

elcuma
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da elcuma
-
-
3 ore fa, eaman ha scritto:
Che altezza layer usi per il primo layer?
0.2mm, aumentato un poco il flusso del primo layer e ridotto quello successivo
-
3 ore fa, Cubo ha scritto:
Non puoi proprio fare quei tre "perni" più grandi per ospitare i prigionieri ?
Purtroppo no, mi sono già allargato quanto più possibile, addirittura così anche la sola cucitura dava fastidio prima che la carteggiassi tutta
3 ore fa, scuotter ha scritto:Se può servirti, io le ho piantate tutte a freddo nelle parti in petg per l'estrusore
Martello o morsa?
-
Ciao a tutti,
scusate ma ritorno ancora sull'argomento in quanto sto continuando a fare prove su prove ma non cambia nulla.
Il 1/4/2024 at 20:35, eaman ha scritto:Ma fagli fare la mesh DINAMICA ogni volta e stop, cosa stai a porti il problema.
- https://github.com/SoftFever/OrcaSlicer/wiki/adaptive-bed-mesh
Se invece hai klipper basta abilitarla nello start gcode.
Ho fatto il tentativo di modificare lo start gcode in Cura inserendo il comando G29 (livellando manualmente prima) ma peggiora ulteriormente.
Ho provato a fare un reset di fabbrica per ripartire da zero (con il factory reset va a cancellare anche i settori di memoria dove si salva la mesh o no?). Risultato: nessuno.
Alla fine mi sono arreso ed ho scritto all'assistenza Creality la quale, con un inglese tradotto malissimo, mi ha consigliato candidamente di fare un factory reset... grazie graziella e....
Non ho mai accennato al discorso firmware: la stampante è arrivata praticamente con l'ultima versione disponibile (nov 2022) dal changelog della penultima versione l'unica modifica introdotta è il supporto al modulo laser mentre l'ultima versione addirittura non è compatibile con il mio hardware.
Sapete se esiste un'assistenza ufficiale italiana?
-
Ciao
Il 29/4/2024 at 13:36, NicoNico ha scritto:Per quanto mi riguarda, la regola madre è sovraspessorare (che sia metallo ma anche plastica perché, essendo FDM, non è paragonabile all' iniezione), quindi ok per nervature + marcate o numericamente maggiori e 100% infill.
Le parti meccaniche le realizzo tutte con PETG (facile da stampare e meccanicamente buono), il verso di stampa -dove possibile- sempre contrario alla trazione.
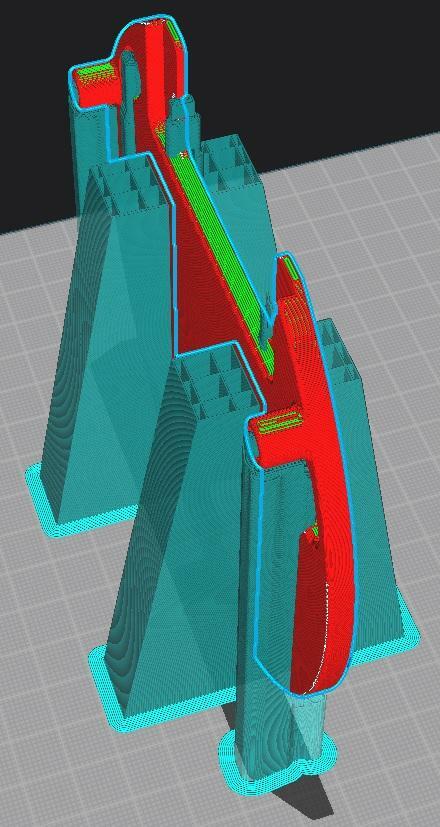
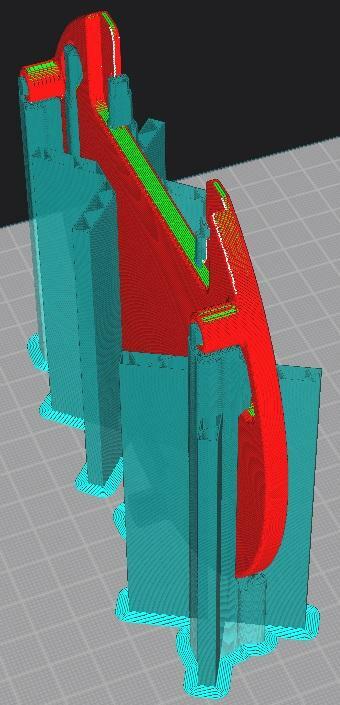
Infatti stavo lavorando ad una versione con nervature anche se in realtà seguendo il consiglio di aumentare perimetri e strati inferiori/superiori alla fine viene pieno già così anche senza usare infill.
