Help3d
-
Numero contenuti
1.242 -
Iscritto
-
Ultima visita
-
Giorni Vinti
75
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Help3d
-

Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Domanda: ma la ventola la hai ancora attaccata ai 5V oppure la hai messa sulla morsettiera e la controlli con il Gcode? Perchè da li escono 12V e la ventola va moooolto più veloce eh -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ho aggiornato la pagina principale (il primo post) con anche il nuovo firmware! -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
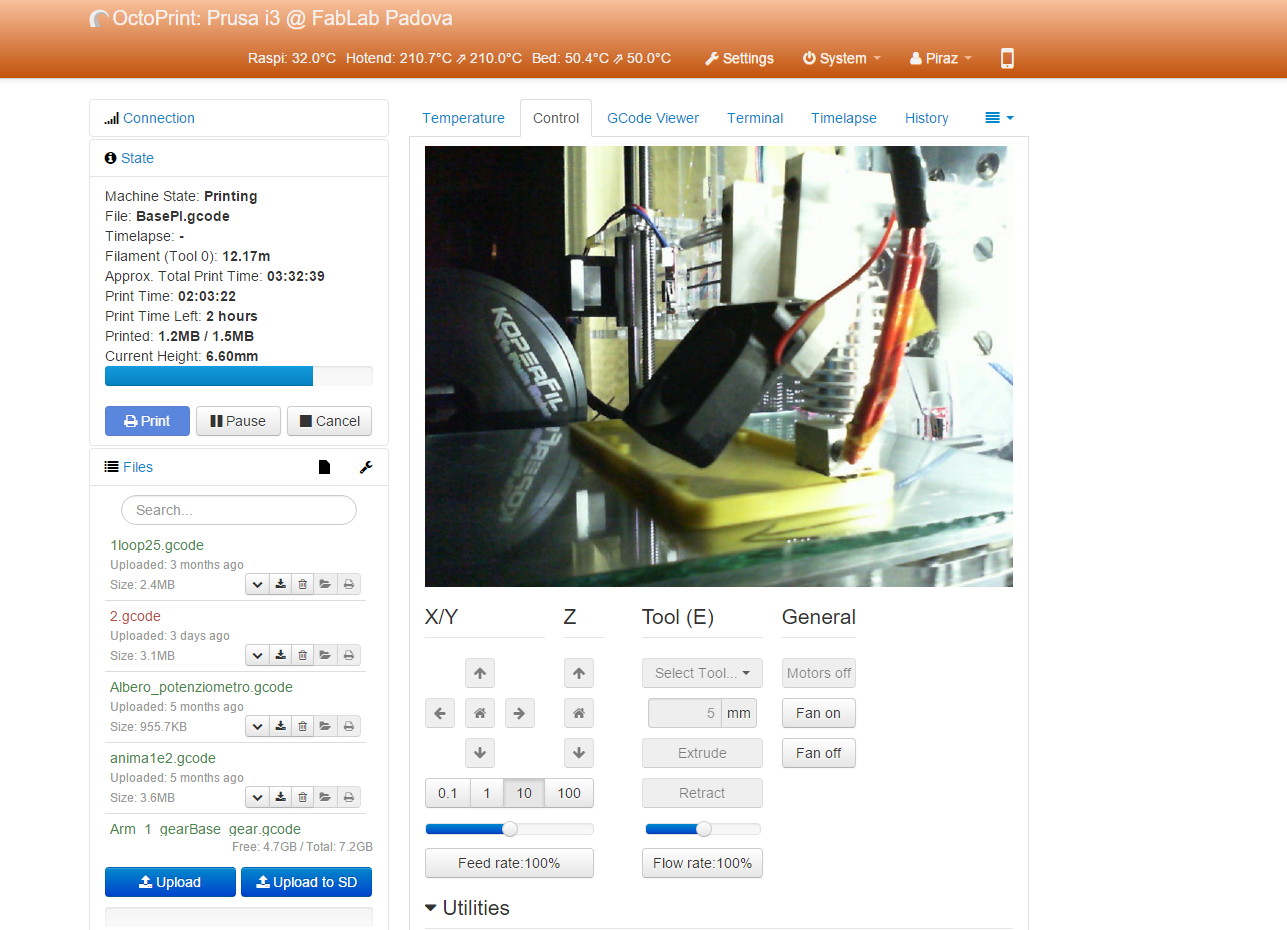
Tra le cose da fare avevo in programma un nuovo fan duct per l'estrusore e il pezzo da raffreddare. Avevo in mente di farne uno che mi evitasse la doppia ventola (una corpo alettato e una pezzo) creando un deviatore di flusso... ci viene in aiuto Thingiverse! http://www.thingiverse.com/thing:839620 me ne sono accorto ieri sera per puro caso! Stampate quella per la REPLICA E3D V6 -
Montare dei LED attorno all'Hotend, si può?
