

BamBamBS
-
Numero contenuti
60 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da BamBamBS
-
-
Ciao a tutti,
come da titolo sono indeciso sul prossimo acquisto, tralasciando la differenza di prezzo.
Ho già altre 2 stampanti, ma ne vorrei aggiungere un'altra per i miei lavoretti.
Ovviamente sono 2 stampanti strutturalmente diverse, ma vorrei capire se orientarmi su una "classica" come la Creality oppure provare a cimentarmi con la Flsun.
Per quanto riguarda l'area di stampa, diciamo che entrambe per me andrebbero bene.
Sono incuriosito molto dalla Super Racer, però ho letto, qui nel forum, che alcuni hanno avuto problemi con l'hotend, poi risolti sembrerebbe. Dai vari video che ho visto sembrerebbe molto rigida e stabile. Veloce certamente, ma anche molto precisa con stampa veramente ottime a velocità più basse rispetto ai pubblicizzati 200/mms. Ottimi componenti ed elettronica.
Anche Creality mi sembra molto robusta e ben costruita. Ottimi componenti. Sembra proprio "monta e stampa" senza fare altro.
Ovviamente la Flsun è molto ingombrante. Mentre la CR-10 dimensioni "normali".
Grazie in anticipo per i consigli
-
Il 23/8/2022 at 11:46, Truck64 ha scritto:
E' in uscita la versione 2.5.0 di PrusaSlicer (siamo alla release candidate 1). Una delle differenze più signufucative è il nuovo generatore dei perimetri che migliora lo slicing proprio per le parti sottili del modello, leggi quì: https://github.com/prusa3d/PrusaSlicer/releases/tag/version_2.5.0-alpha2. Io l'ho istallato in parallelo alla 2.4.2, mi ha preso tutti i settaggi dalla versione precedente e c'è effetivamente un miglioramento. Ti consiglio di provarlo, magari risolvi senza perdere tempo a modificare il modello.
