Mene
-
Numero contenuti
13 -
Iscritto
-
Ultima visita
Obiettivi di Mene
")



-
Cura - retrarre filamento a fine stampa
Mene ha risposto a Mene nella discussione Software di slicing, firmware e GCode
Ok, grazie Killrob! -
Cura - retrarre filamento a fine stampa
Mene ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, credevo di avere impostato l'End GCode di cura per ottenere una retrazione del filamento a fine stampa e rischiare meno intasamenti, ma temo di aver sbagliato qualcosa, di seguito il codice. G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning G1 E-50 ; G1 X0 Y{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z Secondo voi cosa c'è che non va? Grazie in anticipo🙂 -
Allineamento layer
Mene ha risposto a Mene nella discussione Problemi generici o di qualità di stampa
Ok, alcune velocità le avevo già a 25. Più alte avevo solo parete interna e riempimento a 50 -
Allineamento layer
Mene ha risposto a Mene nella discussione Problemi generici o di qualità di stampa
Ho fatto un po' di altre prove, la situazione è un po' migliorata. Il motivo per cui mi sono così fissato è che una delle prime prove che feci (quella blu, anche se magari dalle foto la differenza non si nota) mi era venuta abbastanza bene, poi nel tentativo di fare dei miglioramenti alla stampante devo aver toccato qualcosa che mi ha fatto peggiorare. Tra le modifiche provate: allentamento cinghie, rimozione modifica tenditore che avevo il dubbio non facesse scorrere la cinghia. Gli eccentrici del carrello e del piatto dovrebbero essere a posto. Adesso ho provato ad allentare le viti dell'asse Z. Non so quali altre modifiche potrei provare? A livello software posso fare qualcosa, tipo ridurre velocità?
-
Allineamento layer
Mene ha risposto a Mene nella discussione Problemi generici o di qualità di stampa
no diciamo che forse mi sono fidato troppo dei poteri del cuscinetto, ma controllerò. Adesso sto stampando con le cinghie un po' allentate vediamo come viene -
Allineamento layer
Mene ha risposto a Mene nella discussione Problemi generici o di qualità di stampa