Help3d ha risposto a Pietrogramma nella discussione Problemi generici o di qualità di stampa
Considerando che ho il tuo stesso setup da 7 mesi ... si vai tranquillo, non assorbono nulla. La barra led la ho collegata direttamente all'alimentatore e poi la ho fatta passare su un Relè per poterla controllare separatamente. Così posso accendere la 3D ed avere le spenti o accesi. http://www.thingiverse.com/thing:1303754 questa piccola scatolina che ho disegnato ti tornerà molto utile... tieni relè e raspi tutto in posto solo. Io la barra led la ho messa DIETRO la webcam, su uno dei montanti. Zero problemi di sovra esposizione. ciao ciao!
-
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ecco a voi i risultato del nuovo firmware MARLINKIMBRA. Risoluzione 0.2 mm tanto per dire. Questa Prusa mi stupisce sempre più!
-
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
perchè ci mette troppo il tuo? il mio da 0 a 80° ci arriva in 3/4 minuti massimo da tutto freddo!! -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
La misura non cambia se sono in funzionamento o meno. Quello dell'extruder lo tengo a 0.85 e viaggia molto bene: quando metterò la ventola sopra lo porto a 0.9 e vedo di farla viaggiare a dovere. Gli altri driver portali a 0.6 V e sei a posto -
Righe verticali sfasate
Help3d ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Si, considerando che uso la NG quotidianamente da + di 2 anni.... confermo non è una buona stampa. Appurato che la retraction non è il parametro da andare ad analizzare, direi di concentrarci su: - Temperatura di stampa (il PLA di Sharebot va a 2015 max) - Stato delle cinghie e relativo tensionamento - velocità di stampa in mm/s Prima di tutto inizia stampare in MEDIUM, un oggetto del genere non ha senso stamparlo in High. Se usi solo il Pla di SB controlla che esso non sia umido. Se puoi, aumenta il flusso d'aria che investe il pezzo: la NG non è proprio il massimo come posizionamento ventole. In particolare il pla di SB è OTTIMO ma richiede un raffreddamento maggiore rispetto ai PLA standard. Prova mettendo anche una ventola davanti al piatto di stampa e vedi se migliora. Fammi sapere, ciao ciao -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