Grazie mille per il suggerimento. Proverò la nuova versione.
-
Il 19/8/2022 at 22:10, Killrob ha scritto:
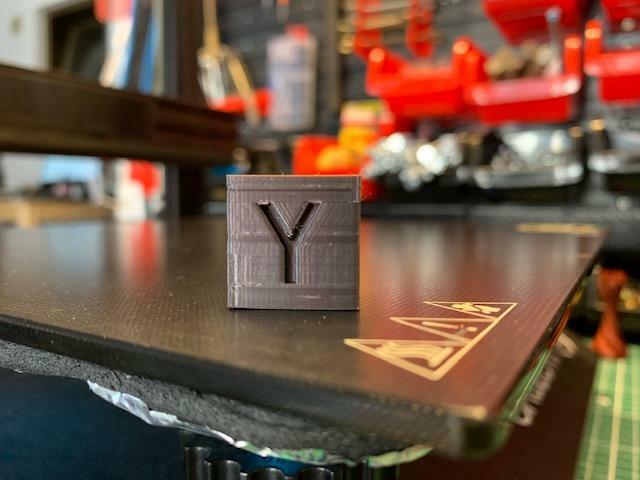
allora quel pezzo ha lo spigolo troppo piccolo ed il nozzle da 0.4 non ci riesce perché risulta troppo grosso, solo nello slicer prova ad impostare un nozzle da 0.2 e vedi se il difetto te lo fa ancora.
Ciao, ho provato come hai suggerito te ma non funziona.
Si vedono ancora i difetti a livello della curva. Quindi credo che sia il disegno il problema. proverò a replicarlo con Fusion360 e fare altri test.
Grazie
-
 1
1
-
-
4 ore fa, Killrob ha scritto:
non sapendo cosa usi non saprei dirti... che nozzle? quante pareti? altezza layer?
Nozzle 0.4
pareti 3
altezza layer 0.2
-
21 ore fa, Killrob ha scritto:
direi dimensione e numero di pareti non adatti al pezzo ed al nozzle utilizzati
Quindi cosa mi consiglieresti di fare?
-
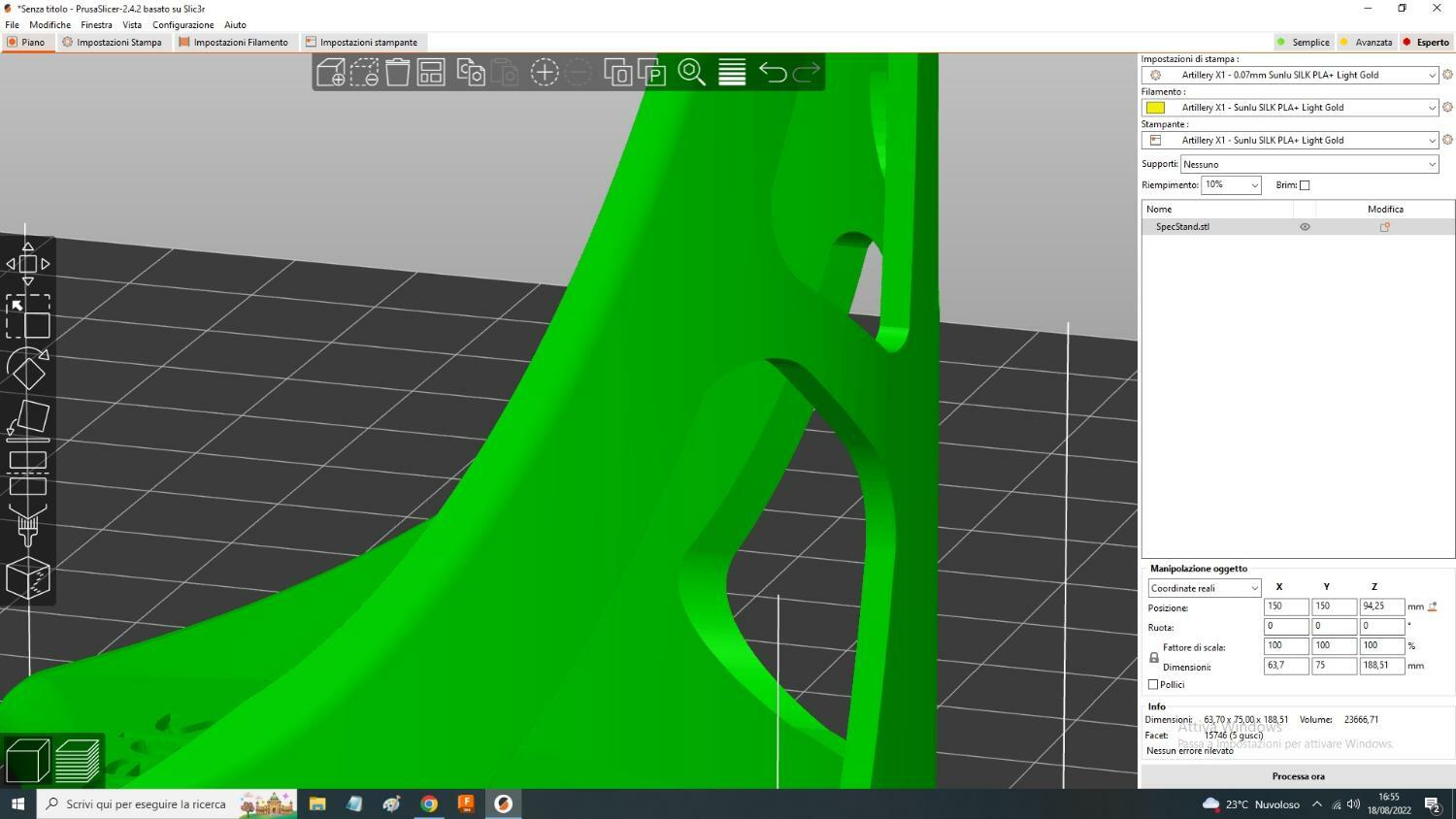
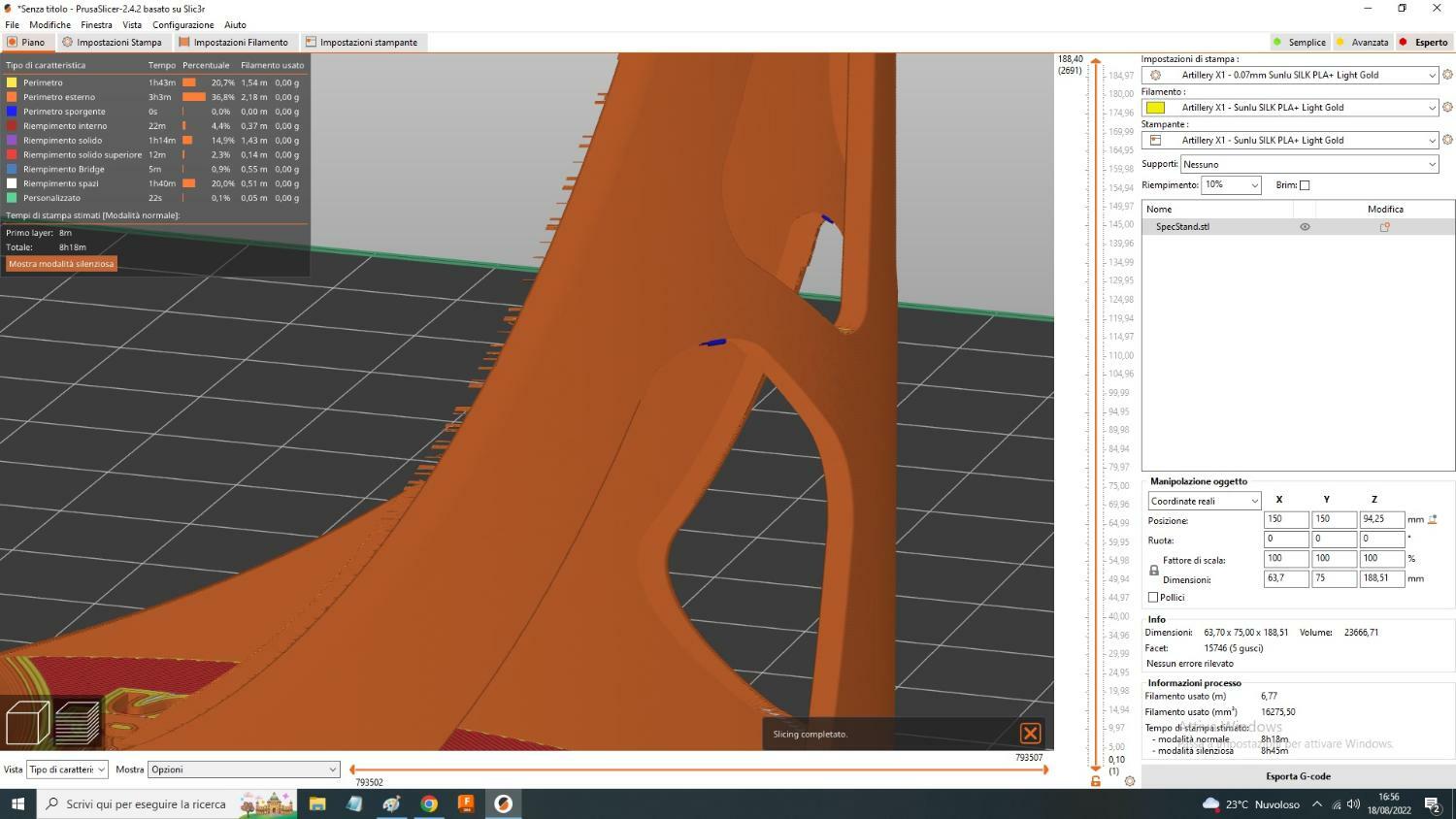
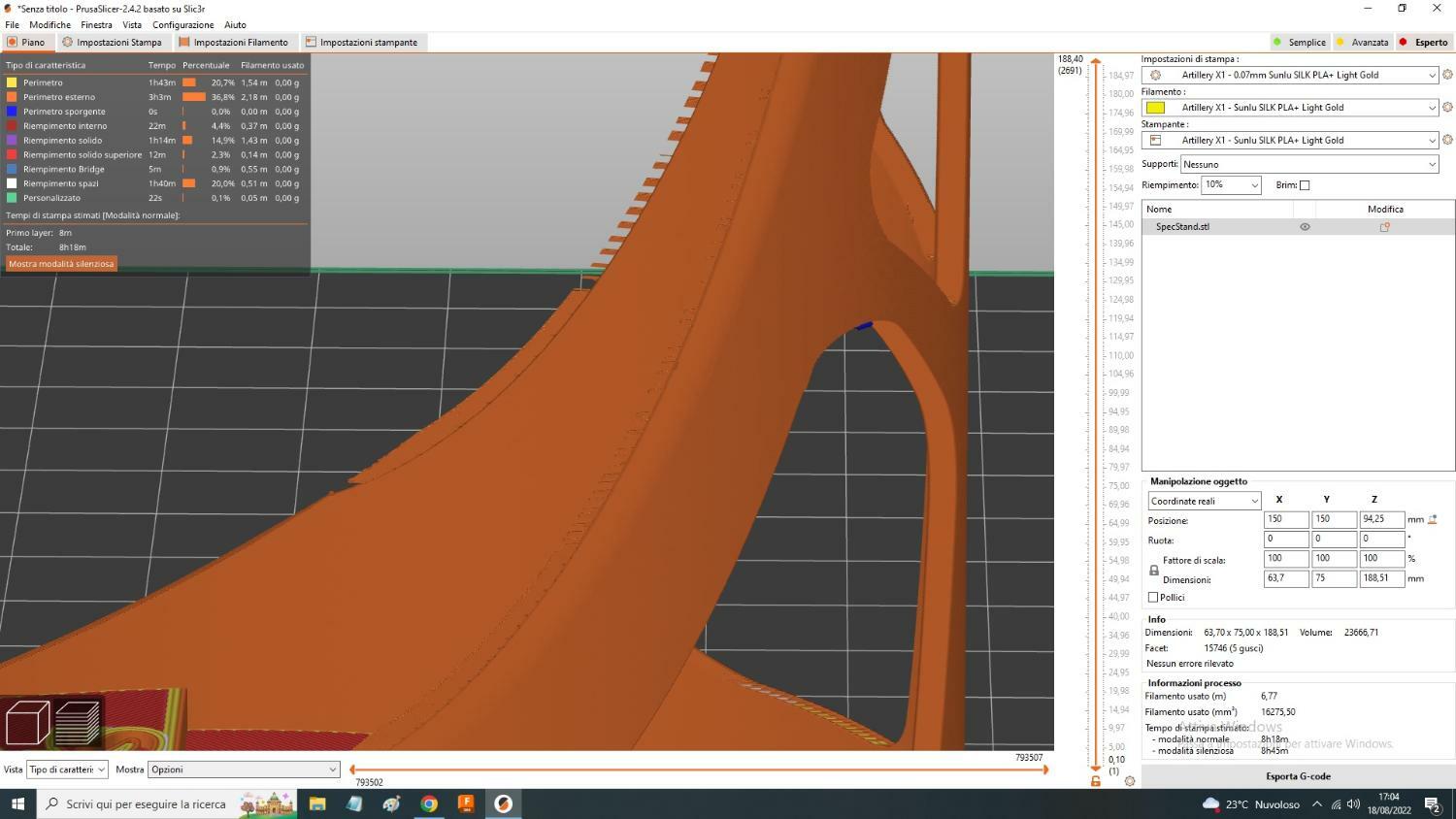
Ciao a tutti,
Ho scaricato un file da thingiverse. L'ho caricato in PRUSAslicer (foto Prima del Processo)
Dopo che ho avviato il processo di slicing sono comparse queste irregolarità (foto Dopo il processo 1&2)
A cosa sono dovute? Ho aperto il file anche in Fusion360 e non aveva alcun problema.
