markee66
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di markee66
-

Modifica GCODE per autoleveling piatto
markee66 ha risposto a markee66 nella discussione Software di slicing, firmware e GCode
Non ho modo di risolvere il problema? Non ho ancora preso mano, solo a livello piuttosto teorico, con eventuali aggiornamenti del firmware. Pensi che sia meglio che rinunci? Quello che mi preoccupa è che non vorrei che il fatto di avere un software magari così datato non mi comporti in futuro problemi più seri con qualche G-CODE e magari per questo motivo penso dad un poblema hardware quando magari il problema potrebbe essere ancora una volta questo! Non capisco come sia possibile che chi mi ha venduto la stampante mi abbia dato la stessa con un firmware così vecchio. Non era una stampate usata ma acquistata nuova su Amazon e arrivata perfettamente imballata. Dall' imballo non si direbbe che fosse stata usata e riciclata! Grazie e ciao Fulvio -
Modifica GCODE per autoleveling piatto
markee66 ha risposto a markee66 nella discussione Software di slicing, firmware e GCode
Ciao Killrob! Grazie per la risposta. Mi hai fatto venire il dubbio e sono andato a verificare all' interno delle info stampante a display. Sono rimasto un pò perplesso perchè oggi la revisione recente mi pare sia la 1.1.9 e sulla mia stampante che ho acquistato non più di un paio di mesi fa riporta Marlin 0.0 6. Che possa essere una revisione troppo vecchia che non supporta i comandi? Mi sembra strano ma non capisco cosa altro potrebbe essere! Ciao e grazie Fulvio -
Modifica GCODE per autoleveling piatto
markee66 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti! Non è da molto che lavoro con stampanti 3D. Adesso dopo amare esperienze con CTC Prusa MK3I ho comprato una Ender 3 Pro della quale sono veramente soddisfatto per la riuscita delle stampe con superfici impeccabilmente lisce. Sto però impazzendo su argomento GCODE per il livellamento manuale facilitato. Ho scaricato da Thingiverse un GCODE per il posizionamento automatico dei 5 punti sul piatto per eseguire il ivellamento semi automatico del piatto di stampa. Premetto che non ho ancora molta esperienza nella modifica dei GCODE ma cerco di andare con i piedi di piombo per non creare strani problemi alle movimentazioni della stampante stessa. Il GCODE dovrebbe eseguire 3 cicli di posizionamenti con pausa fino a tasto display per consentirmi via via di corollare l' altezza dell' estrusore. I posizionamenti sono perfetti e i messaggi col comando M117 sono riuscito ad ottenerli al momento giusto. Unico problema non riesco a far fare la pausa fino ap ressione del tasto display. L' estrusore arriva in posizione, si abbassa a Z0 e poi riparte alla posizione successiva e via così fino alla fine dei tre cicli. Ho provato con i comandi M0 