

frankieorabona
-
Numero contenuti
161 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da frankieorabona
-
-
ah..ok. Avevo già misurato 1.73
-
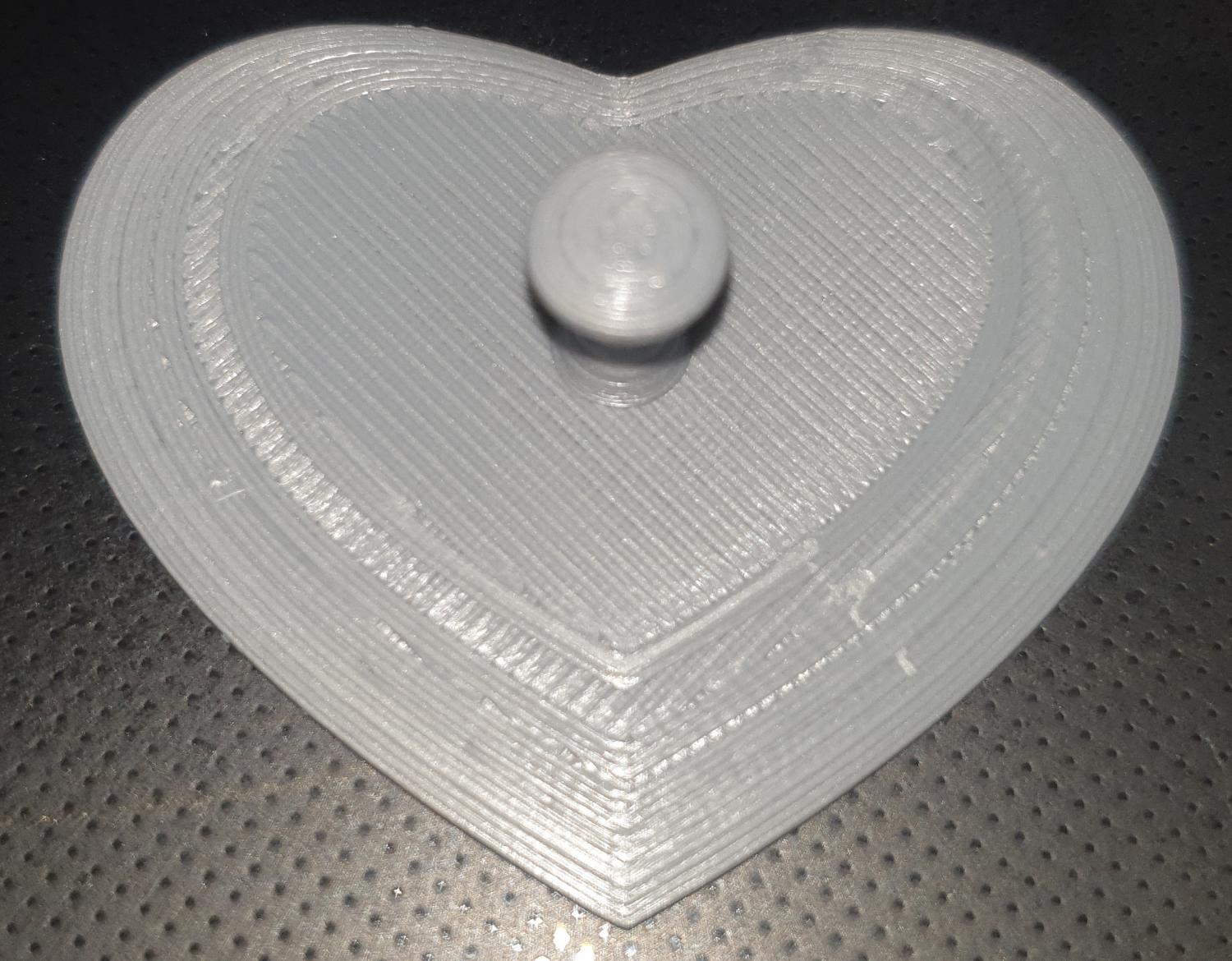
Mi sarei aspettato di peggio, invece è uscita una stampa mediocre... PEr me da rivedere principalmente i riempimenti (del coperchio) e il primo layer... Forse per questa stampa avrei dovuto usare più risoluzione...ma credo che per il momento mi basta 0.2... Poi un giorno può essere che riuscirò a fare anche stampe decenti...