Anche prima dello slicing, come si vede, non ha nessun difetto.
Potrebbe essere che il software non riesce a creare il percorso per la macchina e di conseguenza crea tutte queste piccolissime sporgenze?
Chi mi potrebbe aiutare a capire come posso procedere? In fase di stampa vengono riprodotte tutte queste linee.
Grazie mille
Ciao


-
57 minuti fa, FoNzY ha scritto:
se vai nella sezione start gcode di cura mettili appena dopo g92 che dovrebbe essere l'ultima riga, comunque non importa dove lo metti
Ok grazie mille
-
42 minuti fa, FoNzY ha scritto:
M92 Exx Xxx Yxx Zxx dove al posto di xx metti il valore degli step\mm che vuoi (esempio: M92 E412.4 X65.2 ... )
Questi li posso mettere in qualsiasi punto dello start g-code?
42 minuti fa, FoNzY ha scritto:M205 Exx Txx Xxx Yxx Zxx
T sta per "feedrate spostamento" e puoi anche non metterlo
per gli altri valori si intende il valore massimo
M205 E500 T1500 X9000 Y9000 Z500 (questi sono i valori attuali)
ma comunque non ti consiglio di smanettare il jerk
Questi direi di non toccarli quindi.
Grazie mille
-
18 ore fa, FoNzY ha scritto:
se non hai la funzione di salvataggio eeprom attiva puoi metterlo come start gcode