Click to continue oppure M0 Pause print e così via. I comandi che ho trovato già sul GCODE scaricato comunque non funzionano, quindi trovando info qua e la ho tentato di modificare la zona dove viene data la pausa ma qualsiasi cosa faccio lui procede indisturbato fino ala fine senza mettere pause. Un breve tratto del GCODE che ho appena podificato: M140 S40 ; imposta temperatura 40gradi, MODIFICA SXX per impostare la tua temperatura M105 M190 S40 ; raggiunta procede G90 G28 ; Home all axis G1 Z5 ; Lift Z axis G1 X32 Y36 F5000 ; Position 1 Fronte Sx F5000 è la velocità di movimento, altrimenti è lentissimo G1 Z0 M117 Round 1-1 M0 Click to continue ; Pause print G1 Z10 ; Lift Z axis G1 X32 Y206 F5000 ; Position 2 Retro Sx G1 Z0 M117 Round 1-2 M0 Click to continue ; Pause print G1 Z5 ; Lift Z axis G1 X202 Y206 ; Position 3 Retro Dx G1 Z0 M117 Round 1-3 M0 Click to continue ; Pause print i comandi sottolineati non agiscono per niente. Sono scritti in maniera scorretta o come devono essere scritti? Grazie a chiunque sarà così cortese da darmi una dritta. Magari è una cavolata e io continuo a girarci intorno senza venirne a capo! Grazie ancora e ciao a tutti Fulvio -
TPU e ragnatele nonostante detrazione
markee66 ha risposto a markee66 nella discussione Materiali di stampa
Grazie a tutti e due per le dritte! mi piace l ultima idea, non ci avevo pensato e comunque non sapevo che esiste questa possibilità! Non è molto che mi dedico alla stampa 3D e sto imparando a più non posso! Mi sta prendendo molto! sicuramente proverò con la stampa sequenziale! Grazie ancora! ciao Fulvio -
Ciao a tutti! da qualche giorno sto stampando TPU, utilizzando parametri trovati in vari video YouTube. quando stampo un componente singolo (si tratta di un cilindretti cge da da piedini ad una sedia) nessun problema, ma quando ne stampo tipo 4 per ogni piano di stampa, nella movimentazione fra un componente e l sotto rimangono molti filettivdittilisdimi che alla fine compongono una ragnatela fra i 5 componenti. come posso ottimizzare per diminuire al massimo questo effetto? graxie in anticipo e salutoni Fulvio
-
Ciao a tutti. Ho un problema con una stampante 3D acquistata da poco. Il modello è Creality Ender 3 Pro. Ho stampato da una decina di giorni con filamenti SUNLU variamente colorati e problemi di ostruzione estrusore, che avevo con la vecchia (diciamo vecchia) CTC Prusa MK non ne ho avuti. Anzi sono rimasto stupito dalla qualità della stampa con superfici talmente liscie da non dovere essere assolutamente ritoccate! Da ieri ho provato a stampare un braccialetto anche abbastanza semplice e arrivato al 35-40% della stampa l' estrusore ha iniziato a picchiettare. Ho tremato! Infatti dopo poco dall' Hotend non usciva più nulla! Ho estratto il filamento, sostituito il nozzle e tutto è