

MayTs
-
Numero contenuti
487 -
Iscritto
-
Ultima visita
-
Giorni Vinti
18
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da MayTs
-
-
1 minuto fa, shakle ha scritto:
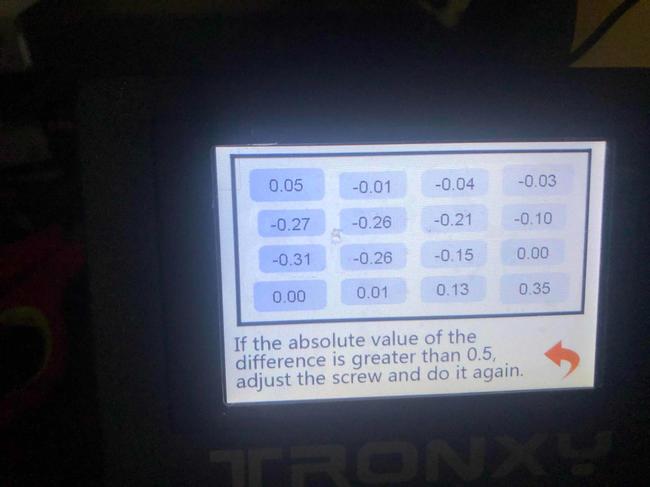
quei valori sono affidabili.. infatti chiunque ha una tronxy ha un minimo di discostamento.. avere tutti 0 è impossibile.
come direbbero da me... "grazie pel mona"...
Ovvio che un piano dritto al millesimo non esiste, ma te hai uno scostamento di più di 3 decimi tra un punto e quello adiacente.
Guarda i 4 valori verticali di sinistra: parti da +0.5, vai a -0.27 (0.32 millimetri), vai a -0,31 e poi torni a 0.
Significa che il piatto è palesemente convesso al centro e tre decimi sono un enormità(pensa che se stampi layer da 0.1 mm ti perdi 3 layer...)
6 minuti fa, shakle ha scritto:ma il fatto che il quadro è venuto a rombo forse è dovuto ad un cattivo allineamento delle barre.. non avevo una tavola quadrata per fare gli angoli perfetti.. e ho lasciato così.. oppure forse le rotelle delle cinghie non sono messe al posto giusto..
come detto prima, controlla che tutta la meccanica sia assemblata correttamente, altrimenti col cavolo che stamperai bene. e anche ciò che hai trovato pre-assemblato, controllalo...
DOPO che hai fatto sti controlli e sei sicuro al 100% che sia tutto corretto, allora vediamo di capire se c'è un problema nelle stampe dovuto ad altri fattori e come risolverlo...
E le calibrazioni di estrusore e assi... non dimenticarlo... non avere fretta che perdi tempo e puoi far danni (come rigare un piatto)
-
 1
1
-
-
3 ore fa, shakle ha scritto:

io non so quanto questi valori siano affidabili... ma se lo fossero, hai il piatto palesemente storto(nel senso che è deformato). Verifica se è effettivamente così, e al caso io valuterei di farmelo sostituire...
-
Ma quella stampante viene fornita di serie col sensore per il livellamento automatico? perché in tal caso, non vedo il senso di dover far regolare lo Z-offset (che è un valore COSTANTE che non cambierà mai nella stampante, ed è dato dalla distanza tra nozzle e sensore stesso). Qualcuno sa chiarirmi sta cosa?
-
Ma hai provato solo cambiando termistore e cartuccia?
-
15 minuti fa, Luca88_sk ha scritto:
quindi la scheda madre non protegge gli estrusori da 12v da un voltaggio piu elevato?
Perchè dovrebbe farlo? Se è progettata per lavorare a 12 volt devi farla lavorare con roba a 12 volt. Punto.
-
1
-
-
Ma dopo aver sostituito cartuccia e termistore, hai provato a stampare?
Hai controllato se funziona bene la ventola sull'hotend?
Che temperature leggi sul display mentre va in allarme? Troppo alte o troppo basse?
-
1 ora fa, shakle ha scritto:
Era la fraffetta troppo laterale e il sensore la rilevava.. spostata e risolto
1 ora fa, shakle ha scritto:@MayTs suca
Quindi avevo ragione io?😁
50 minuti fa, shakle ha scritto:può andare ragazzi?
ho cercato di stampare il cubo incluso nella microsd ma il primo layer non si incolla al bed.