E che comandi devo mettere?
Poi, devo metterlo all'inizio dello start g-code, alla fine oppure in qualsiasi punto?
-
1 ora fa, FoNzY ha scritto:
non mi sembrano male per una fdm. puoi cambiare gli step\mm per questo filo e rimettere i vecchi step\mm quando stampi gli altri filamenti
Ecco qui non saprei come fare. Devo inserire qualcosa nei comandi g-code per questo filamento? Quali sarebbero i comandi?
1 ora fa, FoNzY ha scritto:e allora perche' vuoi modificare il jerk? vuoi abbassare anche quello?
puoi usare il comando M205 X Y Z per modificare il jerk
se la fuznione è abilitata puoi salvare i nuovi valori con m500 altrimenti crei il custom gcode
Non voglio modificare il jerk, era solo per capire se le velocità di jerk che avevo all'interno delle impostazioni, per questo filamento, fossero quelle che venivano utilizzate per la stampa, oppure fossero dei parametri "limiti" che aveva la macchina.
Diciamo che al momento potrei provare con il cambio degli step7mm per questo filamento, ma ecco non saprei che comandi usare e come inserirli all'interno del g-code.
Grazie intanto per le precisazioni
1 ora fa, FoNzY ha scritto:puoi usare il comando M205 X Y Z per modificare il jerk
