

RyanMaverick
-
Numero contenuti
77 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da RyanMaverick
-
-
Anycubic MEGA Pro - pesantemente modificata
Anycubic Vyper
-
Giusta osservazione. Il Phaetus si trova anche più facilmente in Europa.. qualcuno sa dire qual’è il migliore?
-
Ahah, avevo intuito! Il nickname comunque deriva da lì ovviamente! 😜
-
 1
1
-
-
Avete ragione, chiedo scusa! Mi sono fatto prendere dall’entusiasmo! 🥲
9 ore fa, dnasini ha scritto:Grazie per le dritte e per gli spunti. Alla fine avrei deciso di cominciare con il solo heat break bi-metal rame-titanio da installare sul mio attuale hotend. Secondo me vale la pena prenderne due pezzi? la rogna e' che su aliexpress dovrebbe arrivare a fine settembre, sapete dove poterlo prendere un EU e farlo arrivare prima?
ho cercato anche io ma nulla da fare.. il massimo che ho trovato è fine Agosto.. che significa Settembre.
Su Amazon ci sono i cloni (n2 pz a 18€).. però se dicono che gli originali Trianglelab sono nettamente migliori, probabilmente, non ne vale la pena! 🤷🏼♂️
-
 1
1
-
-
15 minuti fa, eaman ha scritto:
Io mi trovo bene, sono 6 mesi che la uso. La Ortur ha piu' roba, costa il doppio, mi sembra che abbia un firmware balugo.
Anche la nuova Master2Pro?
Uff, sono molto indeciso tra questi:
-
28 minuti fa, eaman ha scritto:
Intendevo dire Triangle Labs, e' che stavo montando una Two Trees e mi sono confuso (almeno i driver e i motori della laser li ho messi giusti)
Fammi sapere come ti trovi poi.. io sono molto indeciso se prendere una Ortur.. tu che mi dici?
1 ora fa, Whitedavil ha scritto:Da trianglelab vai tranquillo. Quando hai l'hotend in mano capisci dove sono andati i soldi. Io monto il loro bmg con V6 con gola titanio, blocchetto in ottone e nozzle in acciaio temprato e mi trovo veramente bene.
Mi sa che tra qualche settimana provo anche io sulla mia ultima stampante a passare a Trianglelab con il V6, anche se devo adattarlo un po’..
Sull’altra ho montato questo (versione std flow).. e ovviamente sto volando, ma penso sia veramente troppo caro!
-
No no, aspetta, io non parlo del capricorn blu (anche io uso solamente questo, quello che mi arriva di stock lo uso solamente per far passare il filo dall’essiccatore al sensore di filamento!)
Io parlo di quello annegato dentro l’Heatbreak.. quello ho sciolto!
-
 1
1
-
-
3 minuti fa, eaman ha scritto:
Eri tu che in un altro thread dicevi di aver mandato l'estrusore a tipo ~250gradi? Mica una cosa da PLA 😉
Infatti è successo proprio quella volta, e lo avevo fatto per liberare l’ugello.. ed ho fuso tutto! 🤪
Errori da pivello, lo so!
-
1
-
-
1 ora fa, Truck64 ha scritto:
Salvo che mi piacerebbe contare quanti hanno avuto il problema del blocco del flusso perchè la parte del tubo a contatto con il nozle si deteriora.
🙋♂️
-
Cambia anche ventola sul dissipatore già che ci sei! 😅
-
1
-
-
Ma figurati.. è semplicissimo sostituire il PTFE.. però bisogna capire bene che succede.
Se smonti, mi raccomando, fai sempre prima le foto della situazione attuale. E condividile anche con noi se vuoi, così ti aiutiamo!
-
1
-
-
Ci credi che la Sunon x10 è superiore alla Noctua x20 come portata dell'aria?
Ci sono rimasto molto male quando ho scoperto questa cosa.. però è chiaro che la Noctua abbia una silenziosità.. i suoi rpm sono molto più bassi!
