno il mio stesso problema e che la soluzione certa non sembra esistere.
-
1
-
-
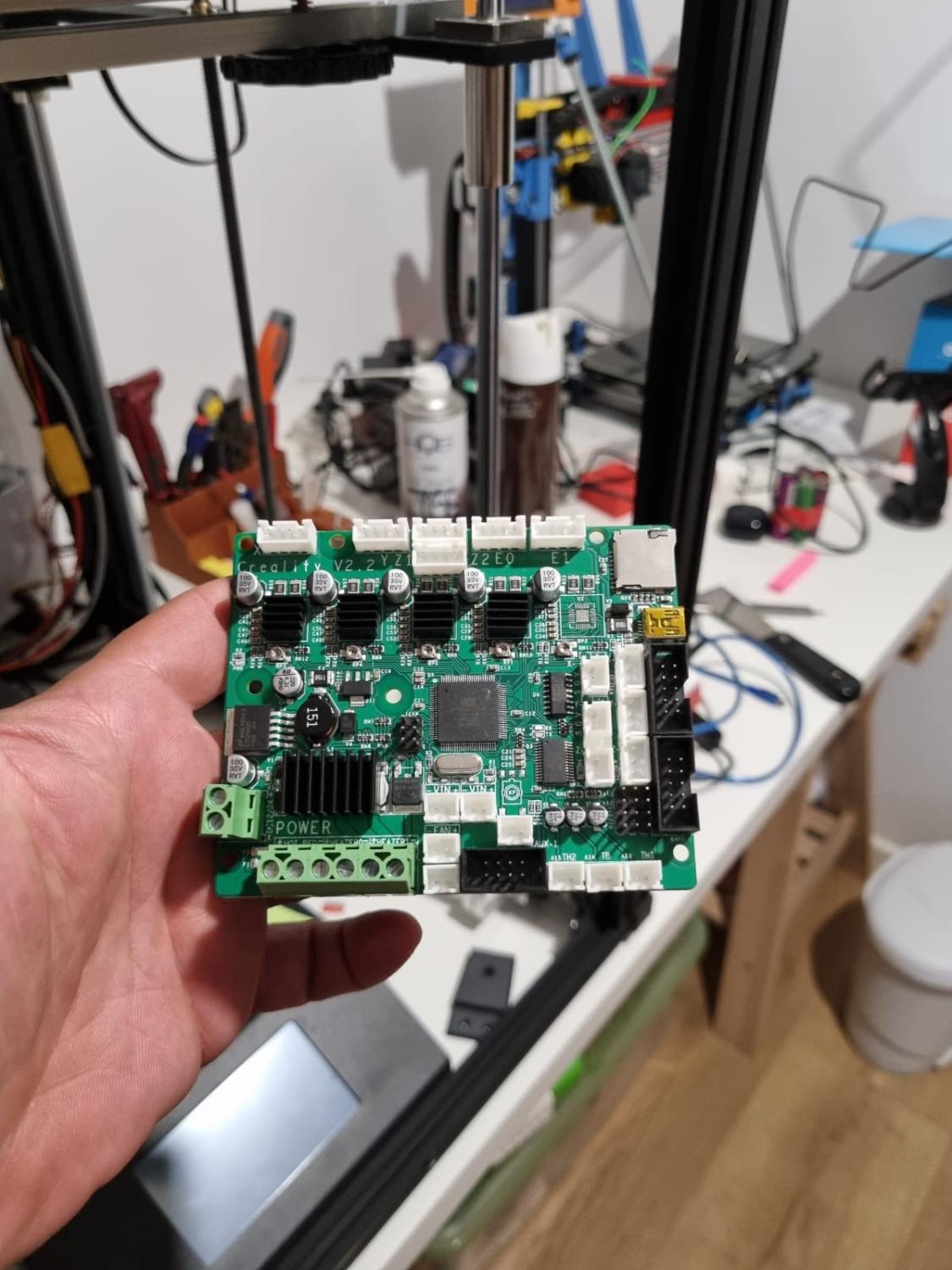
Sulla stampante ho solo la usb e la sd..
Ti allego foto della scheda originale (su ho quella silenziata ma a livello di connessioni sono identiche







Variazioni temperatura ugello
in Problemi generici o di qualità di stampa
Inviato
Ho messo su una bobina nuova ed è ancora peggio......