Ho modificato la retrazione a 3 mm, e regolato il flusso a 90%
Al momento sembra rientrato il problema dell'asse Z...probabilmente avrò dimenticato di serrare le viti per bene...

-
ok...domani rifaccio un Cubo per la calibrazione degli assi X-Y-Z
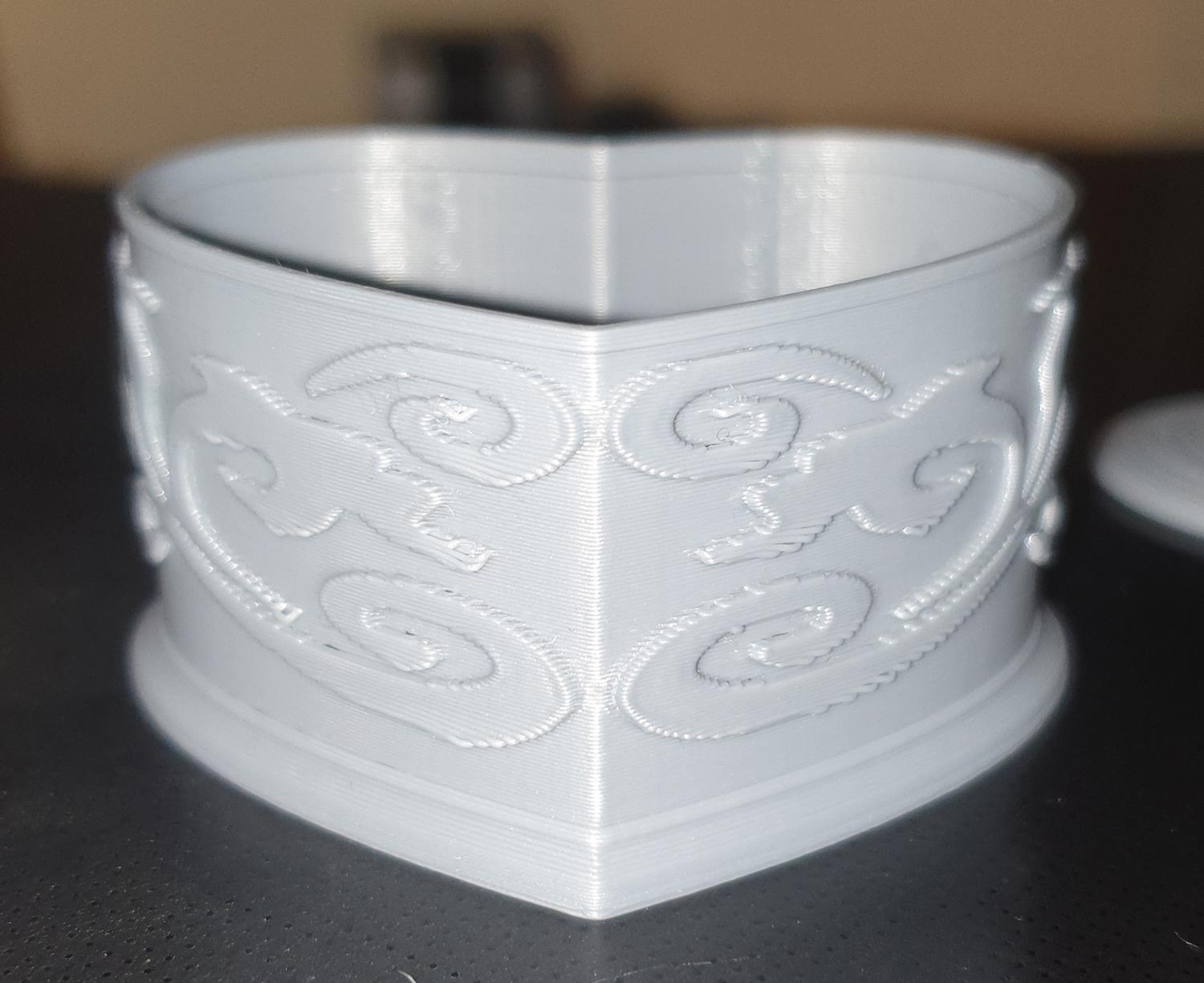
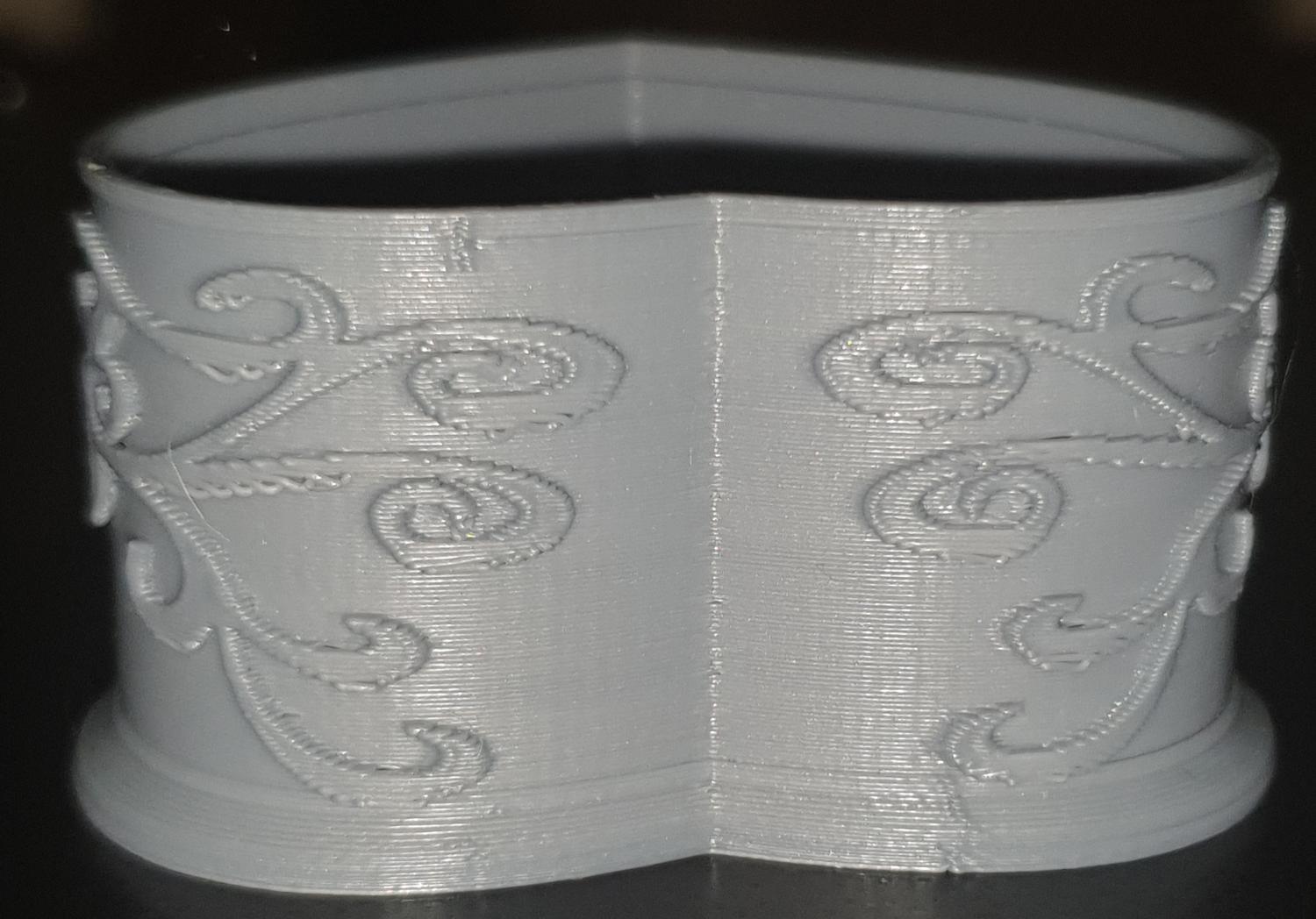
Adesso ho deciso di buttare un pò di filamento stampando un oggettino/pensierino per mia moglie...😇
Poi vi farò vedere il risultato
-
Grazie per le risposte
1) Ho seguito i vari consigli che avevano dato qui sul forum. Il piatto lo riscaldo a 60° tranne il primo a 65°. MA anche impostanto tutto a 60° il risultato poco cambia. (ho rimesso il vetro)
2) Scusa ho sbagliato a scrivere...volevo dire 15 cm (150mm)
3) Pensavo prima di sistemare il primo layr prima di mettere a posto gli step degli assi...cm q asse Z 19.85 Asse x (o y?) 19.82, Asse Y (o X?) 20.00
