Drago30772
-
Numero contenuti
150 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Drago30772
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
rieccomi ho smontato e controllato che tutto fosse pulito rimontato e cambiato anche filamento stessa marca ma colore diverso ricontrollato step mm e flusso con thin wall ma il difetto persiste quindi come suggerito da voi metto mano alle voci di accelerazione e jerk ma mi dovreste guidare su cosa fare, ho letto e guardato video e penso di aver capito su cosa intervengono i cambiamenti, vi allego le impostazioni che ho ora da lcd per il letto pensavo a della spugna non troppo morbida da mettere sotto come base ma mi domandavo se andasse bene che la stampante si muova mentre stampa o cmq va fissata ?
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Chiedo perdono sono un metalmeccanico non un fotografo ma ora ho appreso che vi servono i dettagli della stampa per poter aiutare Scusate ancora sbagliando si impara grazie Le prime foto sono una con il flow al 100% e l’altra al 75% ci sono i difetti in tutti e due ma con cadenza diversa Comunque domani smonto e pulisco sia L ugello che la ruota godronata del extruder -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Ora andando a velocità di 40 sia stampa che riempimento riesco a stampare il cubo siamo sulla buona strada grazie a voi 64098680009__ED22E138-C078-4D32-953F-36309A6DA54B.MOV -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Ho solo sfilato uno e inserito è spurgato quello nuovo -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
🤣 si scusami adesso le ritaglio e le ricarico prima stampavo un altro PLA anche se umido non mi dava questo problema
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
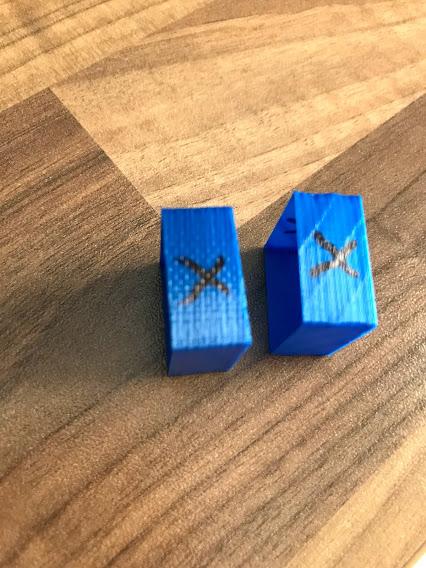
le linee oblique sono difetti di meccanica ? vedo che sono opposte tra un cubetto e l'altro
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Questo quello con due pareti tutto a 0,3 -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Fatto e ho un risultato ancora diverso
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Si fatto tipo dieci volte perché volevo capire bene dove sbagliavo -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
ma c'è un limite all'altezza layer che posso impostare ? in base al diametro dell'ugello. -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
se imposto la velocita' stampa a 60 il riempimento va a 100 se la metto a 40 va a 67 ora provo tutte e due e vedo se mettendo a 40 il riempimento migliora cioe metto a 40 la stampa quindi il riempimento va a 67 o è meglio impostarlo indipendentemente dalla velocita stampa tipo a 40 anche lui ? oooook quindi alzando i layer perdo in qualita' guadagno in tempo ma non inficio il lavoro del flow. scusatemi su cura se imposto il layer a 0.3 me lo evidenzia in arancione , mi sta avvertendo di qualcosa che non va ? -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
solamente il numero di layer parete e l'altezza layer che da 0.2 l'ho messa a 0.3 ma mi sorge un dubbio se io come flow l'ho imposto per avere esattamente 0.3 di spessore della linea e quindi sfrutto il fatto che lo schiaccio un po'. Come è possibile che se facciendo layer con altezza 0.3 riesco a tenere lo stesso lo spessore di 0.3 anche se non schiaccio piu' il filamento ? -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
il mio mistero si infittisce -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
fatti e sono usciti belli precisi cioè 0.6 per parete e il difetto sembra non esserci piu' -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
l'ho stampato a 195° usando per quello che si poteva capire il risultato della temptower tutte le rotelle no quindi devo alzare la temperatura di estrusione , pero' cosi facendo non peggioro il discorso del riempimento che non si sorregge che tra le altre cose se lo vado a rompere mi sembra molto secco e si sfalda subito -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
sono liberi e scorrono abbastanza bene dico abbastanza perche i cuscinetti della prusa i3 pro w lasciano un po a desiderare si quelle si muovono in centro alla puleggia dentata del motore rotelle intendi le pulegge sui motori ? -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
subito 😂 tenero equivale a troppo caldo ? -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
ok ho controllato ed è cosi da file -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
scusate che voi sappiate per le temp tower ci sono delle misure ben specifiche perchè mi viene il dubbio di averla ridotta sullo slicer no intendo spessore parete sono i cubetti per il thin wall si
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
0.2 In quello di destra avevo spessore 0,4 poi ho sistemato il flow e il sinistro e 0,3 come il diametro ugello
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Ci sono anche non in controluce e si sentono al tatto
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
Quindi la posso tenere in considerazione anche se non ho capito il difetto dei due cubetti se è un problema meccanico o di estrusione ? -
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
-
PLA cercando di iniziare bene
Drago30772 ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
vi allego una pietosa temptower stampata con gli stessi settaggi cambiando solo temperatura al layer corretto e infil al 95% dal quale non ho scoperto a che temperatura stampare questo materiale avete direttive a riguardo -
PLA cercando di iniziare bene
Drago30772 ha pubblicato una discussione in Problemi generici o di qualità di stampa
buon giorno sto iniziando a stampare dalla mia prusa I3 pro W dopo aver fatto le regolazioni degli step dell estrusore aver stampato per regolare il cubetto thin wall che vi allego ho notato le striature sulla parete che sul 1° cubo quello a sx con spessore di 0.4 e sul 2° a dx con spessore regolato per 0.3 che è il diametro del mio ugello con 195° estrusore 60 piatto 40 mm/m velocita stampa mi chiedevo a cosa fosse dovuto. nella terza stampa un cubo per calibrazione ho stoppato la stampa per il problema che vedete nel riempimento che collassa il raffreddamento si attiva dal 4° layer al 100% cosa sono questi errori ?
.jpg.b61e669b220f9c39c965f547f098e3eb.jpg)

.jpg.e6382146ae43d1ccbe6a33456a4e1d22.jpg)
.jpg.f6ce3dcbc008ac764e437432c326efe5.jpg)