tornato normale, ma dopo 25% della stampa daccapo l' estrusore ha iniziato a picchiare e il nozzle si è nuovamente ostruito. Chiedo a chi ha più esperienza di me se è possibile che con nozzle da 0.4 mm e bobina AMOLEN Marble Like 1.75 mm si possa ottenere il blocco dell' ugello, perchè è strano, che dopo giorni di funzionamento regolare sia riuscito a metter fuori uso due nozzle in un pomeriggio e non sono riuscito comunque a stampare. Adesso cerchero di pulire al meglio l' hotend, sostituire nuovamente il nozzle e proverò a stampare con PLA normalmente colorato. Se qualcuno mi può dare una dritta lo ringrazio fin da adesso! Devo capire quanto vale la pena usare questi filamenti con dispersioni varie all' interno per simulare marmo, legno o altri metalli. Grazie e ciao a tutti! Fulvio
-
Problemi con l estrusione
markee66 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
confermo che la prima ipotesi è capitata e non di rado, anche ad un mio amico! Quindi sicuramente va controllato -
Problemi con l estrusione
markee66 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Beh allora potrebbero essere almeno due cose. Alle volte anche se non sembra semplicemente il grano che tiene fissato il perno dello step motor dell' estrusore non è ben stretto e quindi il perno gira ma la puleggia godronata non gira o gira poco e male. Un altra cosa potrebbe essere il nozzle bloccato per qualche frstolo di materiale indurito che non fa fuoriuscire il PLA o TPU fusi. Dovresti sentire in questo caso anche un tipico rumore a scatto dellla puleggia godronata che sforza ma il filo scivola e scatta. Si dal piccolo video che hai postato si vede chiaramente che la puleggia scatta all' indietro perchè non ce la fa a far avanzare il filo e quindi carica e poi scatta indietro. Probabilmente hai semplicemente il nozzle bloccato. potrebbe essere sufficiente sostituire il noxxle! -
Problemi cn il filo
markee66 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Ciao! Strano. Scusa prima di tutto che stampante hai perchè non capisco quanto lungo possa essere il tubicino e che tipo di estrusore hai. Premetto, io ho avuto esperienze solo con CTC Prusa MK3I e con Creality Ender 3 Pro. La prima non ha tubicini guidafilo così lunghi, mentre Ender 3 Pro ha un guidafilo lungo una trentina di cm. Questo tubicino però come sai è di teflon ed è appositamente utilizzato perchè resiste alle alte temperature. Se la temperatura è così alta da riuscire a deformarlo e addirittura per una ventina di centimetri dall' hotend all' estrusore mi viene da pensare che manchi il raffreddamento della ventola sul corpo dellì hotend e che quindi surriscaldi rimandando il troppo calore verso l' estrusore, non so mi viene da pensare così. Sei sicuro che la ventola dell' hotend giri regolarmente? -