-
il filo è un Sunlu PLA+ 1.75. PRovato sia a 200 e in questa stampa a 205.
Sempre lo stesso.
L'avanzamento E spacca il millimetro dopo aver effettuato la calibrazione per Step mm. Chiedo di estrudere 15mm e mi estrude 15mm.
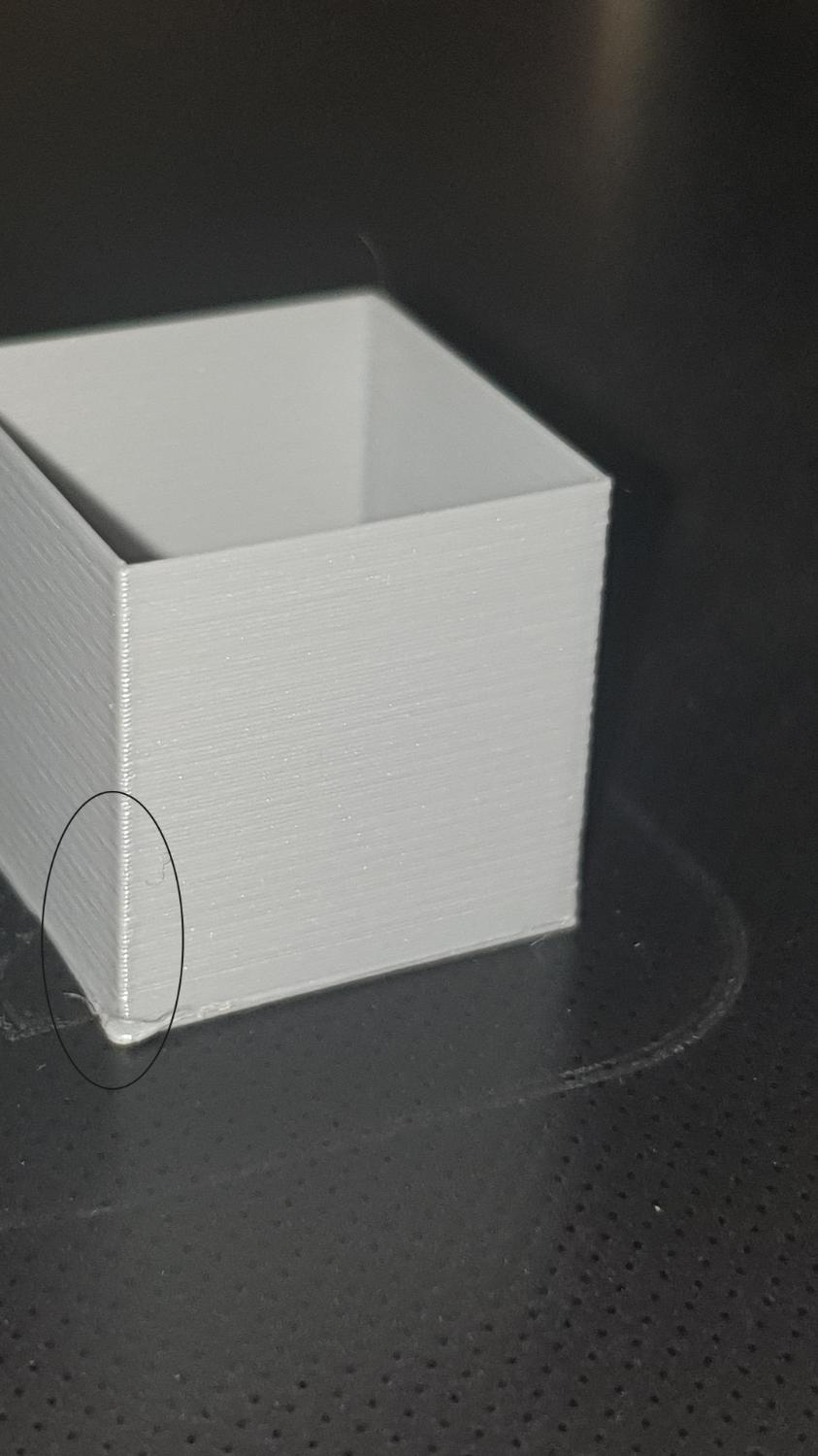
Il problema però è quella sbavatura a lato, che me la fa dall'inizio. Pensavamo fosse un problema degli assi...ma in realtà li ho sistemati tutti! Sbava dove inizia la "saldatura"
E soprattutto il primo Layer...per me inguardabile!
EDIT:
Mi sono appena accorto che Cura aveva preimpostato 6.5mm di retrazione... Modifico o la disabilito?
-
beh...ho stampato il primo cubo "vuoto"...
Lascio a voi i commenti 😔

L'unica nota positiva e che lo spessore è praticamente uguale su tutti i lati.. 0.45mm, su 0.40 che doveva essere. Pertanto per questo dovrei diminuire il flusso giusto? E quindi impostarlo a 88.88%?