Ti sembra che può andare?
Hai sgrassato per bene il piatto prima di usarlo? Carta e alcol.
Hai livellato? Nella tua immagine c'è ancora una differenza di 3 decimi nell'angolo destro(che sono più di un layer...).
Hai usato lacca o colla stick per aumentare l'adesione del piatto?
Cosa stampi? Temperature?
-
Ok, hai ragione tu. Allora vuol dire che l'ha fatto apposta perchè gli stai sulle balle😁
-
 1
1
-
-
Hai montato male...😁
-
Cambi ventola ogni kg di filamento???😱
Cambia estrusore senza pensarci 2 volte...
-
1
-
-
9 minuti fa, shakle ha scritto:
come si livella la base? come si regolano gli step dell'estrusore? come si calibrano gli assi?
12 minuti fa, MayTs ha scritto:1)leggere le istruzioni
-
2 minuti fa, shakle ha scritto:
questa è la prima estrusione... quali sono le prime cose da fare prima di stampare?
1)leggere le istruzioni
2)accendere un cero a San Printo
3)lavare il piatto
4)livellare la base
5)regolare gli step dell'estrusore
6) iniziare le calibrazioni degli assi
Se funziona tutto, continuare a stampare, altrimenti rileggi dal punto 2(soprattutto il punto 2🤣)
-
3 ore fa, Killrob ha scritto:
Sono d'accordo su tutto, ma la cinghia con un solo driver che controlla i 2 motori è più deleteria che altro a mio avviso.
Sono d'accordo con te, ma le barre a stampante spenta son libere di muoversi. Ed io ho mia moglie che gira per casa in preda ad isteria da polvere che DEVE andare a toccare tutto ovunque (una volta l'ho vista passare lo straccio sulla stampante, mentre stampava....).
Con la cinghia ho la certezza che a motori spenti le 2 barre se proprio vengono mosse, lo fanno assieme.
Se poi per un problema o un altro, durante la stampa, un motore perde un passo, lo farà anche l'altro...
2 ore fa, Truck64 ha scritto:Non ho capito la procedura. Se intendi che hai scollegato un motore per muovere solo l'altro è esattamente questo che NON bisogna fare. Se i motori sono alimentati dallo stesso drive devono essere anche in fase quando li leghi assieme con la cingia, altrimenti si metono a lavorare l'uno contro l'altro. Quindi l'allienamento del portale X lo devi fare allentando uno dei giunti e girando la singola vite, o lavorando su una delle chiocciole. I motori li devi mettere in coppia liberi dalla cinghia, che vanno in fase da soli, poi devi fissare le pulegge senza farli torcere (.!.!.!).
no, lasciavo alimentati entrambi i motori alimentati proprio per lasciarli "in fase". Però mentre i motori sono alimentati, puoi ruotare una solo delle barre, facendo di fatto perdere un passo al motore in questione, senza far muovere l'altro. In più ti ritrovi con un movimento a scatti che ti aiuta con le regolazioni di fino.
-
non ho e non ho mai avuto octoprint (attendo una mega offerta..). ma so che alcuni, per "sorvolare" tale problema, trasferiscono il file da stampare sulla sd (tramite octoprint) e avviano la stampa... però il trasferimento sulla sd sarà lunghetto a quella velocità...
-
2 ore fa, Killrob ha scritto:
cioe, scusa, tu ha 2 motori, 2 barre 2 cavi e 2 drivers differenti per Z? o sono gestiti dallo stesso driver?
No,ho un solo driver Z. monto la scheda originale 4.2.7 Creality.
ma essendo io pignolo, ho voluto raddrizzare l'intero asse x agendo appunto sui singoli motori di Z, e sincronizzandoli poi con pulegge e cinghia.