Stampa da Thingiverse convogliatori d' aria
markee66 ha risposto a markee66 nella discussione Problemi generici o di qualità di stampa
Grazie Nico per la risposta. Volevo informarti che poi , alla fine, il problema stava in un parametro che non so per quale motivo era spuntato. SI tratta un parametro per la correzione delle maglie (parametri di fine delle impostazioni) RIMOZIONE DI TUTTI I FORI. Tolto questo spunta tutto OK il problema è stato risolto! Mi ha fatto letteralmente impazzire perchè con questo spunta attivato, qualsiasi altro parametro di riempimento o che altro veniva ignorato e gli spazi venivano riempiti in automatico creando una sorta di fitto reticolo interno che ostruiva il passaggio dell' aria. Cattiva mia abitudine, e qui lo scrivo perchè magari qualcuno non sottovaluti la buona norma, di guardare in fase di anteprima nell' utilizzo di CURA, come avviene la sequenza di slilcing per verificare eventuali anomalie in base ai parametri scelti. Mi sarei risparmiato un sacco di incazzature! Grazie a tuttie e ciao Fulvio -
Stampa da Thingiverse convogliatori d' aria
markee66 ha risposto a markee66 nella discussione Problemi generici o di qualità di stampa
Grazie Massimo! Ho verificato i valori di Cura al di fuori dei più gestiti di temperatura e adesione al piano di stampa. Ho così notato che avevo un parametro attivo, non so perchè, che era fra i parametri di correzione delle maglie (parametri di fine delle impostazioni) RIMOZIONE DI TUTTI I FORI. Ho tolto lo spunta da questo parametro e controllando l' anteprima mi sono accorto (non avevo fatto caso) che il convogliatore adesso era cavo con le apposite feritoie interne che convogliano l' aria nella giusta direzione. Dici che sia meglio ritocchi anche le opzioni di riempimento? Certo che a struttura forse era più massiccia prima , quindi mi consigli vedo, di ritoccare lo spesore pareti, giusto? Se però mi rendo conto che il tutto è abbastanza resistente (considerando che il convogliatore non è sottoposto ad alcuno sforzo fisico pensi che posso lasciare così? Grazie mille per la dritta che mi ha fatto scattare la molla giusta! Ho lanciato la stampa ed effettvamente già a metà stampa vedo che le cose dovrebbero essere ok! Grazie ancora e ciao! Fulvio -
Stampa da Thingiverse convogliatori d' aria
markee66 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Chiedo un aiuto perchè nn riesco a capire dove sbaglio. Ho da quache mese una stampante Creality Ender 3 Pro. Sono soddisfattissimo delle stampe, veramente molto belle, almeno adesso che è nuova! Ho provato oggi a stampare alcyuni convogliatori d' aria per rafferdare il materiale estruso. Ho scaricato i progetti da Thingiverse. Ne ho scaricati tre ma tutti e tre pur essendo stampati benissimo in superficie non svolgono la loro funzione. Sini praticamente chiusi