-
1 minuto fa, Marco-67 ha scritto:
forse se per una volta la registri lasciando il micro fermo e giochi con le viti del piatto riusciresti a stampare quel pezzo che poi ti aiuterà nella registrazione domani...
ti assicuro che lo sto facendo dal 26 marzo ininterrottamente....mia moglie ha deciso di divorziare! Passo più tempo con la ender che con lei!🤣
-
 1
1
-
-
2 minuti fa, Eddy72 ha scritto:
Questo è un esempio, ma sicuramente ce ne sono altri
https://www.thingiverse.com/thing:3768595
Ciaoo
ehehe...riuscissi a stampare...volentieri!
Cmq io uso un metodo più rudimentale...mi sono fatto degli spessori che uso per inserirli tra la piccola sporgenza e la base del telaio
-
 1
1
-
-
25 minuti fa, Marco-67 ha scritto:
io non lo so ho una geeetech I3 proB e non ho mai messo mano alle Ender.
Non so cosa tu voglia fare con la tua stampante ma non credo che ti cambi la vita una o l'altra, forse tra un po' di mesi ( e sottolineo forse) avresti apprezzato l'eventuale differenza.
comunque stai facendo delle calibrazioni che proprio non capisco. Il micro è fisso e deve restare fisso... muovi altro per la calibrazione o sei sei abbastanza smanettone ti crei un sistema sicuro di regolazione ma non che sviti e avviti
Ieri ho voluto provare il piatto magnetico...motivo per cui ho dovuto necessariamente abbassare l'endstop. Credo di non aver serrato bene, anche se mi sembra strano fissato come sono! Comunque se c'è un altro modo per dargli i circa 4mm di differenza tra il vetro e il piano magnetico rispetto che avvitare e svitare, sono ben contento di sapere quale sia.