-
4 minuti fa, dnasini ha scritto:
A questo ci ho gia' pensato, al momento ho ancora la ventola stock che fa un casino manco gli inglesi dopo la sconfitta agli europei 😋
stavo gia' valutando di sostituirla con una Sunon 40x40 che sembra sulla carta esser piu' performante, in attesa di trovare una mod che soddisfi il mio senso estetico di stilosita' e che sia effettivamente performante
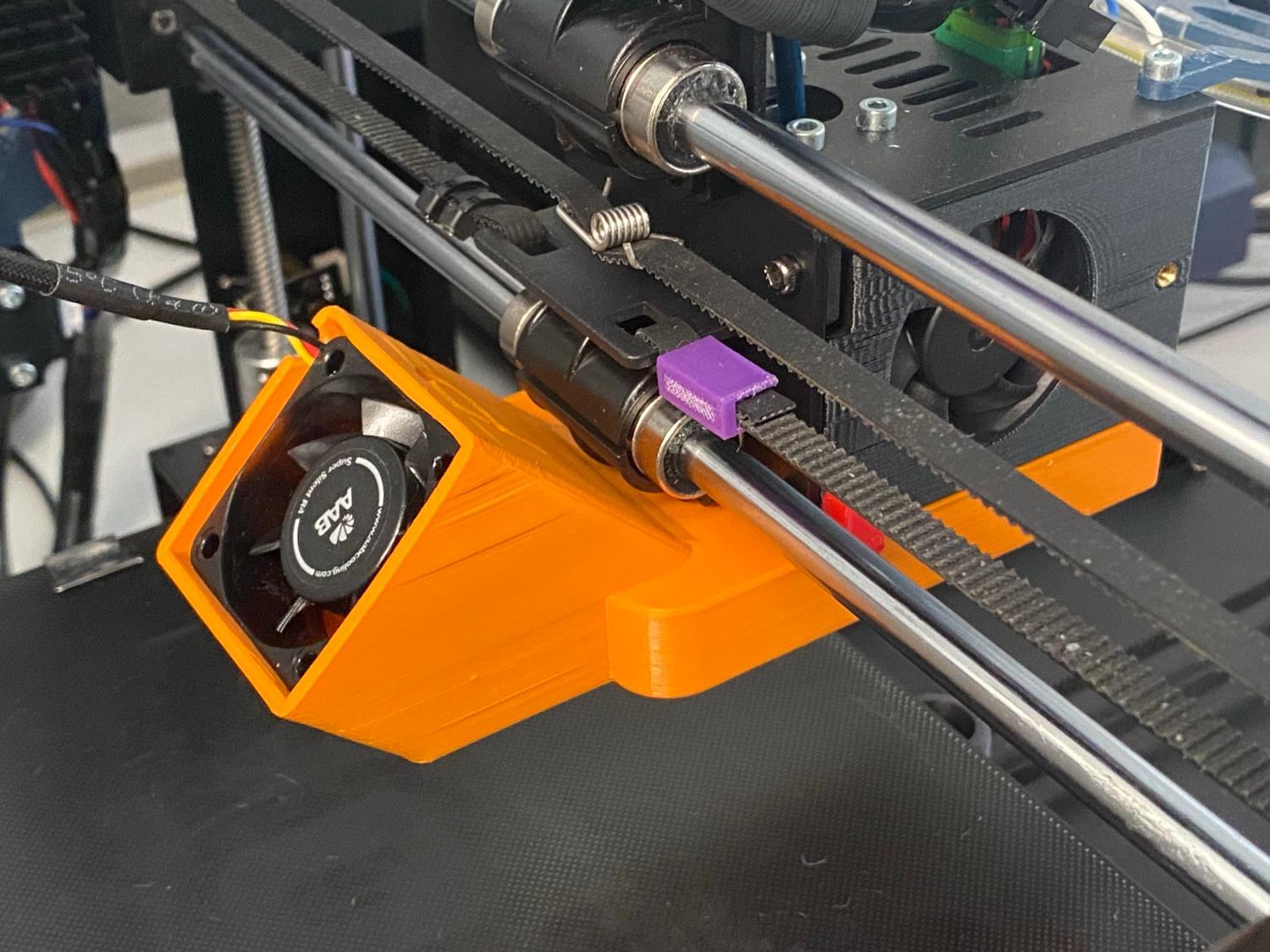
Guarda, le ho provate quasi tutte..
Noctua - Sunon - AAB - WINSINN - Furiga
Chiaramente la Noctua è la più silenziosa di tutte ma non ha una portata gigantesca (comunque paragonabile a quella stock, forse leggermente meglio)
La Sunon (MagLev) credo sia il miglior compromesso.. Spinge forte, molto più silenziosa della stock e costa meno della Noctua.