Normalmente, se sei un po' storto non te ne accorgi(o non ti interessa) perché tanto, livellando il piatto, lo metti parallelo all'asse X. Però sarebbe più corretto avere l'asse X perfettamente perpendicolare ai montanti Z, e regolare il piano poi
-
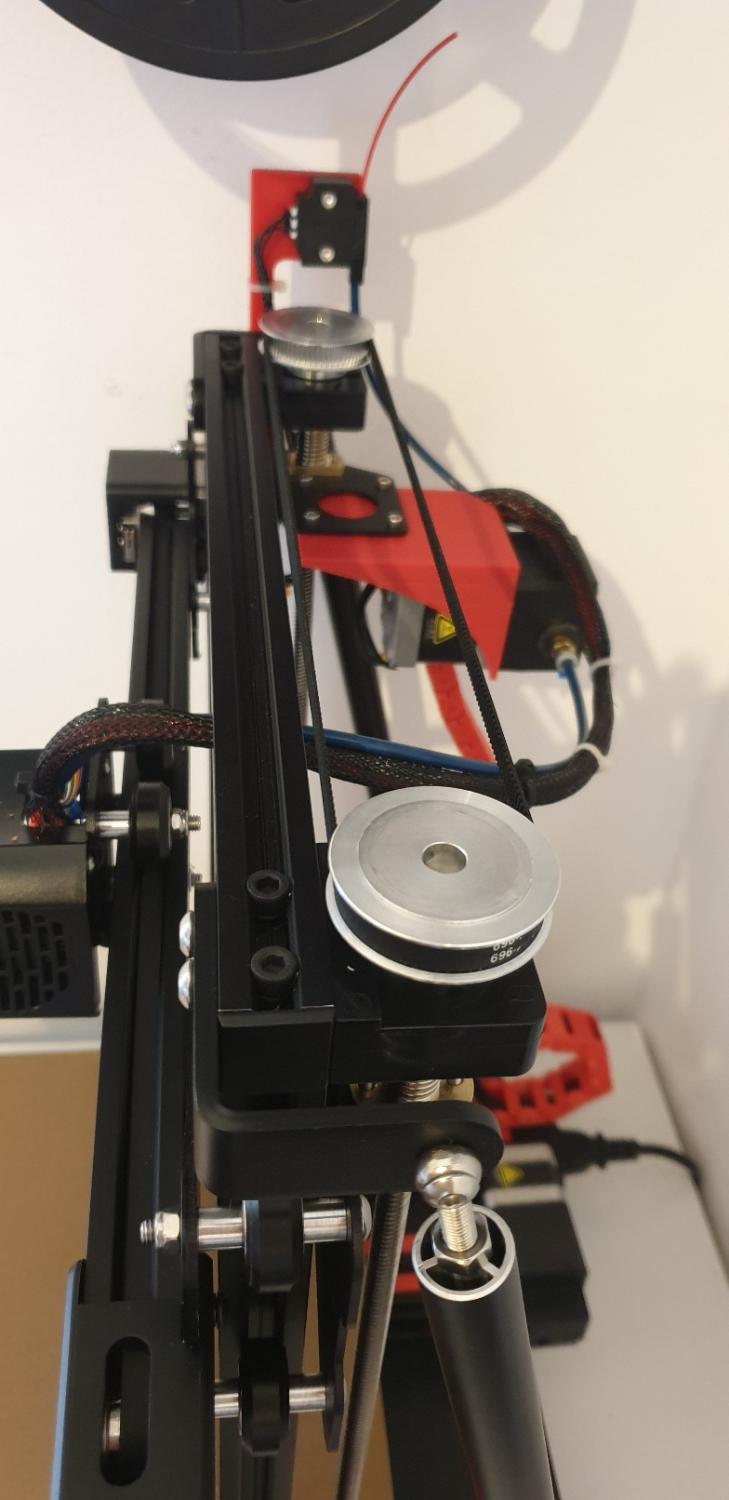
Pulegge e cinghia arrivate.
Confermo che non c'è necessità di sostituire le barre.
La cinghia è già di lunghezza corretta, e non è necessario installare un tendicinghia (anzi, al contrario, è caldamente sconsigliato per non rischiare di far flettere le barre).
Ho dovuto installare anche le guide delle barre (che mi erano state fornite assieme al kit doppio Z). Tali guide hanno i cuscinetti flottanti, e permettono quindi un leggero movimento delle barre (se storte).