-
37 minuti fa, MayTs ha scritto:
leggendo il post di @Marco-67 mi è venuto un dubbio....
come metti il piatto a 0? intendi che fai la procedura di Home o che vai in menu "move" e metti Z a 0 manualmente?
perché nel secondo caso... si che potrebbe sbagliare...
No. faccio l'auto-home (o da display o comunque da cura) e da Z0 sono andato a STEP di 0.1, per ricreare di nuovo lo spazio devo alzare la Z di 0.3mm
45 minuti fa, Marco-67 ha scritto:Altro esempio: rimetti a Z0 poi manualmente vai a Z+10 o 20 poi ridai Z home e tocca il vetro? di quanto tocca? una prova che puoi fare, dopo che ha toccato il vetro alzi in manuale di 1 mm (se basta) infili il foglietto che hai (forse) usato per il livellamento e ti abbassi 0,1 alla volta finche non sei +o- alla distanza di livellamento precedente... di quanto è la differenza? forse ti sei fermato a Z+0,5 o + 0,6. Ora questa differenza che hai trovato è proporzionale all'altezza di cui ti sei alzato o è fissa? cioè se ti alzi di 10mm troverai +0,6 e se ti alzi di 20 troverai +1,2 (è solo un esempio non prenderlo alla lettera)
il pezzo che hai fatto era dimensionalmente giusto in altezza?
Avevo già fatto queste prove...se leggi sopra a qualsiasi altezza mi trovo sempre di circa 0.3 sotto lo z0.
L'altro dubbio che mi viene è che si sia spostato l'endstop! Perchè andandolo a rimisurare adesso lo spazio tra l'endstop la base superiore del telaio è 8.25 rispetto agli 8.40 di ieri....
Riparto da Zero...intanto vi chiedo tra la ENDER 3 PRO e la ENDER 3 V2, voi quale avreste acquistato?
-
La stampa sembrava venuta bene! Non sembravano esserci imperfezioni, ma appena tirata via dal piatto sono usciti i capelli!!!
Sicuro che funzioni bene...no. Ma coe dovrei verificare?
Sto pensando di rimandarla e di prendere la mia prima scelta... La Ender 3 V2
-
niente non riesco...livello il piatto dopodichè finita la stampa l'asse Z a 0 va di nuovo a graffiare o il vetro o il piano magnetico...non riesco a capire da cosa dipende dalle molle del piatto?
-
Sposto sempre l'endstop meccanico, di modo che non muovo (almeno questa era la mia idea😄) la calibrazione del piatto.
Al momento prendendo la distanza tra la base del telaio subito sotto all'endstop meccanico e quella sporgenza credo fatta apposta per prendere le misure sono 8.40mm (verificata con due calibri digitali). Quand cambio il piano d vetro avrei potuto inserire un Offset Home positivo dell'asse Z ma appena clicco su set offset home, mi dice sempre "Err: Too Far".
PEr le molle ho parecchio "gioco" sia se voglio scendere con il piatto, sia se voglio salire...diaciamo sono a metà corsa (Molle Gialle)
-
Certo, piano a 60° e Hotend a 185 (per evitare che filamenti induriti facciano spessore)
Stampo un quadrato 0.2 di spessore x110cm di lato... Se viene bene passo al cubo vuoto.