se la fuznione è abilitata puoi salvare i nuovi valori con m500 altrimenti crei il custom gcode
Anche qui, dovrei inserirlo all'interno del g-code nello slicer?
-
Ciao a tutti,
sto avendo vari problemi con questo filamento.
Sono riuscito a migliorare un po' la situazione però manca ancora molto credo, per arrivare ad un risultato ottimale.
Ho una Artillery X1 con Bltouch.
Ho stampato un cubo xyz 20x20 layer 0.1mm con brim (l'unico modo che ho trovato per questo filamento per farlo aderire al piatto, ne lacca, ne alcool isopropilico, ne scocth hanno funzionato) e questo è il risultato.
X = 20.25
Y = 20.15
Z = 20.25
Premetto che gli altri cubi con altri filamenti sono praticamente perfetti. Quindi se dovessi andare a cambiare i parametri degli step/mm per sistemare questo, mi sballerebbero tutti gli altri.
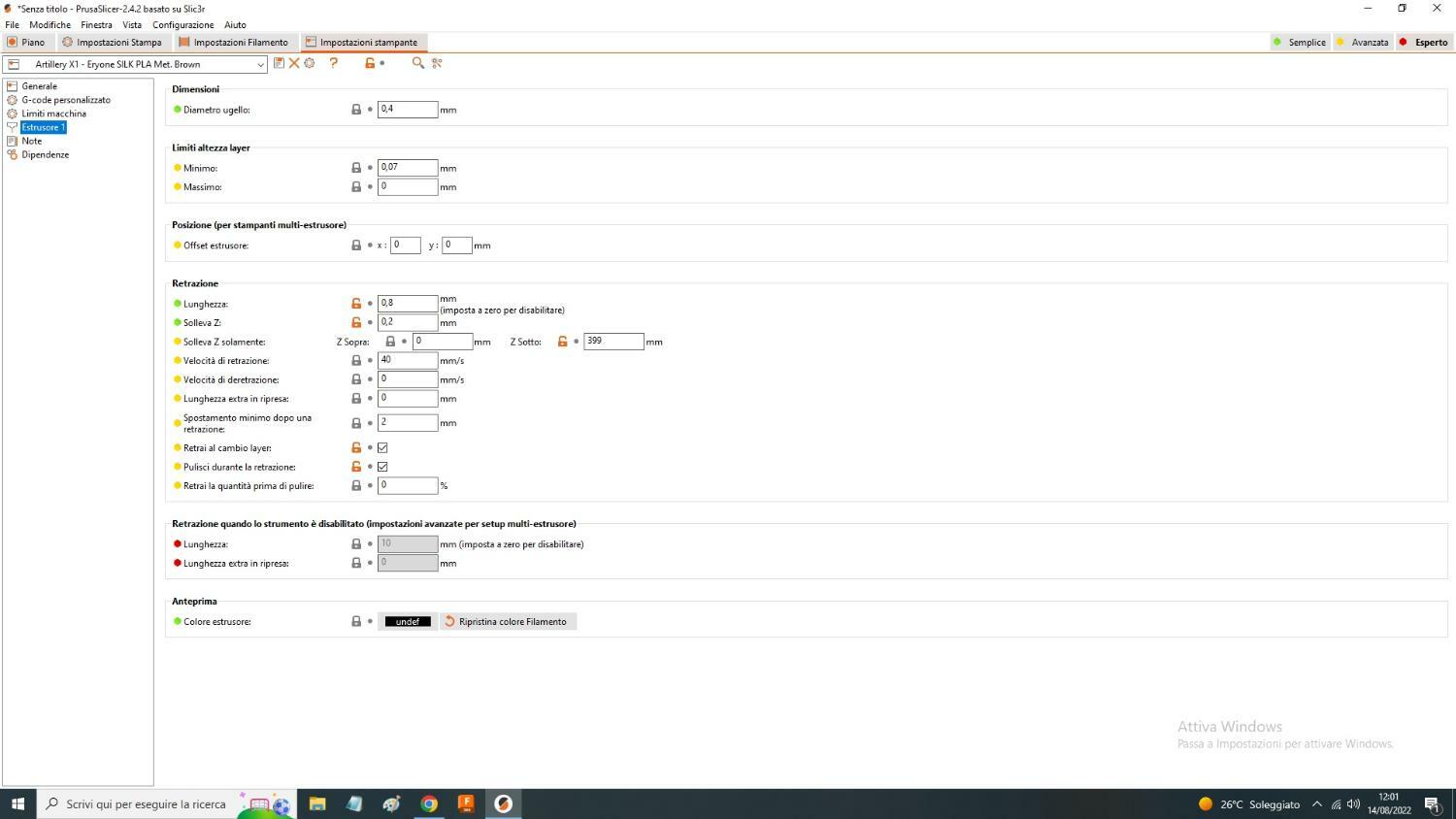
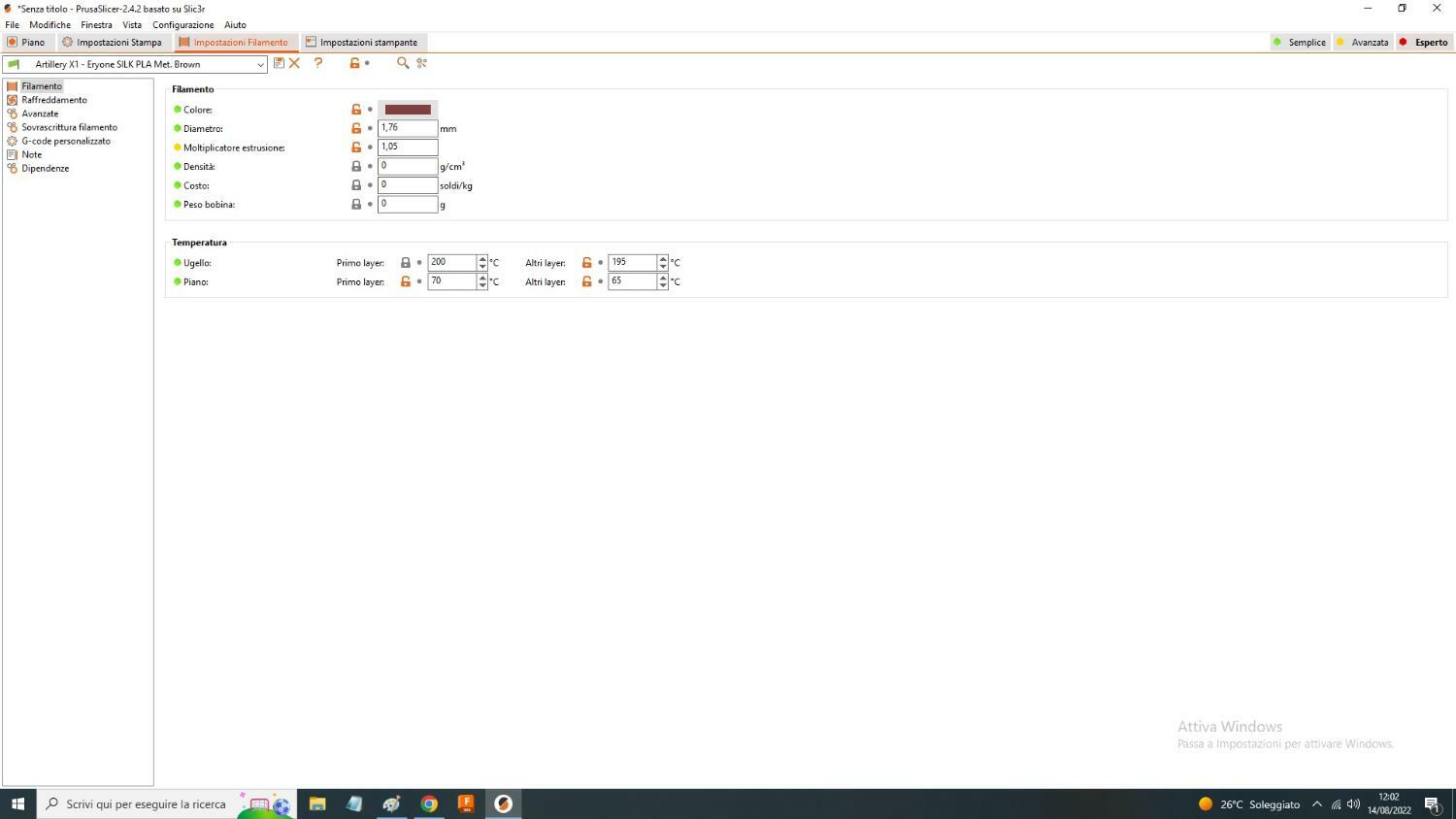
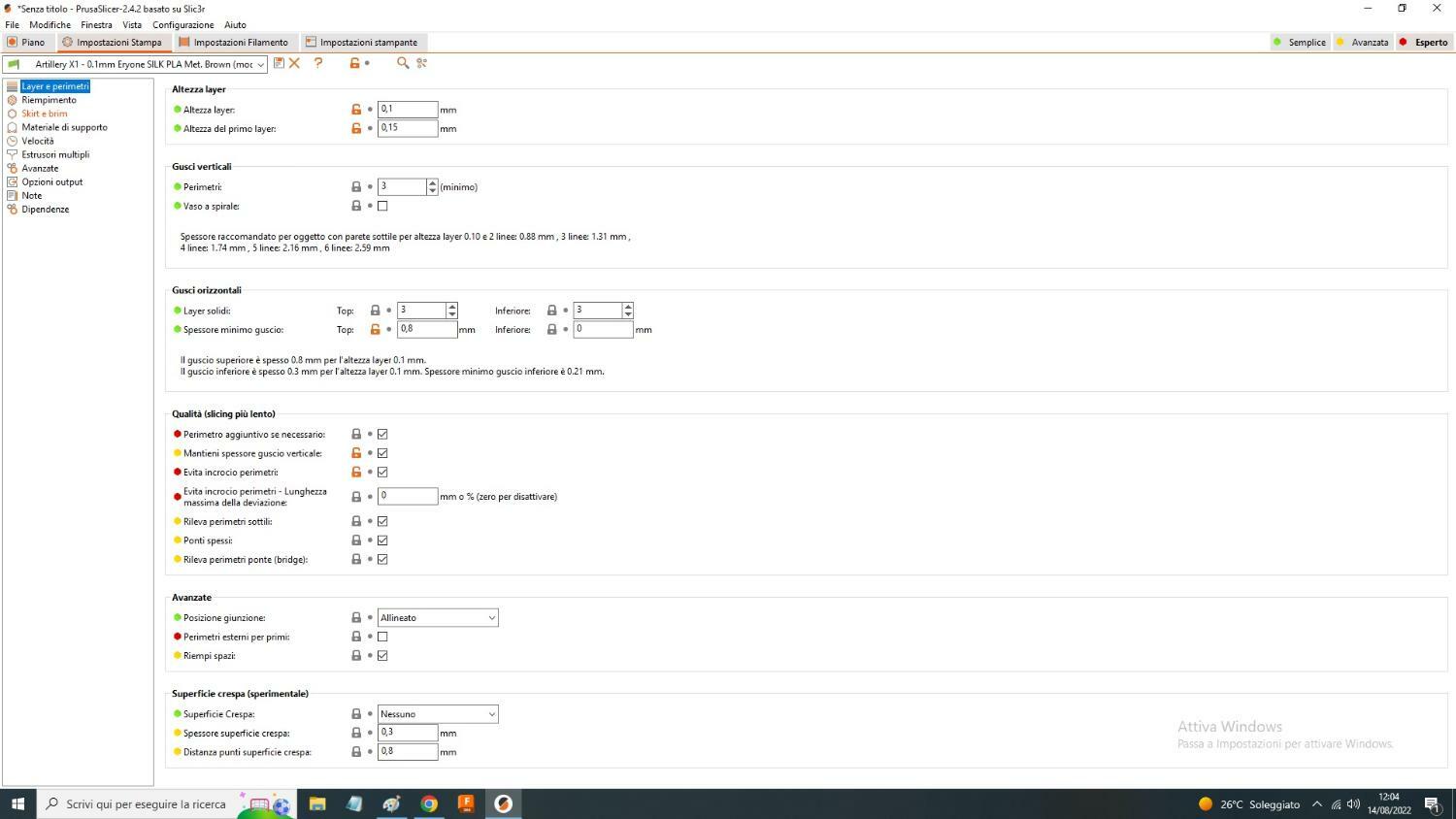
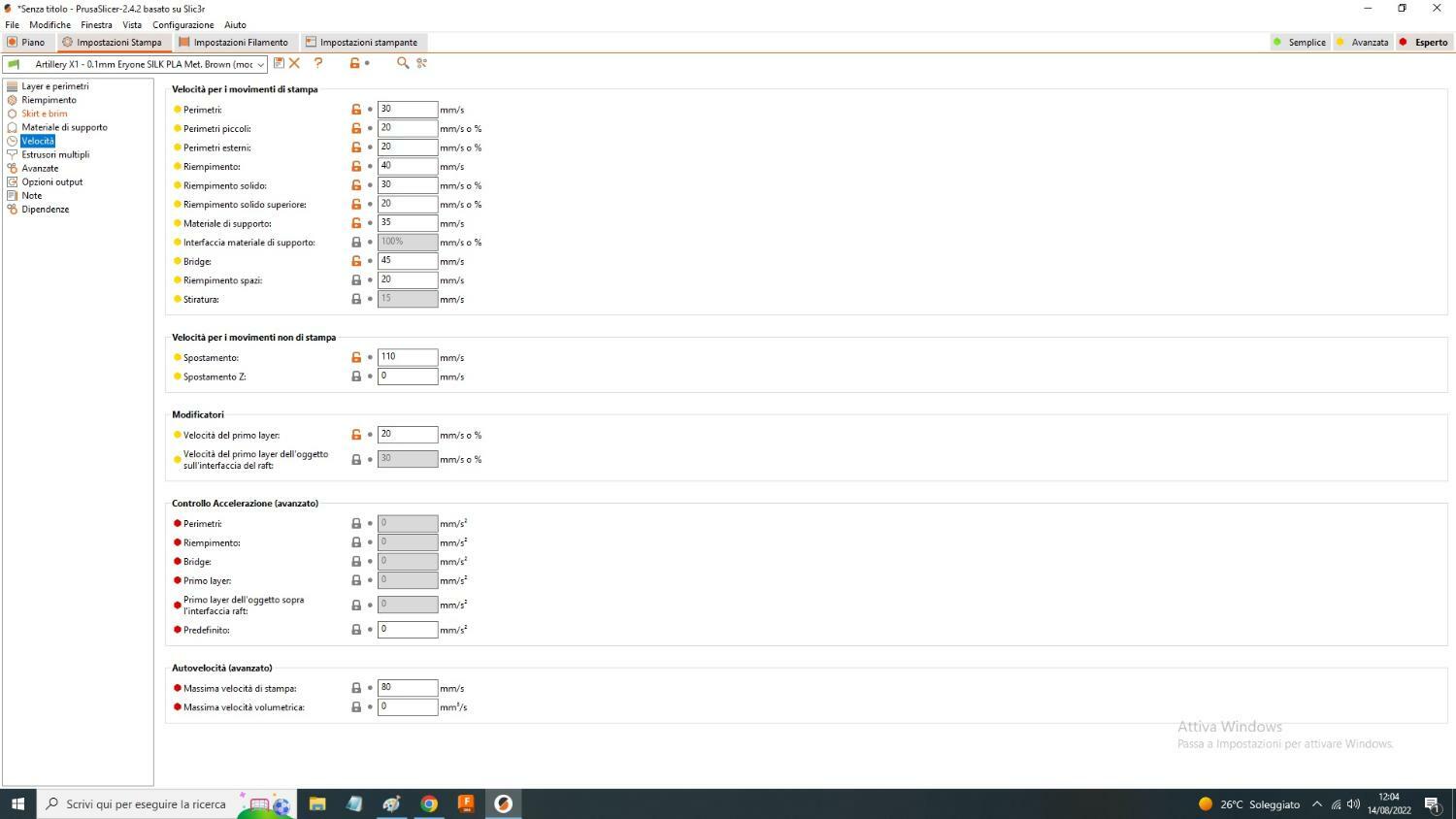
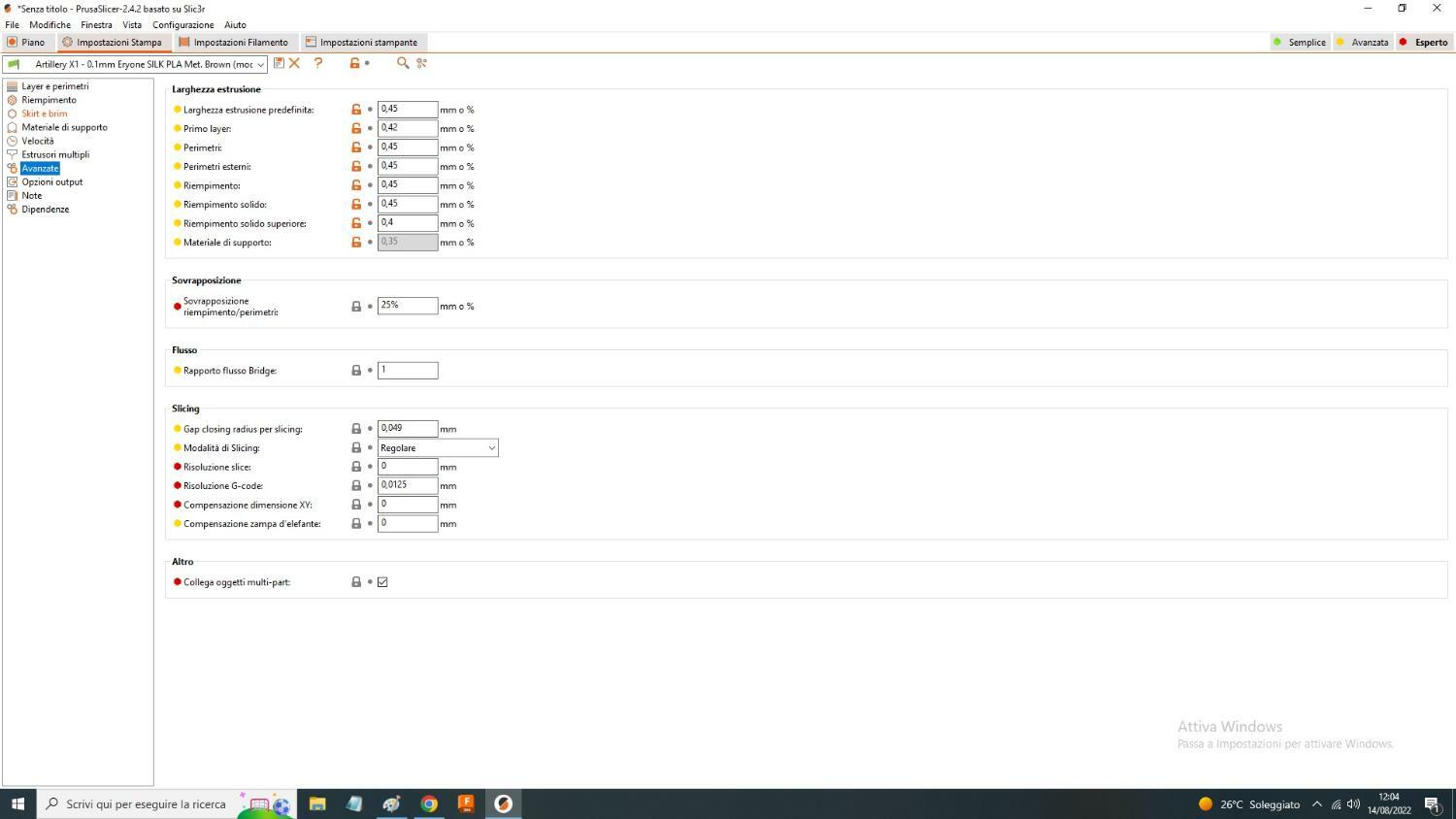
Posto ora i parametri di stampa per questo filamento:
La temp di estrusione a 195°, il miglior risultato l'ho avuto con questa.