Per il verso di stampa... per ottenere il verso contrario lo dovrei stampare in verticale ma essendo così sottile e per di più tondo aggiungerei ulteriori supporti oltre a quelli proposti dallo slicer e a questo punto mi chiedo quale delle due versioni che ho abbozzato usereste per stamparlo così (tempi stimati da Cura: 10h57m per il primo e 9h51m per il secondo)
Il 29/4/2024 at 13:36, NicoNico ha scritto:Nel tuo caso poi parli dei 3 perni che dovranno supportare 1.2kg (400 grammi l'uno in linea teorica) ora: non è tutto questo peso, ma penserei magari a inserire le boccole letteralmente durante la stampa (pausa ad un certo layer → inserimento boccole/dadi → ripresa stampa) in modo da creare dei prigionieri.
Come boccole ho visto che vanno molto queste. Per creare un prigioniero dovrei aumentare il diametro dei "perni", ma purtroppo non posso farlo perchè sono già al limite e ho visto che entrano nella loro sede al pelo. Già così devo sperare che inserendo quelle boccole con il saldatore non si deformi tutto.

-
5 ore fa, FoNzY ha scritto:
che materiale vuoi usare? secondo me non è semplicissimo pe la stampa fdm se la pensiamo nel lungo periodo...
Poichè andrebbe posizionato si all'esterno ma in una zona dove non batte mai il sole, pensavo di stamparlo in PLA+
5 ore fa, eaman ha scritto:L'infill non ha funzione strutturale, serve a sostenere il top layer.
Se vuoi resistenza servono perimetri, le nervature avrebbero senso.
Grazie della dritta! Provvederò a modificare il disegno inserendo le nervature
-
Ciao a tutti!
Premesso che di progettazione meccanica non so nulla, chiedo aiuto a voi per capire quale direzione prendere.
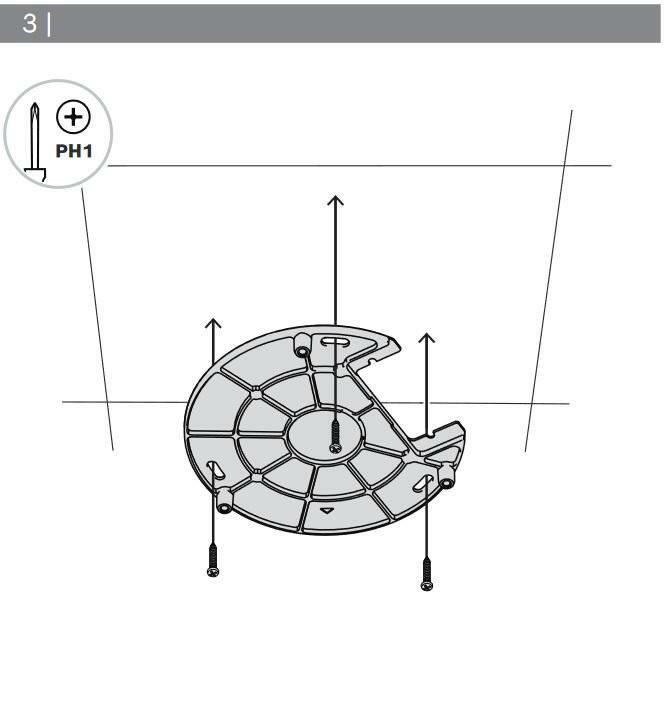
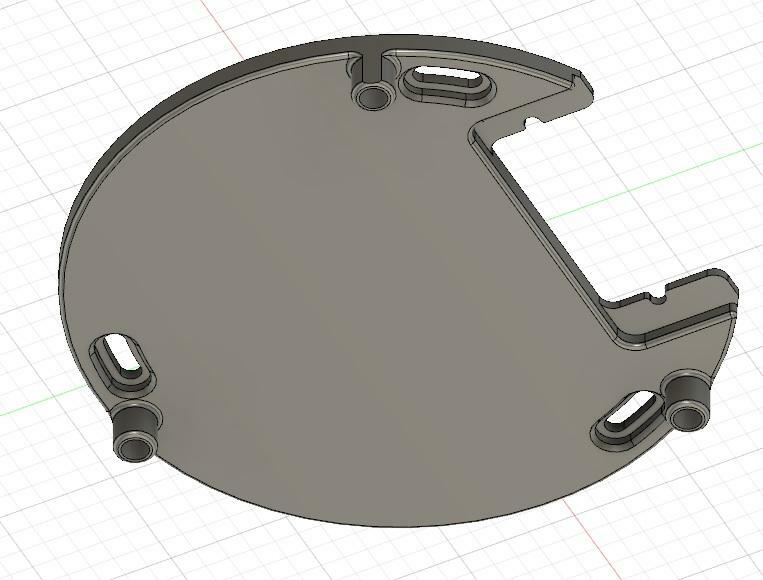
Ho la necessità di riprodurre la piastra di fissaggio a muro per una telecamera della prima foto, e al momento ho ricreato il modello "pieno" della seconda.
Osservando il pezzo originale, in metallo, mi viene da pensare sia stato ottenuto per fusione quindi immagino che le nervature che si vedono servano sia per migliorare la distribuzione del metallo durante la fusione sia per dare più rigidità al pezzo finito e in ultimo per usare meno materiale.