all' interno dalla rete di riempimento che ho provato a cambiare da ZIg Zag a Liee a Cubo, niente! Ma non avendo toccato su cura nessun altro parametro che la temperatura dell' estrusore e del bed mi aspettavo che l interno fosse cavo per poter lasciar passare l' aria. Risultano tutti e tre rempiti in vario modo ma comunque chiusi. Ora essendo tutti e tre diversi progetti e ottenendo lo stesso risultato suppongo che da qualche parte sto sbagliando ma non capisco dove! Ringrazio chiunque possa darmi una dritta. E' davvero un peccato perchè glil oggetti esternamente sono davvero ben stampati ma non cavi! Grazie e salutoni Fulvio -
Purtroppo mi è arrivata così, con questi parametri direttamente dal venditore (cinese). Ho notato in parecchie occasioni quanto queste cineserie sono approssimate, anche meccanicamente! Spero di imparare in futuro con tutte queste disavventure in modo da poter essere un pò autonomo e poter risolvere questo tipo di problematiche. Questa era la mia prima stampante! 🙂 Grazie Salvogi! Se puoi darmi delle dritte su come (se riesco ad avere una scheda funzionante) da ottimizzare in modo un pò più competente e logico questi parametri te ne sarei infinitamente grato! Ciao e grazie ancora Fulvio
-
Mi è venuta in mente una domanda. Ma non si può leggere il firmware dalla scheda vecchia (guasta per il driver estrusore) e passarlo pari pari su una nuova scheda per avere lo stesso firmware? Non è così semplice la cosa? Era un dubbio! Scusate se ho detto una castroneria. Segli strumenti su cui ho sempre lavorato (non stampanti 3D) la cosa avviene in questo modo per non modificare le performance dello strumento stesso). Grazie e ciao a tutti Fulvio
-
Ciao Whitedavil! Grazie per l intervento. Quello che scrivi è perfettamente giusto e sicuramente non venderò, qualora riesca a rimetterla in funzione, quel bidone (onestamente) di CTC Prusa ProB, a più di 50€. Il motivo per cui sto portando avanti tutta sta menata è che è la mia prima stampante e prima di essere incappato nel problema della prematura morte del driver del motore dell' estrusore (che, ed è questo che mi fa incazzare, è stato provocato sicuramente dall acquisto di un estrusore nuovo della Redex, perchè come dici tu quello che mi è arrivato in Kit si inchiodava ogni 3x2!, il cui step motor sicuramente aveva dei grossi problemi e a parer mio al punto da bruciare il Chip driver sulla scheda madre). Devi sapere infatti che lo stesso step motor nuovo non funziona nemmeno sul canale X della scheda madre mentre quello vecchio va perfettamente alimentato dal driver X. E qui lasciamo perdere cosa gira sul mercato! Comunque con tutta una serie di modifiche per eliminare grosse pecche che la cinesata che mi è arrivata aveva, la stampante aveva iniziato a stampare veramente bene. Mi sono rifatto i