Se non hai problemi di peso dovresti provare a passare alla 50x50x10, ma devi modificarti il case dell'Hotend.
-
1
-
-
5 minuti fa, dnasini ha scritto:
mmm la cosa ha senso... in effetti la mia ventolina asfiticha 40x40 spara sul dissipatore aria calda e questo in effetti nn aiuta....
Con PLA no, peggiori la situazione, ma alla fine è un materiale facile quindi è difficile accorgersene. Ascolta @eaman.. tienila aperta, magari smontando le ante direttamente. Quando farai PET-G allora avrà senso rimetterle!
Poi fare un upgrade della ventolina ci metti davvero niente.. pensaci!
-
1
-
-
1 ora fa, eaman ha scritto:
Ma non puoi aprirla per il PLA?
Io per certe cose vorrei montare una doppia ventola blower per sparare piu' aria, altro che macchina chiusa!
Sarebbe un'ottima idea!
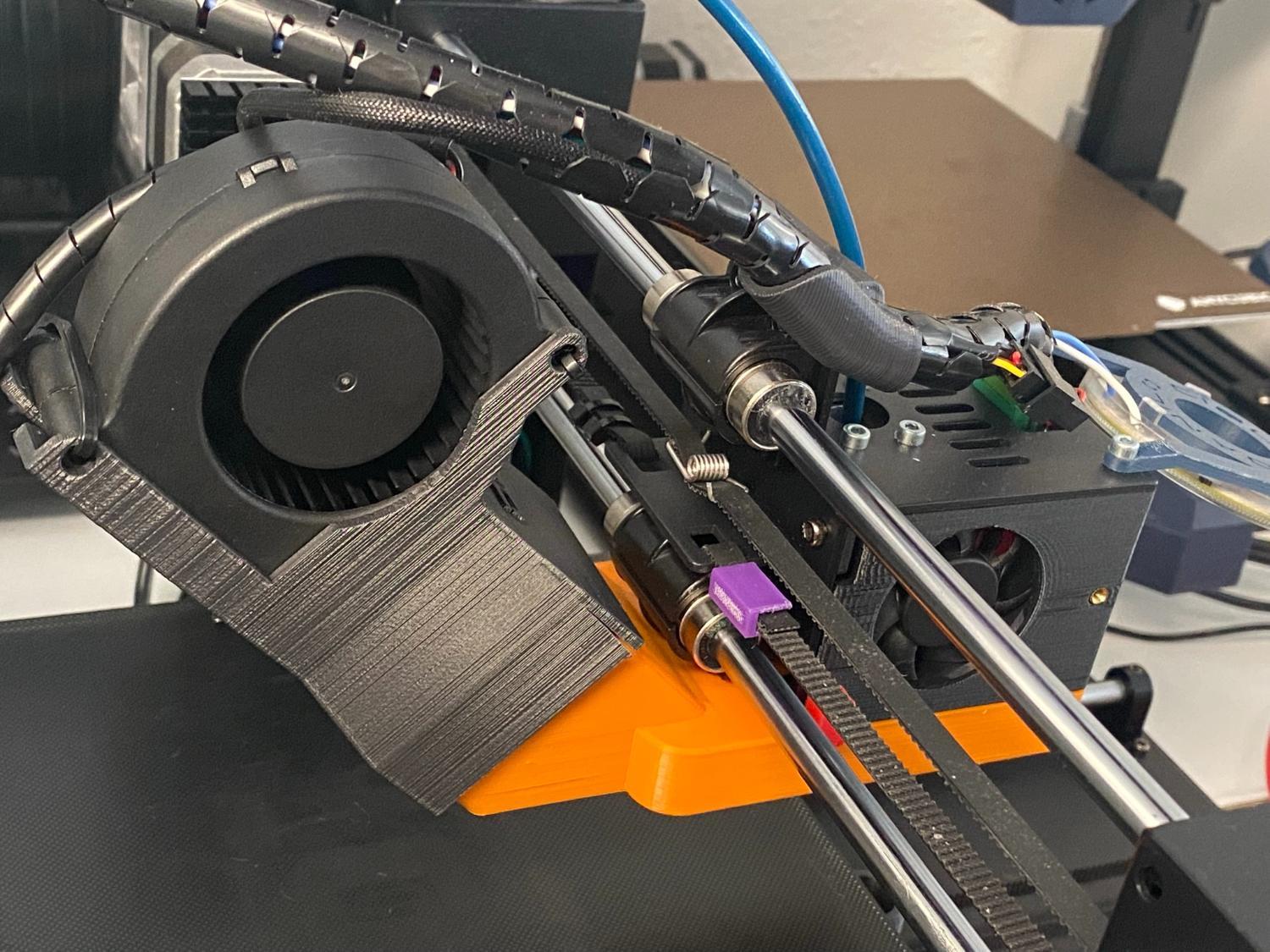
Io l'ho fatto, e quando faccio PLA, soprattutto quando spingo sui bridge e non voglio riempire di supporti esagerati il modello ho disegnato una flangia convogliatrice con una ventola 12v tangenziale che spinge sulla ventola assiale dell'hotend (modificata).