Comunque ho ricalibrato per l'ennesima volta il piano, le ultime due volte con il piano magnetico. Sembra che stia per trovare l'altezza giusta. E da quello che vedo, una volta livellato il piano, scorrendo manualmente gli assi tutto mi sembra sembra (sia ad occhio ma anche con lo spessimetro) alla stessa altezza, cosa che non succedeva con il piano in vetro dove al centro era sistematicamente sempre più basso! Stampo e vi faccio sapere
-
Adesso, MayTs ha scritto:
Con il piano a 0 lo spazio tra ugello e piano deve essere un foglio( circa 1 decimo).
Che significa che sei troppo basso? Cosa te lo fa credere?
1 stampa tipo trasparente, in alcuni punti assente....2 l'estrusore fa sempre "TAC"
-
una curiosità...calibrando il piatto mi viene detto di usare un foglio A4, che di spessore è circa 0.07-0.08mm
Ora se uso il foglio di carta sono troppo basso, se uso uno spessimetro da 0.2 (sul sito di creality dice di usare foglio 4 = spessore di 0.2) sono troppo alto. ORa vorrei capire quando faccio la calibrazione del piatto devo mettere altezza Z = 0?
Se si, quanto deve essere l'altezza tra l'ugello e il punto del piano? Ho diversi spessimetri ma facendo la calibrazione a partre dal foglio di carta A4, e poi a salire, fino a 20 nessuno sembra andare bene...
-
3 minuti fa, Marco-67 ha scritto:
Se hai dubbi sulla planarità del piatto basta che controluce passi sopra una squadretta o una riga e vedi se c'è luce, è facile ed è un controllo veloce.
Questa è sempre stata una delle cause che mi hanno fatto perdere un sacco di tempo e materiale... fissarmi! Non te ne accorgi ma quando ti fissi ripeti le stesse cose e rifai le stesse cose nello stesso modo... e ripeti l'errore.
Chiudi, prenditi un caffè, fai merenda, fumati una sigaretta... torna alla stampante senza pensare al problema e divertiti e andrà bene.
hmmm, non fumo, non bevo caffè e sono a dieta...sono spacciato? 🤣
Per il vetro farò una prova, ma non ho ben capito...
-
una curiosità...la lacca va anche sul piano magnetico?
-
44 minuti fa, MayTs ha scritto:
Non me ne volere ma leggendo anche l'atra tua discussione...
Hai comprato la stampante nuova, le prime stampe a tua detta venivano decenti, poi hai aggiornato a marlin2 e sono peggiorate, poi non ti eri accorto che il carrello dell'asse X era completamente mollo, poi hai messo il bltouch senza riuscirci, poi ha smontato tutto e fatto il reso, poi... chissà...
non prenderla sul personale ma questo è il peggior modo per entrare in questo mondo.
Una stampante 3d è una macchina cnc a tutti gli effetti, e basta una virgola fuori posto ed i risultati sono dei peggiori. non puoi pretendere di fare tutto bene al primo colpo, e soprattutto non cercare scorciatoie.
Devi avere pazienza ed affrontare un problema alla volta. Se posso suggerirti, rimetti a zero la stampante come da originale (firmware compreso), fai un reset eeprom e poi parti da li. vediamo come va... in caso siam qui per aiutare (ed essere aiutati).
Se invece tutto sto sbattimento è troppo, senza problemi, ma la stampa 3d non fa per te(per il momento).
Venivano decenti...insomma se le rivedo probabilmente non avevo occhio...diciamo che venivano.
Adesso non riesco ad andare avanti perché mi son fissato con il primo layer. Penso qualche foto dei primi cubi le ho postate...
Cmq sto già reiniziando da zero...ho tolto il BLTOUCH, ho resettato la stampante, e sto riverificando il piatto...sto cercando di capire se sono stato superficiale nel capire se è concavo...ho rifatto la calibrazione del piatto e vorrei provare anche il piatto magnetico per capire se è un problema del piatto di vetro, o del piano riscaldante...