supporti delle 2 assi Z che erano in legno e vergognose, rifatto il carrello asse Y con supporto in alluminio perchè anche lì quello in legno era vergognoso! Sostituito subito le due aste Z con aste in acciaio inox sempre da 8mm per non dover metter mano agli step/mm dei motori, perchè quelle del Kit sembravano due banane! Vergognoso! Ho montato due MOSFET per l' HotEnd e Il Bed. Tutto questo lo sto facendo solo per imparare masturbando passami il termine, uno strumento a basso costo e quindi al solo scopo didattico. Chiaro che dal momento che la cosa mi ha preso non poco, successivamente farò una spesa un pò più mirata! Adesso quello che desidero è imparare e riuscire a modificare il catorcio per renderlo il più possibile affidabile, diciamo che è una sfida! Tutto qui! 🙂 Purtroppo quello che devo fare adesso è riuscire ad adattare una scheda madre che possa far muovere il catorcio nel modo corretto perchè il venditore sta facendo orecchio da mercante dopo le ripetute richieste di una scheda del tipo montata sul suo Kit (chiaro che a pagamento). Ma sembra non sentirci! Continua a rispondermi di provare ad alimentare lo step motor dell' estrusore con il driver Asse-X cosa che ho ripetuto per tre volte ho già fatto all' inizio della sventura! Boh! Forse dovrei dirglielo in cinese! Grazie e ciao Fulvio
-
Ciao non so come ringraziarti per tutte le info che mi stai dando. Sai ho ripensato al cambio scheda perchè il mio scopo adesso è di ottimizzare al massimo la mia prima stampante 3D con tutte le modifiche possibili che intanto mi fanno da scuola e poi venderla come buon usato per acquistarne una più performante e così via. Per questo motivo penso di apportare le modifiche più importanti e usarla un pò per costruirmi alcuni accessori. Preferisco allora mantenere la scheda magari con una versione firmware migliore ma niente di più! Mi dicevi che una volta acquistata nuovamente diciamo Anet Rev. 1.7 vado a modificare i parametri che mi sono salvato e poi? Mi sai dire dove posso trovare info sulla procedura ? Grazie ancora e ciao Fulvio
-
Ciao! credi di aver trovato i parametri di cui mi parlavi a display LCD alla voce CONTROL. Alla voce control mi da tre sotto menu fra i quali uno è MOTION. in questo menu però ci sono varie voci fra ke quali: ACCEL : 1400 Vxy-jerk : 13 Vz-jerk : +000.30 Ve-jerk : 5 Vmax x : 400 Vmax y : 400 Vmax z : 2 Vmax e : 45 Vmin : 0 VTrav min : 9 A Max x : 1400 A Max y : 1400 A Max z : 100 A Max e : 80000 A-Retract : 5000 X steps/mm : +078.74 Ysteps/mm : +078.74 Zsteps/mm : +2560.0 Esteps/mm : +0105.0 sono questi i valori che devo memorizzare vero? fulvio Ahhh certo potrebbe essere un idea! Grazie Adesso do un occhiata, almeno se si fa il lavoro si fa su una scheda più avanzata, hai ragione! Avevo già preso due MOSFET per alimentare il bed e l estrusore, a quel punto non mi servono più o comunque vale sempre la pena applicarli in uscita alle alimentazioni appunto del bed e dell estrusore? grazie e giao Fulvio