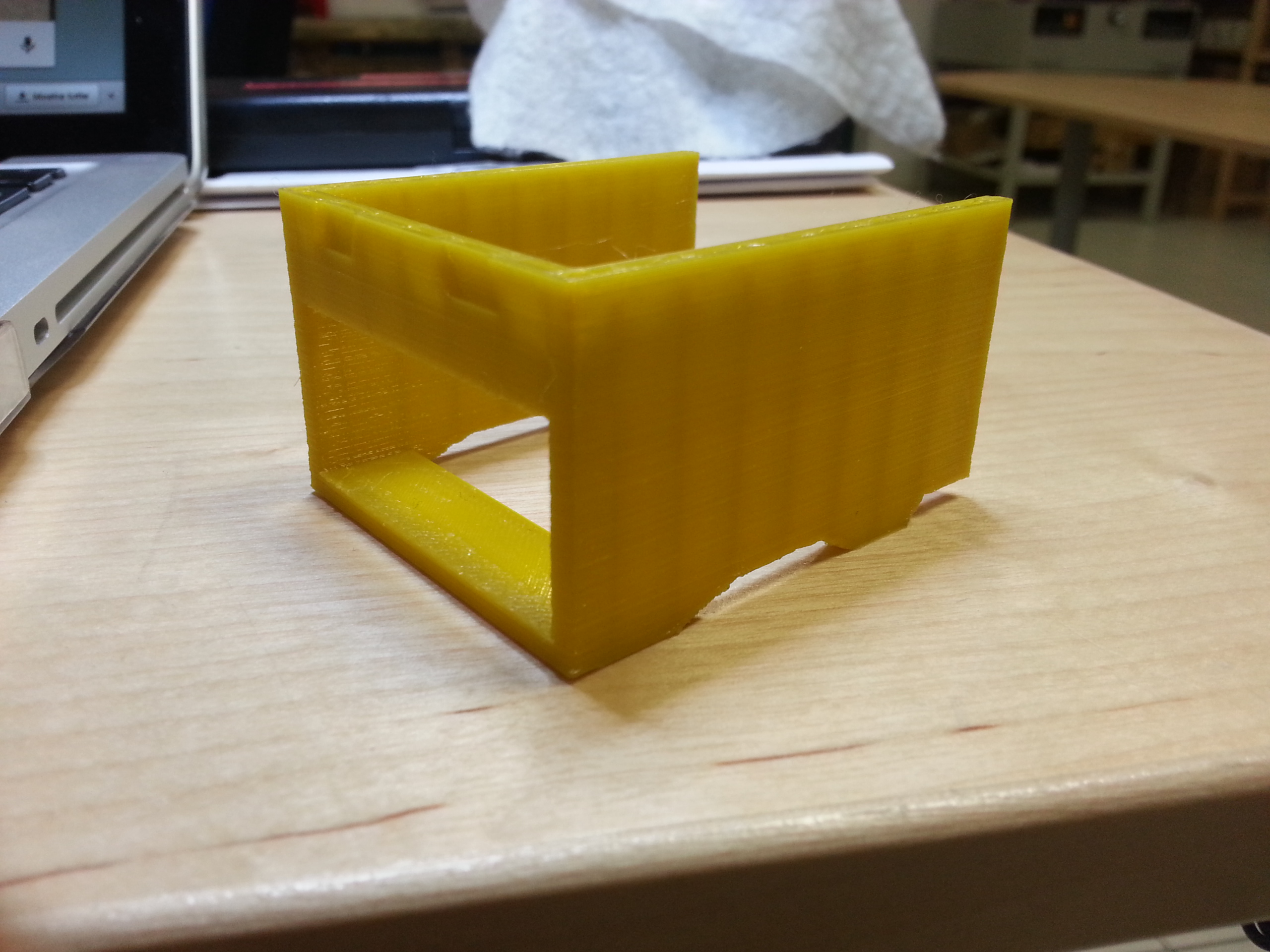
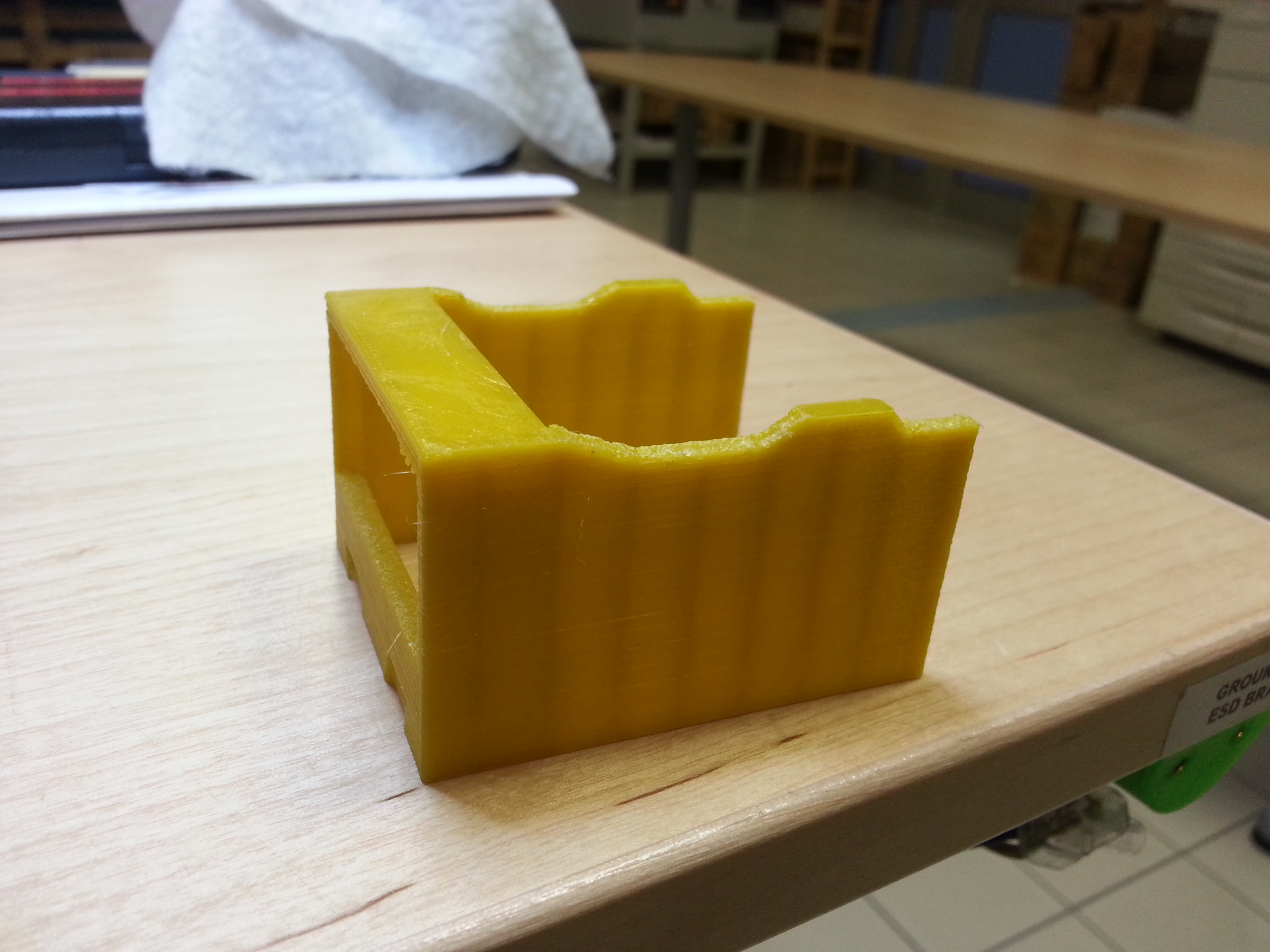
Ciao! Ho stampato solo la prima parte, poi non avevo voglia di terminarlo :) . Come vedi viene fuori molto bene. PLA della Koperfil (che ho in test). Velocità 60 mm/s
-
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
No a dire il vero, essendo dei A4998 il calcolo del Vref va fatto così: VREF = Corrente/2.5 Quindi se abbiamo i motori da 1.5 A è bene regolarli a 0.6. Mettendolo a 0.8/0.9 si da più "birra" al motore ma si rischia anche di più sul lungo termine (in particolare per il driver) -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Oggi giornatina di test vari e finalmente ho fatto qualcosa anche sulla I3. Per ovviare al famoso TAC TAC che viene fuori quando si settano velocità maggiori di 40/50 mm/s , ho provato a portare il Vref del driver relativo all'estrusore ad un valore di 0.9V (fuori dal tetto massimo tollerato dal motore). Risultato? Si stampa tranquillamente fino a 100 mm/s e con temperature impostate a 210° (PLA). Il motore non è per nulla caldo, il driver invece si ma nemmeno così tanto. Ci si appoggia il dito sopra e lo si tiene sopra senza problemi. Per sicurezza sarebbe bene metterci sopra una ventola piccola da 30X30. Domani se riesco ripeto i test con 0.85 impostato. Dovrebbe andare ugualmente e scaldare pure meno. PS: ho montato la modifica con i cuscinetti per l'asse Z. Devo dire che funzione. Semplice ed efficace! I cuscinetti sono i classici dei pattini/skateboard. Li trovate anche da Decathlon. Stay Tuned che appena finisco di configurare il Marlin Kimbra lo posto qui. -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Considerando che il PLA cinese varia di molto da bobina a bobina, quelli della temp sono valori "da modificare". Tu pensa che quelle che ho io qui vanno dai 190 ai 205. Quelle di un mio amico non meno di 230! Mi posti il File STL gentilmente? -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