La tangenziale l'ho collegata al Raspberry che fa girare Octoprint e la posso attivare sia in manuale che in automatico. E quando non mi serve la sgancio così posso rialzare jerk ed accelerazioni.
-
1
-
-
Sembra assurdo ma mi sa che è proprio così. Se precarichi troppo la molla ottieni l’effetto contrario. L’ho provato sulla mia pelle perché sono caduto nello stesso tuo tranello: nuovo filamento, nozzle che si stava intasando, aumento della temperatura ed eccessiva forza di serraggio del dual drive.
Ovviamente ho dovuto sostituire tutto, ma ti assicuro che la differenza l’ha fatta smontare il dual drive, ripulirlo e caricarlo il giusto, che è molto meno di quello che si può immaginare.-
1
-
-
Sono stupito! Comunque meglio così se fai materiali un po’ piu tecnici, anche se credo che il limite sia comunque 270gradi.
Se invece pensi di fare sempre e solo PLA e PET-G allora puoi passare al E3D V5. Però evita di superare i 250gradi per troppo minuti senza estrudere, altrimenti fai la mia fine! 😆
-
8 ore fa, eaman ha scritto:
Azz, che bella rugosità! Ottimo lavoro!
Che configurazione hai usato? (stampante, ugello, ecc)
6 ore fa, eaman ha scritto:Si sono messi a montare un all metal?
Ma infatti mi fa molto strano.. quando hai il case del carrello smontato ci mandi una foto?
-
1
-
-
20 minuti fa, thedragonflyer ha scritto:
Si
Mmm.. pensavo la Ender 3v2 avesse a stock un MK8. E se non ricordo male dovrebbe esserci un tubicino di TPFE dentro l’heatbrake..
In ogni caso guarda questo link quando hai un minuto:
https://www.lastanzadelcasino.it/grazie-graziella-e-grazie-a-sto-hot-end-parte-2/
-
Io ti rispondo ugualmente anche se hai preso accordi per la sostituzione della stampante..
Ho avuto inizialmente lo stesso problema e dopo 1000 prove ho risolto e soprattutto ho capito il problema.
Dunque.. come prima cosa ti consiglio di prenderti tutto il gioco che hai sui minZstop, sia destro che sinistro. Sposta verso l’alto i fine corsa attivi e verso il basso quelli passivi, cioè quelli legati all’asse X. In questo modo dovresti recuperare quel millimetro per evitare che il nozzle spinga sul piatto.
Come hai detto tu, il piatto della Vyper non è regolabile poiché vive sull’autolivellento. Quello che puoi fare e spostare indietro il bed, quindi arretrare di qualche millimetro il minYstop, così da non rischiare il contatto con il piatto. Io ho il nozzle che si azzera appena fuori dal piatto per evitare problemi.
Infine bisogna sistemare il sensore di autolivellamento. Io ho avuto lo stesso problema per mea culpa; ho creato un End G-Code nuovo ed ho omesso un simpatico G91.. puoi immaginare le conseguenze. Sono andato a schiantarmi con il Nozzle fondendo la stampata di 12ore, ma soprattutto andando a piegare il gruppo Hotend fino alla kill degli stepper! 😇
Terminate le bestemmie ho cercato mille modi per ripetere il ciclo di autolivellamento, ma ogni volta succedeva quello che hai descritto tu. Nozzle sul bed, in spinta, e sgancio dei motori.