-
In pratica anche se avessi la scheda che avevo ordinato con vers. V 1.7 potrei fare un Downgrade ammesso che riesca a trovare la versione del firmware V 1.5 e poi inserire i parametri che erano nella mia vecchia scheda come Z-Y-Z E steps/mm? Se riuscissi con la tua supervisione sarebbe ottimo, considera che non ho mai utilizzato Arduino IDE. Mi sono sempre mosso in altri ambiti, è da poco che ho scoperto questo mondo che mi affascina non poco. Forse sono partito male con una cineseria a basso costo che mi sta dando più problemi che altro anche se comunque in questo odo sto imparando tantissime cose! Devo dire che con varie modifiche alla meccanica ero riuscito ad ottenere tre quattro stampe che pensavo questa stampante non potesse fare anche se non ho mai visto realizzata una TEMP TOWER accettabile. Poi sul più bello boom mi salta il driver dell' estrusore sulla MB!!! Sfiga? Grazie ancora e ciao Fulvio
-
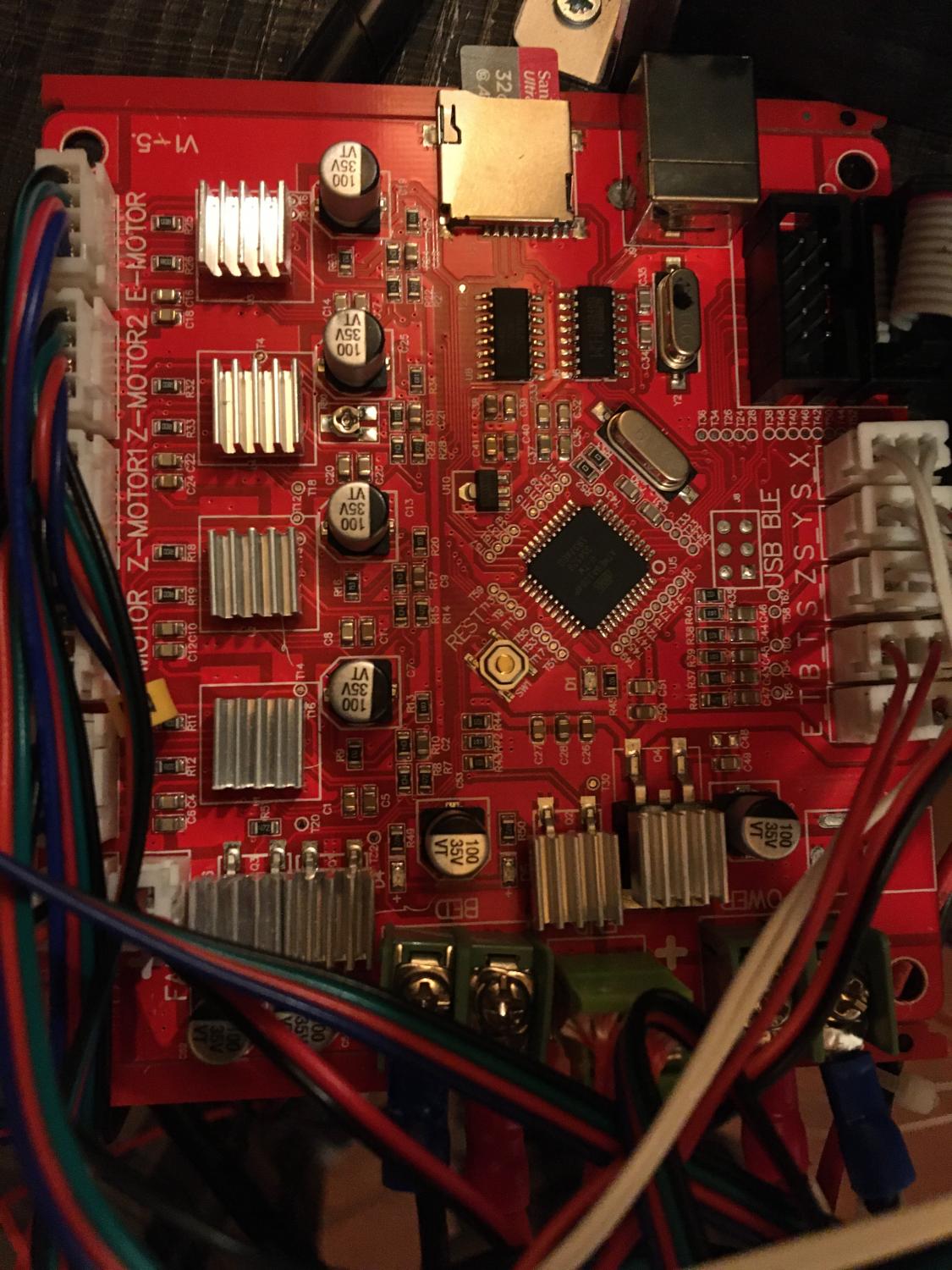
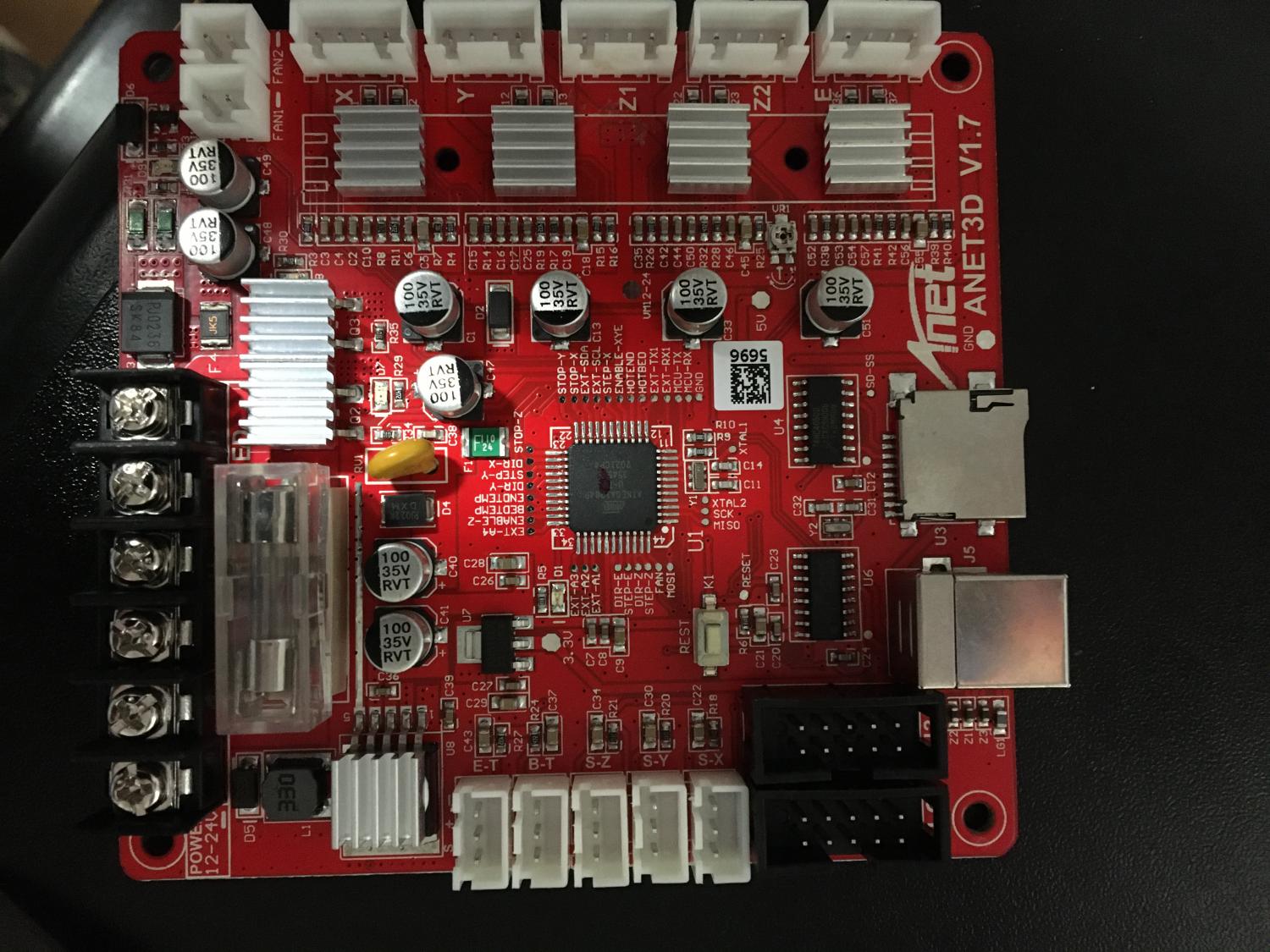
Ti allego foto delle due schede, la prima quella montata in origine, la seconda quella arrivatami da Amazon. Ciao Fulvio Ho verificato e riesco a leggere i parametri che mi hai detto a LCD. Quando entro nel menu mi appaiono le scelte Info screen, Prepare, Control e No SD Card. Ho trovato i parametri alla voce Control. Premendo control mi appaiono dei sottomenu fra i quali TEMPERATURE E MOTION. E' su MOTION che trovo i seguenti parametri: Accel: 1400 Vxy-jerk: 13 Vz-jerk : +000.30 Ve-jerk : 5 Vmax x : 400 Vmax y: 400 Vmax z : 2 Vmax e : 45 Vmin :: 0 Vtrav min : 0 Amax x :: 1400 Amax y : 1400 Amax z : 100 Amax e : 80000 A-retract : 5000 Xsteps/mm +078.74 Ysteps/mm : +078.74 Zsteps/mm : +2560.0 Esteps/mm : +0105.0 Suppongo siano questi i valori che devo memorizzare vero? Nel menu temperature c' è tutta una serie di temperature Min Max sia per PLA che per ABS sia del BED che dell Estrusore. E' necessario che memorizzo anche quelle per avere tutti i dati? Grazie e ciao Fulvio
-
Ciao Avevo speso 33€. Riesci a farmi una lista dei parametri importanti che dovrei segnarmi? E riesco a vederli tutti da Display LCD o devo andare in qualche modo nel firmware via PC? Ti ringrazio delle info che mi stai passando! Ciao Fulvio Ti allego foto delle due schede, la prima quella montata in origine, la seconda quella arrivatami da Amazon. Ciao Fulvio

-