Ho perso un po' di tempo per "sincronizzare" i 2 Z (a destra ero più basso di 1.4 decimi), ma basta un po di sana pazienza, e soprattutto lavorare con i motori alimentati(in questo modo è più semplice lavorare a "step" col singolo motore).
Nel mio caso, sono installate anche le chiocciole anti backlash quindi ho perso 20mm di corsa sull'asse Z, ma me ne farò una ragione...
-
che sia arrivata in sottovuoto non significa che sia necessariamente buona... mi sono arrivate parecchie bobine in perfetto sottovuoto ma col pla che si spezzava solo a guardarlo...
e mi sono arrivate bobine non in sottovuoto che erano perfette(puro culo).-
2
-
-
il gcode iniziale non influisce sulla stampa. serve solo a fare l'home, a resettare gli assi ecc.
1 ora fa, Gia6co ha scritto:Credo cmq che il problema sia nello slicer, perché quando lo chiudevo mi andava in errore per il plugin del modulo wifi (scaricato dal produttore della stampante e non compatibile evidentemente con la versione attuale). Reinstallato il nuovo plugin (ottenuto dal sito dello slicer) il programma sembra più fluido.
Ma stampi da wifi? se è così, non farlo...
-
1
-
-
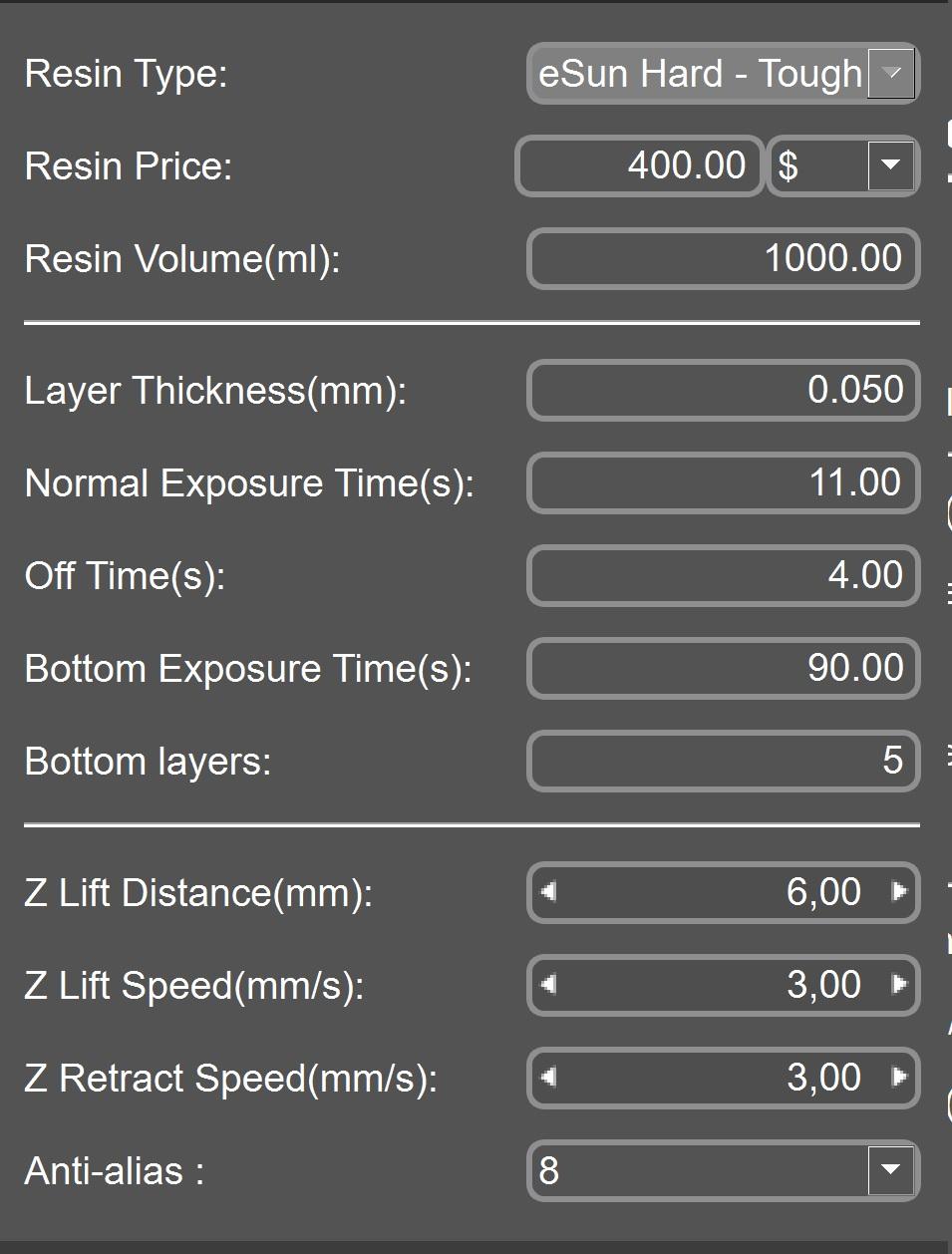
di solito questo problemi dipendono dalla resina e/o dai settaggi non ottimali di tempi di esposizione.