scusa ho scritto male, mi sono mangiato un non, intendevo: non ha molto spazio per scorrere -
Allineamento layer
Mene ha risposto a Mene nella discussione Problemi generici o di qualità di stampa
ok allora prossima prova flusso un po' più basso, dal test ho visto che lo potrei mettere a 0,98, più cinghie un po' allentate sempre a proposito di cinghie ho il dubbio che nel tendicinghia stampato dell'asse y la puleggia abbia molto spazio per scorrere -
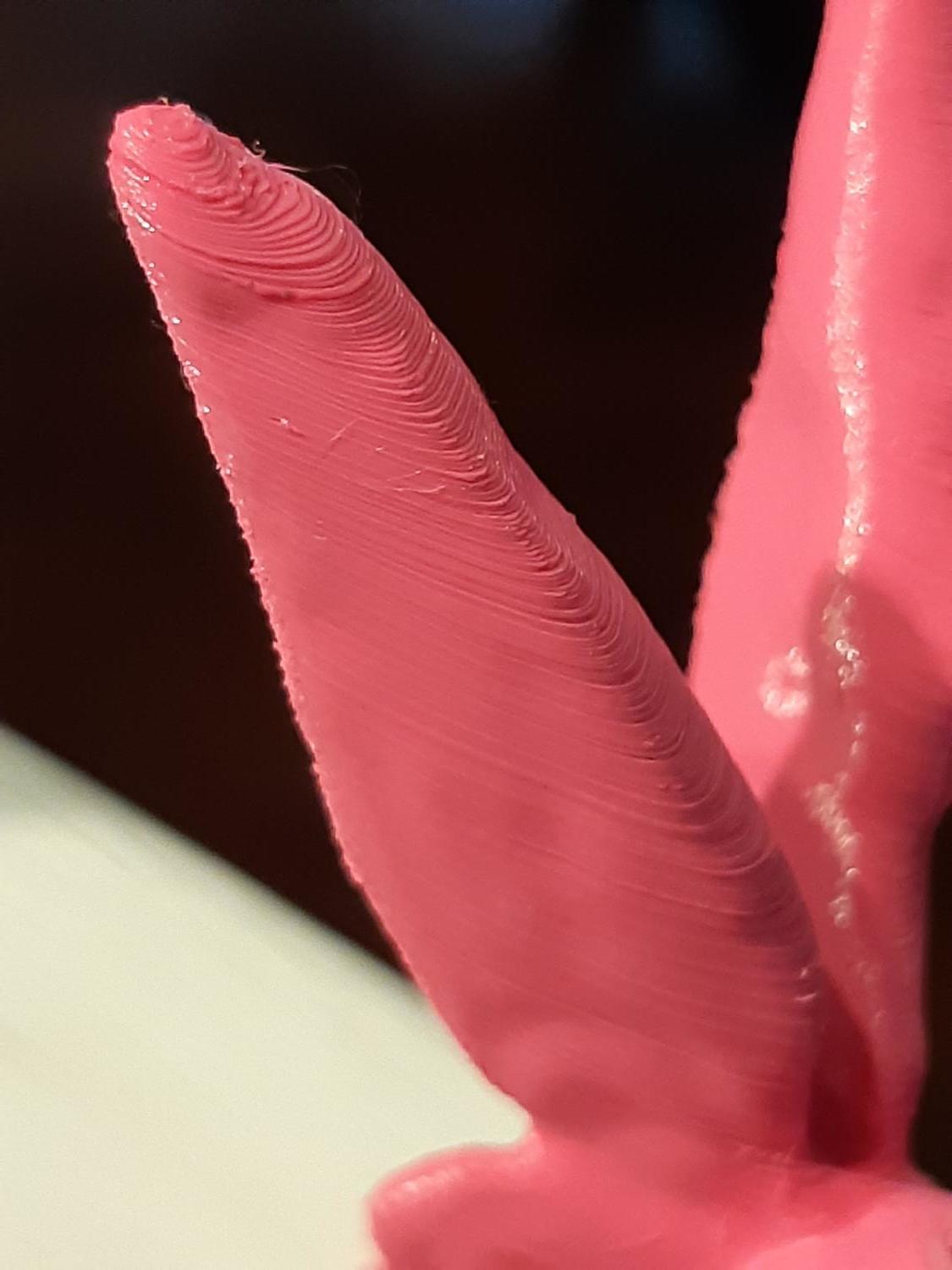
Ciao a tutti, ho stampato questo modello varie volte, ma non riesco ad ottenere una sovrapposizione dei layer che mi soddisfi, soprattutto nelle braccia e nelle ali. Ho una Ender 3 e cura 4.8, il profilo ha layer 0.12, t estrusore 200°, retrazione 6, velocità di retrazione 45. Ho anche dato una controllata all'assemblaggio della struttura per controllare gli squadri e la scorrevolezza dell'asse z e dei carrelli. Oltre a tendere di più le cinghie cosa potrei fare? Anche a livello di impostazioni software.
-
Molto interessante, grazie, domani lo provo👍
-
Il termistore a differenza di quello della Ender finisce con una cartuccia anche lui, quindi già che c'ero ho montato tutti i componenti che mi dava E3D...dovrei esser riuscito a fare tutto senza fare danni. Senza far danni a parte il posizionamento del bowden, quello nonostante cerchi di tagliarlo piatto e di dare il quarto di giro all'ugello a caldo, sono riuscito solo una volta a ottenere il test del flusso corretto😅
-
Ok, allora domani proverò a fare il PID, grazie a tutti! Sisi io ho ordinato la versione per i 24V, comunque controllerò per sicurezza, grazie!
-
Leggevo le istruzioni per il cambio dell'hotend ed al passaggio 24 parla di modifiche al firmware Metto il link delle istruzioni https://e3d-online.dozuki.com/Guide/Lite6+Assembly/2?lang=en
-
Ciao a tutti, sto per cambiare l'hotend dell'Ender 3 con un V6 Lite di E3D, vi chiedo se devo fare dei cambiamenti nel firmware obbligatoriamente o se sono solo consigliati. Al momento, come materiale, continuerei a stampare solo PLA. Grazie🙂