Quello che è successo è molto semplice: il sistema di autolivellamento della Vyper funziona con un particolare sensore analogico, inserito tra la staffetta di alluminio che sorregge l’hotend sul carro. Se il sistema è troppo “piegato” il sensore è in “fondo scala” ovvero non sente la variazione di pressione tra il contatto ed il non-contatto del nozzle con il bed. Tentando di fare e rifare l’autolivellamente non ho fatto altro che peggiorare la situazione.Provando a spingere con una chiave fissa da 12 sul HeatingBlock ho visto lampeggiare un piccolo led sulla sinistra della scheda elettronica all’interno del carter Hotend.
Eccolo lì il problema!
Fortunatamente il sensore funzionava ancora, ed ho “solamente” dovuto rimettere tutto in squadra (piatto, carro, eccentrici ed Hotend) e poi giocare un po’ di forza sulla staffa di prima per riportare il led acceso in stato di riposo. Il sistema è funzionante quando, sfiorando appena il nozzle, si vedrà lampeggiare il led rosso.
Da quel momento tutto è tornato alla perfezione e sinceramente mi trovo molto bene con questa stampantina entry-level.
Anche se ormai è tardi spero possa servire per un domani o per altre persone. Se può essere utile posso integrare video ed immagini.
-
2 minuti fa, thedragonflyer ha scritto:
Anche io ho l' all metal. È così di fabbrica
Allora qual’é il tubo di scorrimento che ti si è danneggiato nell’hotend? Quello che entra nel dissipatore?
-
13 minuti fa, thedragonflyer ha scritto:
RISOLTO!!
Finalmente, ho esploso tutte le componenti interessate all'estrusione del filamento. In pratica ho scoperto che si era danneggiato / rovinato il tubo di scorrimento del filamento all'interno dell' hotend. Sostituito e in questo momento stà stampando alla grande. Il passo passo "E", ovvero il motorino dell'estrusore non "scatta" più e la stampa fila liscia. Quello che mi rompe adesso è che devo rifare tutte le calibrazioni. uff
P.S.: fortuna avevo ordinato un pò di pezzi di ricambio per star tranquillo.
Avanti, adesso passiamo al prossimo problema hihihihiOttimo, bravo!
si, anche io nel tentativo di liberare l’ugello otturato ho portato l’hotend a 260gradi. Se hai un V5, molto probabilmente, hai il tubetto di teflon che facilita lo scorrimento soprattutto del PLA, e questo, se lo lasci tanto in temperatura, senza estrudere, lo fondi, provocando la definitiva otturazione del gruppo Heatbreak.
Da quando sono passato al AllMetal mi sono tolto questo problema.
-
È successa la stessa cosa a me su una Anicubic Mega Pro.
Bed perfettamente livellato, solita temperatura, ma niente da fare: il filamento usciva dall’ugello quando voleva lei; iniziava lasciando dei grumi sparsi, ed a metà 1*layer iniziava a far uscire qualcosa, ma male.
Ugello intasato? Ok, lo pulisco. Alzo la temperatura, probabilmente troppo e danneggio il V5.Mi costruisco su una CN un adattatore in alluminio e mi sostituisci il V5 stock con un V6, cosa che avevo intenzione di fare da tempo su quella macchinina (tra l’altro un Phateus Dragon con nozzle in acciaio della PopPrint).
Non è cambiato niente; stesso problema. Dopo le solite bestemmie che accompagnano il mio percorso in questo meraviglioso mondo ho smontato completamente l’estrusore, l’ho ripulito e questa volta ho precaricato pochissimo la molla del dual driver.
Da quel momento si è rimesso a funzionare alla perfezione.
Potrebbe essere davvero che precaricando “troppo” la molla dell’estrusore causi un problema del genere?





Materiale per rendere ermetici contenitori per filamento?
in Materiali di stampa
Inviato
Noi usiamo questi metodi per fare tenuta stagna nelle celle robotizzate:
Nastro in schiuma siliconica
Nastro in EPDM
Nastro in PVC
Sicuramente il PVC è il meno caro, però devi essere abbastanza preciso negli accoppiamenti tra le due parti perché non si comprime tantissimo, se non sbaglio un 20-30%