Purtroppo, ho zero esperienza con i display mono, che hanno cambiato di fatto il mondo delle stampe a resina, dimezzando si i tempi ma creando maggiori difficoltà: se prima con una resina mettevi 10 secondi di esposizione e sbagliavi di 1 secondo, la differenza era minima (in realtà manco tanto minima). ora con i mono, sbagliare di mezzo secondo significa alle volte buttare tutto...
allego i miei settaggi per quella resina (bianca) però per display normale, quindi probabilmente non ti servono ad una cippa... più di questo non so... devi fare test e test.
Ricorda che anche un semplice cambio di temperatura ambientale può obbligarti a cambiare i parametri...
-
1 ora fa, Gia6co ha scritto:
Ci sono codici superflui che possono essere tolti? o magari posso aggiungerne altri per migliorare la qualità della stampa?
Ma hai riscontrato dei problemi utilizzando il codice offerto da cura? Perché se così funziona e non hai richieste particolari, non vedo quali modifiche si dovrebbero fare...
-
1
-
-
Il 10/5/2021 at 15:54, Gaarax ha scritto:
si tratta di un cilindro di 170 cm con altezza 40
parli di centimetri o millimetri? perché fare un pezzo da un metro e settanta con una stampante è un progetto ambizioso per uno che non ha esperienza...
-
1
-
-
4 bar non vogliono dire niente. dipende dalle geometrie del pezzo.
Esempio, 4 bar se applicati ad una superficie di 1 cm quadrato, sono 4 kg di forza.
gli stessi 4 bar applicati ad una superficie di 10 cm quadrati, sono 40 kg di forza...
Quindi dipende da dove va a "premere" l'acqua e su quanta superficie...
-
2
-
-
52 minuti fa, eaman ha scritto:
Ma cosi' se smolla la colla?
quale colla? mi son perso...
EDIT:
Ho capito... ho pubblicato la risposta di un altro topic in questo... fate finta di niente...
-
2
-
-
abbiamo la stessa stampante (ma io ho allungato il bowden) ed ho ritrazione 5 mm a 40mm/s.
Continuo a credere che è il filamento che fa 💩...
In ogni caso, in quest'ultima foto che hai messo, la stampa sembra che non si sia staccata dal piatto, quindi un passo in avanti c'è...

PETG problemi. Re-edit: ancora non ci siamo...
in Problemi generici o di qualità di stampa
Inviato
Devo ammettere che questo è il tipo di risposte e azioni che apprezzo di più. Sembra una cazzata ma per quanto si possa credere che sia un test inutile, nessun test lo è. E la voglia di mettersi a fare prove, a sbatterci la testa, impiegare ore del proprio tempo, non è mai fatica sprecata.
Quindi, se ne hai voglia continua con queste prove e vediamo effettivamente i risultati.
Sarebbe interessante fare i test spaziando le stampe con filamenti di 1 ora, 24 ore, 48 ore ecc. saturi di umidità.
Questo, non per dimostrare se il petg sia o non sia sensibile all'acqua (in quanto tutti i polimeri lo sono, alcuni più di altri come il pla), ma in quanto tempo esso possa degradarsi.
Come ha detto @Whitedavil a prescindere dalla percentuale di umidità, ci vuole X tempo perché un materiale si degradi.