Ho abbassato le velocità per non creare troppe vibrazioni alla macchina, inoltre anche perché così facendo ho migliorato molto esteticamente il cubo. Pensate a come poteva essere prima.
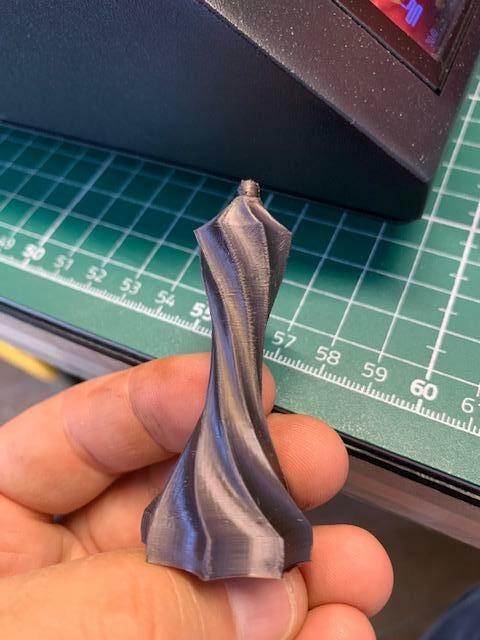
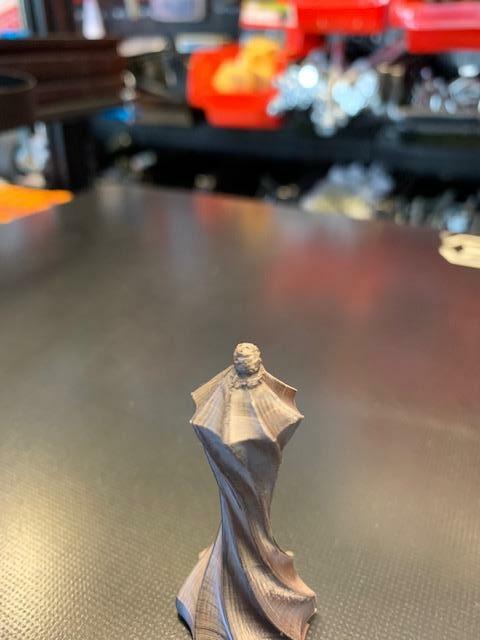
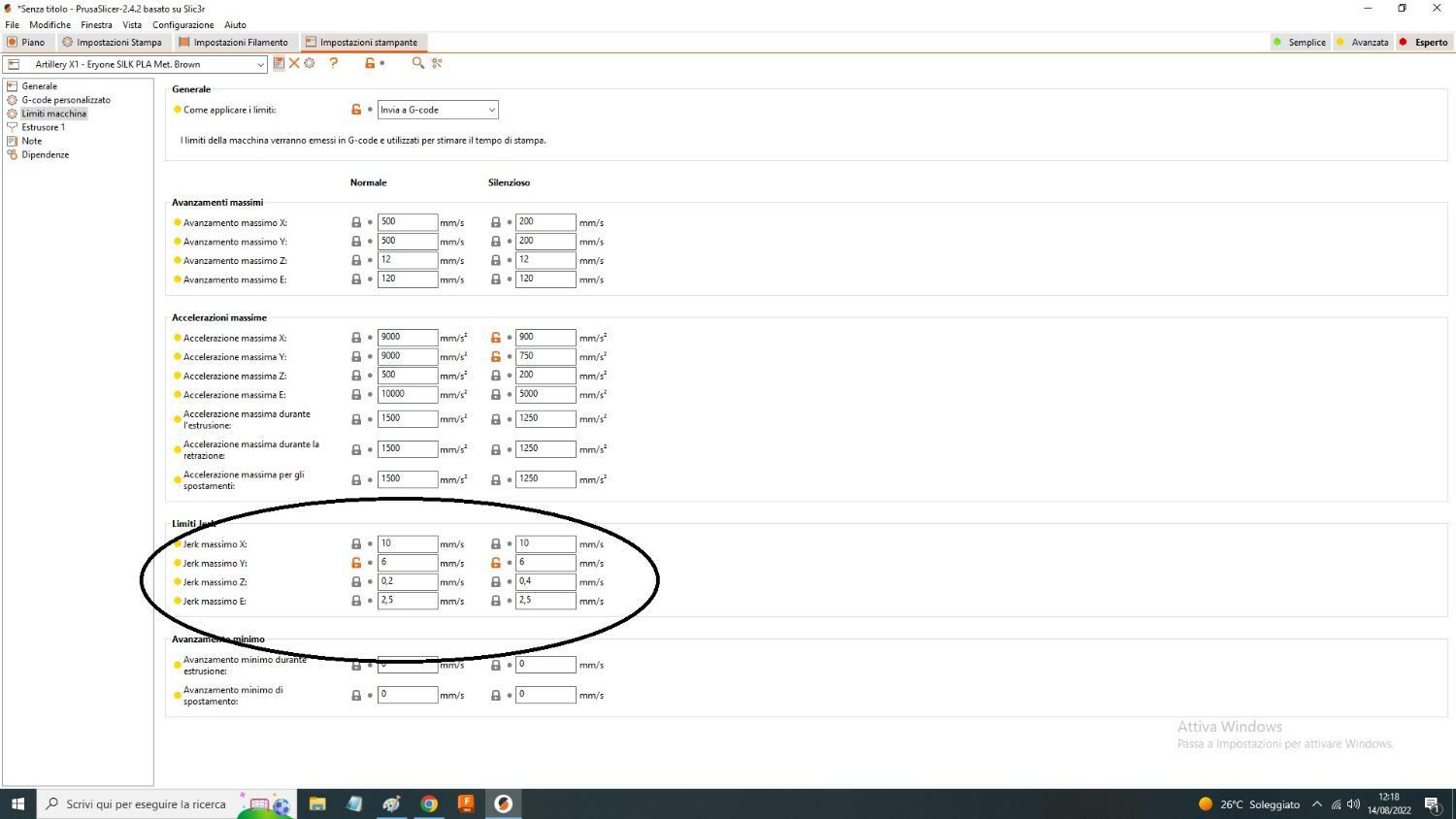
Altra cosa, ho stampato un pedone di una scacchiera e la parte finale che termina con una piccola sfera, l'ha stampata malissimo. Con gli altri PLA il pezzo è venuto pressoché perfetto. Posto foto.
Per quanto riguarda il Jerk, i valori che ho postato (quelli cerchiati di nero nell'allegato) sono i limiti della macchina, e non quelli impostati per quel tipo di filamento? Dove dovrei andare a modificarli eventualmente?
Questo è quanto. Spero qualcuno possa aiutarmi a migliorare la situazione di questo filamento perché lo trovo molto interessante e ho in mente tante cose da fare. Certamente qualche parametro sarà sbagliato e avrò anche dimenticato di modificarne altri.
Grazie in anticipo per l'aiuto, i suggerimenti, dritte etc.
Ciao e buona domenica
-
2 ore fa, Truck64 ha scritto:
hai cambiato l'impostazione per le quote di E nel profilo;
Non ho toccato nulla
2 ore fa, Truck64 ha scritto:hai modificato lo start gcode o cancellato quello prima del cabio layer;
Anche qui tutto come era prima
2 ore fa, Truck64 ha scritto:hai aggiornato lo slicer da una versione molto vecchia, non ti so dire nemmeno quanto.