-
1
-
-
no...semplicemente smetto la mia carriera (mai iniziata) di Maker...pensavo fosse un pò più semplice. Invece ci sto sbattendo la testa da 10 gg. Mi ero regalato per il mio compleanno un incisore Laser, di cui sono particolarmente soddisfatto, ed una Stampante 3d. Ho letto a fondo il forum, ma probabilmente o ho sbagliato acquisto con la Ender (la mia scelta era tra la 3Pro Max, tra la Pro o la 3 V2, e magari dovevo buttarmi su una stampante di più facile calibrazione (salendo ovviamente di prezzo), oppure non so, sarò incapace nel farla funzionare, oppure ho beccato una stampante difettosa!.
CitaMa ci dai proprio a mucchio con le stampanti o conti di passare a un'altra stampante? Giusto per curiosita'...
Mi chiedi se volevo cambiare...non so, se dovesse andar male per il momento no...tu avevi qualcosa in mente?
-
in realtà avevo già provato con firmware MArlin, trovavo però tutti quelli con gli adattatori, quindi collegati in modo diverso, e attivando da arduino altri pin.
Non ho trovato nessun firmware precompilato per la scheda 4.2.2 con il collegamento diretto del BL Touch.
Comunque seguo il suggerimento di @Killrob . Ho già smontato e impacchettato il BL Touch per il reso. Smanetto con la stampante per altri 10 giorni e se non trovo una quadra allora impacchetto e restituisco anche la ENDER 3
-
non so come ma sono riuscito a risolvere...
Adesso stampa, ma ho un altro problema. A prescindere se ad ogni stampa lancio il codice G29 (auto bed leveling), per ogni stampa mi cambia sempre il livello del nozzle dal piano. Ho impostato un offset di -2.9mm, ma in una stampa il nozzle è schiacciatissimo graffiandomi addirittura il piatto, se riprovo con la stessa stampa successivamente, mi risulta alto con il riempimento che quando lo stacco risulta sfilacciato...
Da notare, la stessa stampa è stata fatta partire senza alcuna modifica (senza spegnere o eventualmente ricalibrare il piatto)...
Mi sà che rinuncio al BLTouch...avendolo acquistato da Amazon lo rimando indietro ( e quasi quasi lo faccio anche per la stampante 3D)
-
Ho notato questa cosa. LAncio la stampa, mi esce STOPPED sul display dopodichè non riesco a decrementare nessun asse, ma solo aumentare, neanche manualmente. Devo rifare un auto home
-
Come immaginavo non dipende dalla scheda...
Provo, ad installare altri FW così come suggerito da un utente su Facebook

Ender 3 pro non stampa più dopo installazione BLTOUCH
in Creality
Inviato
ovviamente conosco quali sono gli assi..soltanto nella stampa che avevo fatto non sapevo più a quale lato corrispondeva cosa. Per il primo layer non riesco a capire il nesso tra assi non calibrati (parli di step mm giusto?) e 1° layer così brutto. Semplicemente se è tarato per fare un percorso di x mm, se ne dovesse fare in più o in meno cosa cambierebbe? Semplicemente quell'asse verrebbe più grande o piccolo. Non credo dovrebbe incidere facendo tutte quelle sbavature...Questo è il ragionamento che faccio se sbaglio correggetemi.
Attualmente uso un nozzle 0.4. Intendi più piccolo per la stampa di quel cuore? O in generale?
Quando sale di livello la ventola va al 100% già al 10 livello. C'è modo di impostare (da Cura) che nelle pareti interne deve abbassare la ventola?
mhhh...allora non capisco. La ventola è sempre al 100% dal livello 10. Quindi ok per il discorso sopra (pareti interne), a qui dici che la ventola che c'è non è abbastanza potente?
Per quei decori che ci sono ero ben consapevole che non poggiavano e non avevano supporto...pertanto quei difeti sui decori al momento li escluderei.
In particolare quello che fa veramente schifo è la parte superiore del coperchio...
Comunque adesso faccio il cubo di calibrazione per la calibrazione degli assi...va bene un cubo di 4 cm o è troppo grande?