La domanda quindi è se convenga lasciare il modello così come l'ho creato ora, cercando di trovare un buon compromesso per il valore di infill (quindi più tempo e più materiale) oppure se andare a ricreare un po' le nervature dell'originale; il tutto considerando che sarà da fissare a soffitto e che scaricherà tutto il peso (1.2kg circa) sui 3 "perni" a fianco dei fori dove dovrò andare ad inserire delle boccole filettate M4.
Grazie!
-
Ciao a tutti e buona pasquetta,
ritorno sull'argomento in quanto sono finalmente riuscito a sostituire le molle originali con i "tappi" in silicone che mi avete consigliato...
La situazione è oggettivamente migliorata e mi sono preso un po' di tempo per fare delle prove sia con pezzi grandi che piccoli. Se prima, come detto in apertura di discussione, dovevo effettuare delle macro-regolazioni ad ogni stampa, ora devo fare delle micro-regolazioni ogni 3/4 stampe. Forse sono entrato in paranoia a causa della situazione di prima.
Secondo voi posso sopperire semplicemente facendogli acquisire la mesh del piatto più spesso?
-
Rieccomi qua, buonasera a tutti!
Premetto che non sono ancora riuscito a controllare il serraggio generale delle viti che conto (spero) di riuscire a fare nel w-e.
In questi giorni, leggendo le vostre risposte, ho ripensato che all'inizio nel cercare di capire quale fosse il procedimento corretto per livellare il piatto un bel giorno mi sono imbattuto in uno dei tanti "how to" che, a grandi linee, diceva così: "allentate tutte e quattro le manette sotto il piatto fino a che non girano completamente libere, successivamente fatele girare con un colpo fino a che non si bloccano perchè incontrano la prima resistenza della molla ed inifine col solito foglio fare le regolazioni di fino"
A questo punto mi viene il dubbio che questo continuo spostamento del piatto sia magari dovuto al fatto che le molle lavorano al limite dello "scarico", è plausibile?
-
23 ore fa, eaman ha scritto:
Bisogna che controlli tutte le viti a brugola e le viti, magari cambia le molle con supporti in silicone oppure mettili proprio fissi in metallo dato che hai la sonda per calibrare il piatto.
Ci sono un fracco di parti li' sotto che si possono muovere, quindi di tanto in tanto qualcosa cede alla tensione accumulata. Ci sono soluzioni hardware e software per rimediare.
Grazie mille per la dritta, quindi per iniziare mi farò allora una bella sessione di serraggio viti...
22 ore fa, Tojuro ha scritto:Non ti preoccupare che capita non solo a te. Io con piatto nuovo, vetro nuovo, molle e viti nuove, tutto controllato e serrato bene: comunque per calibrarlo, se lo voglio fatto in modo decente, devo comunque ripassarci più volte e il centro rimane sempre quello più vicino al nozzle... sarà perché i piatti cinesi non sono perfettamente in bolla.
Eh si, per la calibrazione io la faccio ad ogni stampa... a volte non c'è nulla e a volte qualche aggiustatina ci vuole.
Sapere che è "abbastanza normale" con questo genere di prodotti mi rincuora e se il male è fare un giro con il foglio ad ogni stampa non credo rappresenti un grosso problema (almeno per me)
-
Ciao a tutti!
Da qualche mese ho acquistato una Ender 3 S1 Pro come primissima stampante per addentrarmi un questo mondo.
Apro questo post con una domanda aperta a chi vorrà rispondere perchè non sono riuscito a trovare nulla di già discusso: a qualcuno capita/è normale che tra una stampa (ieri) e l'altra (oggi) il piatto si scalibri a tal punto da fare staccare l'oggetto?
Ieri prima di avviare la macchina ho controllato col solito metodo del foglio sotto l'estrusore e difatti la stampa è venuta perfetta e bella adesa al piatto così stamattina vado per lanciare lo stesso oggetto e dopo aver depositato correttamente 4mm di brim, la parete esterna del primo strato si è staccata subito (non ho modificato alcuna impostazione, stesso g-code, stesso PLA, stesso tutto).
Ho quindi ricontrollato con il foglio e mentre da un lato era perfetto, su un angolo del lato opposto sembrava di buttare dei salami in corridoio!
Questo problema l'avevo già riscontrato in passato ma, poichè spesso per problemi di tempo passano anche settimane tra una stampa e l'altra, mi rugava ma pensavo fosse più o meno normale ma dalla sera alla mattina sicuramente non lo è!
Aggiungo, se fosse utile, l'informazione che ho notato che il piatto non è perfetto poichè fa una leggera conca al centro nel senso della x, nella y invece sembra a posto, tuttavia se lo taro con il foglio riesco a stampare anche oggetti perfettamente centrati sul piano stesso senza avere grossi problemi.
Grazie mille a chi vorrà rispondermi!
-
Ciao a tutti, mi chiamo Marco e da qualche tempo mi sono buttato in questo mondo dopo averlo guardato da fuori per lungo tempo con sospetto.
La strada è ancora lunga ed in salita (finito qua vado ad aprire subito un post di aiuto!), ma qualche soddisfazione sono riuscito comunque a prendermela!
-
 2
2
-
Calibrazione piatto infinita
in Problemi generici o di qualità di stampa
Inviato
Questo per "recuperare il dislivello"?