Ahhhh! Avevo letto che non tutte le schede hanno la possibilità di avere modifica del firmware. Lo avevo anche pensato ma leggendo questa cosa ho avuto paura di avviare un problema infinito. Scusa la poca competenza ma modificando il firmware non creerei problemi a tutto il sistema magari modificando anche tutti gli step di movimentazine e quindi le misure vanno a farsi friggere? Se riesci a darmi una dritta posso anche tentare acquistando un altra scheda se è una cosa fattibile! Dici quindi che potrei acquistare la scheda e inserirci il firmware V1.5 per riportare le cose in origine comn la scheda vecchia, così da on dover effettuare mille modifiche tipo invertire le connessioni agli step motor o cose del genere? Pensi che sia fattibile? Perchè da parte del venditore credo che non avrò un granchè di risposte! Grazie intanto per la risposta! Ciao Fulvio
-
Ciao a tutti. Ho acquistato una stampante CTC Prusa Pro B DIY (versione Wood). Dopo aver effettuato le prime stampe mi sono accorto che parecchie cose erano state fatte con non poca economia. Il prgetto in se è ottimo e alle volte ha stampato anche troppo bene, ma è un terno al lotto. Troppo imprecisa. Ho iniziato come tanti penso a modificare le parti ritenute critiche fra le quali i supporti delle aste ASSE-Z che erano pietosi con un gioco incredibile dell' asta stessa all interno delle sedi. Pi decine di altre modifiche che hanno portato via via ad un miglioramento nella stampa. Adesso che stavo per modificare anche il piano Y per ottimizzare la possibilità di calibrare il piatto di stampa (ancora pressochè impossibile con riproducibilità) mi è successquello che non doveva succedere. Lì estrusore non estrude più e que che è peggio è che dopo vari tests mi sono reso conto che il problema sta nell integrato che alimenta lo step motor dell' estrusore stesso. Se alimento lo step motor con la presa ASSE-X lo step avanza regolarmente. E qui inizia il calvario. Sulla scheda non esiste alcun riferimento al di fuori di un V 1 5 (suppongo sia la versione del firmware). Il fornitore 3D-Kingdom (acquistato tramite Amazon) mi ha risposto tre volte di fila dicendomi di provare adalimentare lo step con presa ASSE-X che io avevo già fatto e comunicato. Ho chiesto rpetutamente che scheda dovevo ordinare, con quali riferimenti e nessuna risposta. Ho ordinato una scheda ANET A8 venduta con compatibilità CTC Prusa Pro B. Quando mi è arrivata ho notato che sulla scheda era stampato riferimento ANET 3D V1.7. Infatti come sospettavo i motori ASSE X e Y nonchè Z impazziscono e hanno direzione contraria a quello che dovrebbero oltre che il display si presenta diverso nei menù. Amazon con molta cortesia mi ha rimborsato il costo della scheda e sto aspettando il corriere per la restituzione. Ma come posso risolvere il problema se chi mi ha venduto la stampante non mi risponde a tono o non mi invia personalmente la scheda giusta? E' corretto che si siano verificate queste inesattezze probabilmente dovute ad una differenza nel firmware? Spero che qualcuno mi possa aiutare! Grazie e cordiali saluti Fulvio