190 è un valore messo a caso. I profili vanno adattati a seconda del materiale che si ha ovviamente! -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Quando il filo fa "tac-tac" possono esserci un milione di motivi. Ho elencato il PTFE non correttamente "incamiciato" e molti di voi lo hanno incollato e risolto il problema. Poi c'è da considerare effettivamente che, se regolate male la vite dello spingifilo e relativa molla, c'è il rischio che faccia rumore se questo spinge troppo sulla ruota godronata. Aggiungo inoltre un aspetto che nessuno di voi ha mai tenuto in considerazione: avete mai controllato il VREF dei vostri driver stepper? Sapete realmente se questi erogano la corrente necessaria per spingere il filamento? Se è regolato troppo basso come amperaggio farà sempre Tac tac. In ultimo, ma non per ordine di importanza.... IL FILAMENTO. Ci facciamo 1500 seghe mentali su meccanica , estrusori, firmware ecc ecc e poi? Abbiamo il filamento che fa schifo!! Nel dubbio la prima cosa che provo SEMPRE è a cambiare marca e in alcuni casi tipologia di filamento. Alle volte basta anche cambiare di colore. Per chi stampa tanto non è poi così raro trovare bobine "sigate" :) Ciao. Hai provato ad utilizzare i miei profili di Kisslicer tarati per questa stampante? -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
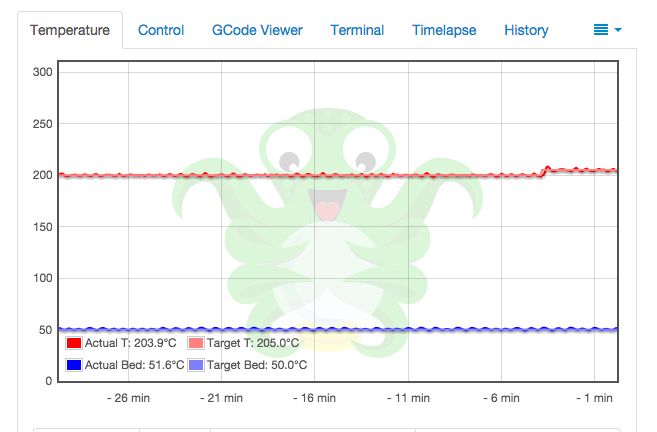
Il grafico non dimostra nulla ma... le quasi 2000 ore di funzionamento della macchina si :). Dimenticavo: la parte alettata è perfettamente fredda. Considera poi che qui in Fablab ci sono ben 13 ragazzi che la hanno montata con questo sistema assieme a me e.... vanno tutte bene :)! -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Concettualmente o no... funziona. Così come lo manda la sunhokey non va bene. Raffredda solo la parte alettata e non il pezzo. Qui raffreddi entrambi. E da grafico della temperatura non vedo alcun tipo di variazione significativa