Ho aggiornato alla versione 2.4.2. però dopo averla aggiornata ho stampato senza problemi.
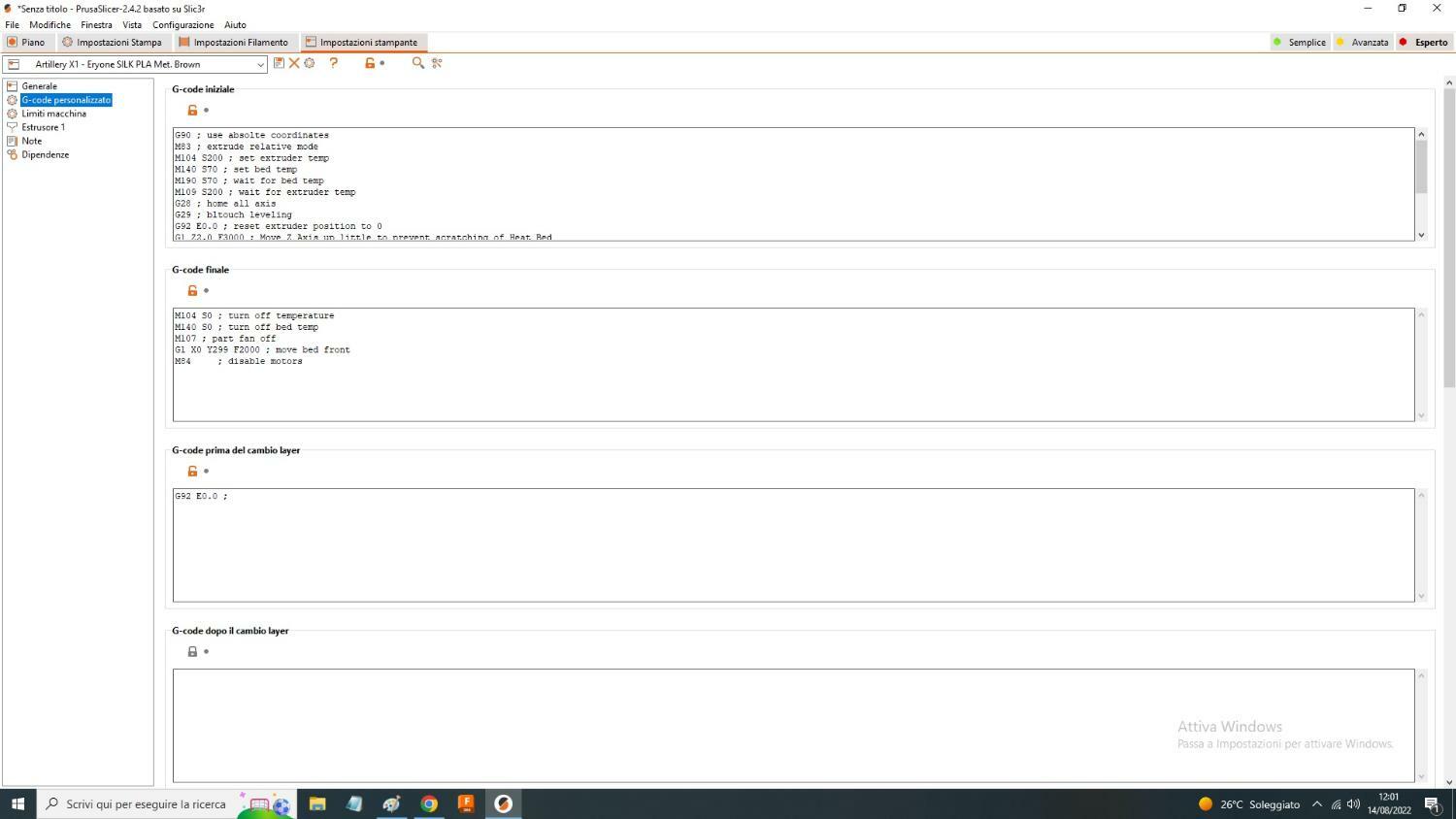
Adesso ho inserito il codice nella sezione G-code prima del cambio layer e sembra funzionare senza problemi.
Aggiorno in caso di problemi.
Grazie per la dritta
-
Ciao a tutti,
ho un problema con lo slicer in oggetto. Premetto che è sempre andato bene e non mi ha mai creato problemi.
Ieri ho stampato dei pezzi di una scacchiera. E fin qui tutto bene. Niente da segnalare.
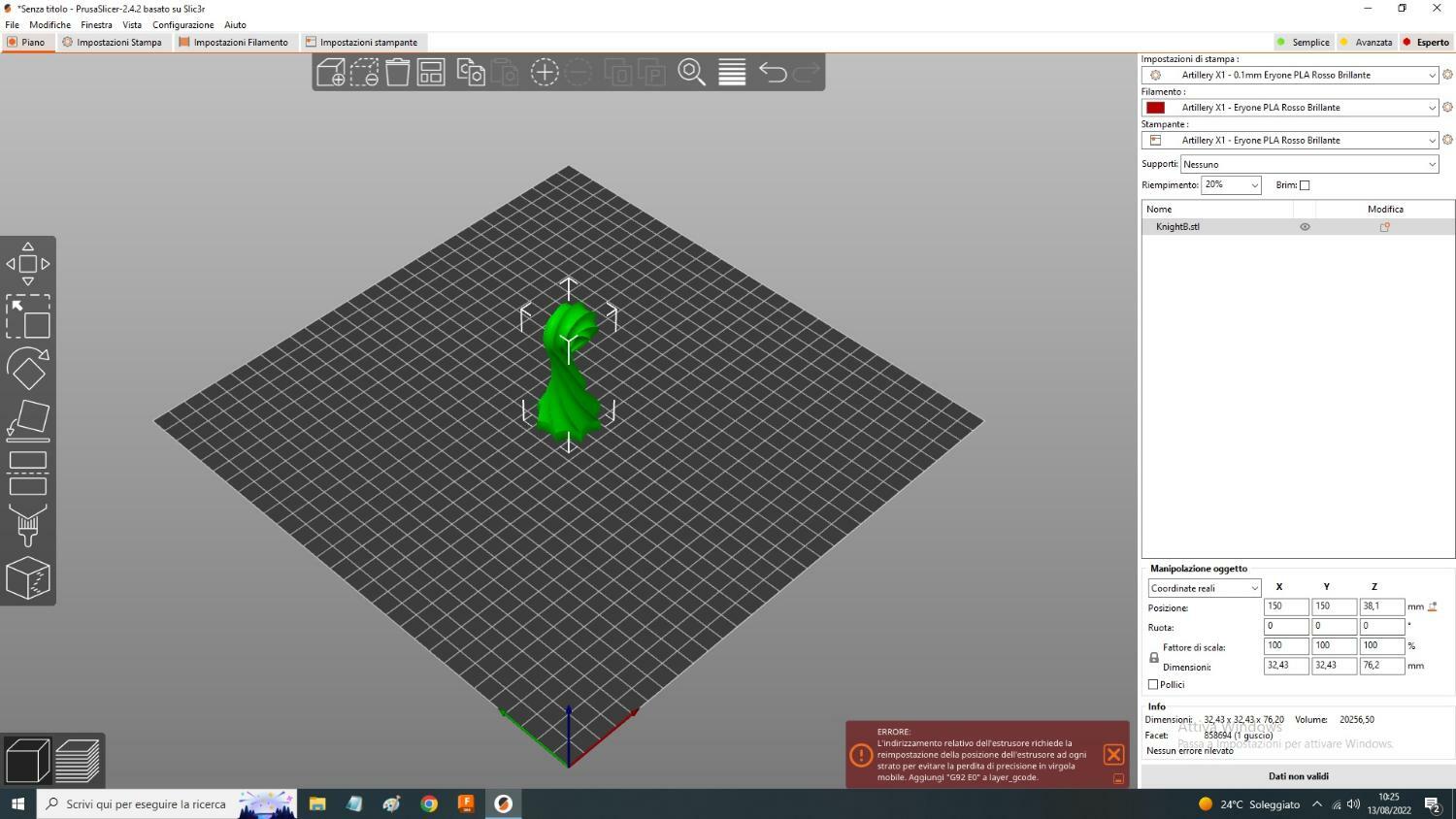
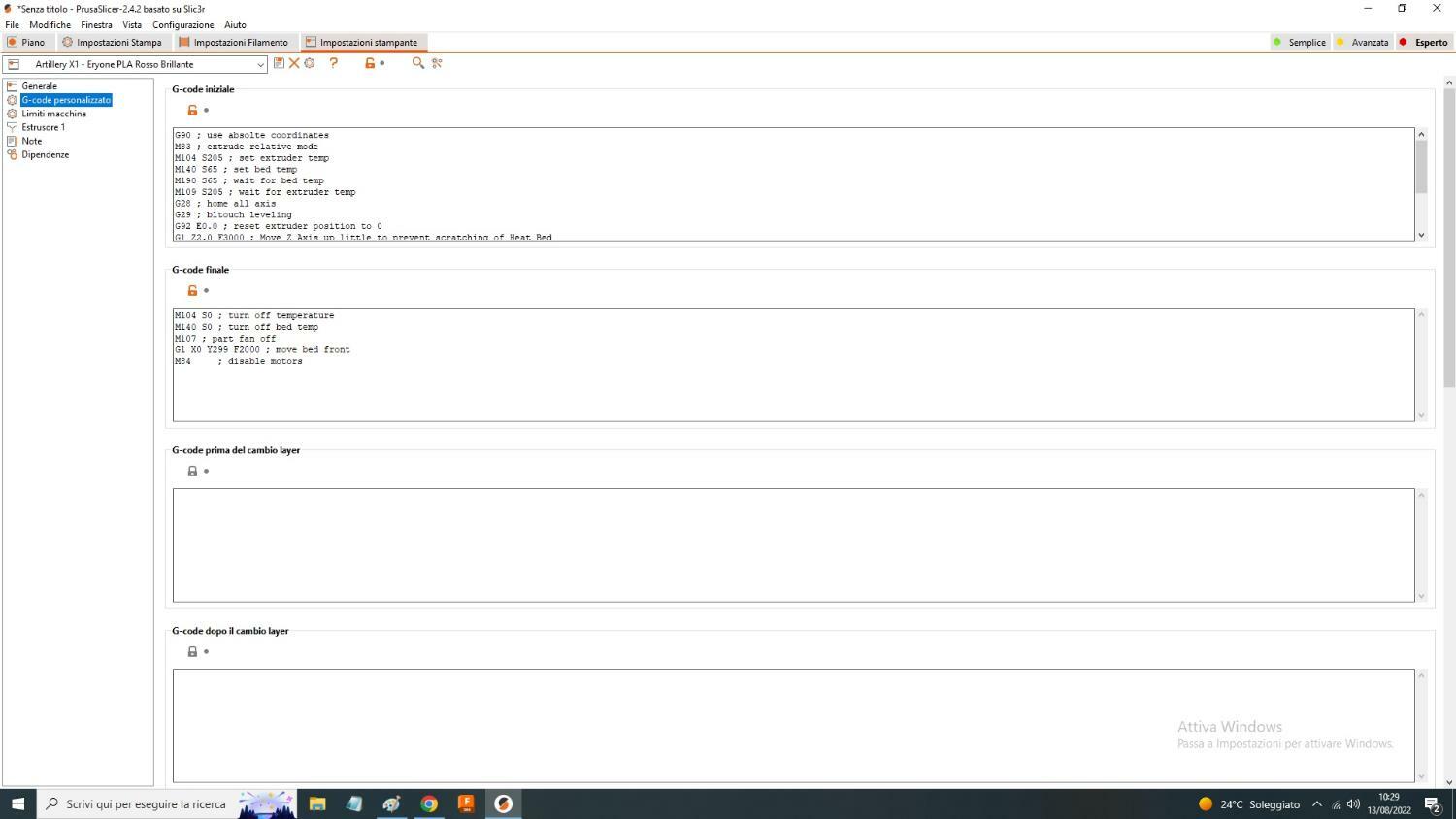
Stamattina volevo finire di stampare gli ultimi che mancavano, però lo slicer mi ha dato un errore e non riesco a far partire il processo di slicing.
Come potete vedere dalla foto con il pezzo sul piatto, in basso a dx mi è uscito un errore. Nella foto 2 ho postato quello che ho inserito come gcode (è sempre stato così, non ho mai cambiato nulla. Ha sempre funzionato senza nessun tipo di problema).
Pensavo fosse un problema di quel STL, ma ho provato con altri (che avevo già stampato) ma l'errore esce sempre.
La cosa che non capisco bene, è che dice: "Aggiungi G92 E0.....al layer_gcode". Cosa intende?
Altra cosa, per proseguire, dovrei fare CTRL+R o premere SHIFT per avviare il processo di slicing. Però non funziona.
Ripeto, non mi è mai capitato nulla del genere.
Grazie mille per l'aiuto e le eventuali spiegazioni.
Ciao e buona giornata
-
Buon pomeriggio,
sarei intenzionato ad installare il blocco Hemera E3D sulla mia artillery X1. Vorrei installarlo con il Bltouch e quindi utilizzare come supporti vari questo trovato su thingiverse:
https://www.thingiverse.com/thing:4033595
Mentre per la parte cooling questo:
https://www.thingiverse.com/thing:4042492