-
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
hai mai provato a toccare la parte alettata? E' perfettamente fredda anche se la ventola punta così :) . Fidati, non è di certo quello il problema. -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Il supporto non è il problema... altrimenti non mi spiegherei le mille milioni di ore in stampa oramai fatte! -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Può banalmente essere umido il filamento. Molti non ci pongono la giusta attenzione e in tantissimi casi si risolve "asciugando" il filamento in forno a 50° per 3 ore. Stampi in un luogo umido? -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Se ancora non lo avete capito... NON USATE IL FILAMENTO CHE VI MANDANO! In molti casi fa proprio schifo, ed è proprio il motivo del tuo tac tac molto probabilmente! -
Righe verticali sfasate
Help3d ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Ciao a occhio stai usando il filamento bianco di Sharebot? Cosa intendi per "Safasatura" ? -
Onshape evai sul sicuro... manco lo devi installare!!
-
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Se è il Gcode te ne accorgi subito dalla preview quando viene generato. Questo invece è un classico esempio di "perdita di passi". I motivi che lo hanno causato possono essere molteplici: in primis controlla la meccanica e le cinghie. Poi ricorda che se durante la stampa il pezzo "warpa" ovvero si scolla dal piatto, esso poi va ad impattare contro l'ugello causando poi una perdita di passi. Alle volte basta anche che non warpi ma che semplicemente si creino dei "blob" di materiale -
Prusa I3 by Sunhokey
Help3d ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Dai un occhio qui... http://help3d.it/come-regolare-la-distanza-piatto-ugello/ -
Sviluppo e costruzione stampante custom
Help3d ha risposto a AndyF nella discussione Hardware e componenti
Io ho solo E3D V5 e V6 cinesi... sono una bomba! e costano poco... :)