Per quanto riguarda il firmware, ho installato questa versione che mi permette (già funzionante) di usare il bltouch e fare il zoffset in caso di bisogno. (carico qui il firmware).
Vorrei chiedere il vostro aiuto per compilare correttamente il Marlin per installare Hemera.
Inoltre cosa devo fare per far funzionare al meglio tutto? Ci sono altre modifiche da fare? Non so, sui driver etc?
Grazie in anticipo per l'aiuto.
-
Il 30/1/2022 at 16:08, eaman ha scritto:
Non fa una linea, e' che ti cola il nozzle mentre fa quel travel. La soluzione piu' semplice e' non fare lo skirt, non capisco perche' tutti fanno 'sto skirt! Io non lo faccio.
Magari hai il filamento un po' rovinato o l'hoten da pulire 😉
Non è il nozzle che cola. Non mi sono spiegato bene scusa. Praticamente non termina il giro dello skirt, lo interrompe prima e dal nulla attraversa il centro dello skirt e inizia la stampa del primo layer. Praticamente mi ritrovo con lo skirt fatto a 3/4.
Altre volte succede che, prima di iniziare il primo layer, dopo aver fatto lo skirt, l'asse Y arretra e poi ritorna nella posizione di inizio primo layer. Il tutto senza estrudere. Quindi arriva alla posizione di inizio layer ed estrude.
Altra cosa, a volte stampo il cubo XYZ 20x20, non mi stampa i 3 loop impostati al primo layer, parte a stampare il centro del cubo senza le pareti. Dal secondo layer in su va tutto bene.
Quando fa queste cose non capisco da dove possa prendere questi comandi.
-
Il 2/9/2021 at 15:26, Cersil ha scritto:
Per quanto riguarda la microsd ho provato a formattarla sia 4Gb Fat 16 sia 8 Gb Fat 32, ma niente non legge. Del resto anche se ci metto un semplice file gcode, non lo legge, come se la microsd non ci fosse!?
Avevo avuto anche io il tuo stesso problema, però poi avevo risolto con una MicroSD da 4gb.
-
Il 13/12/2021 at 12:54, Cersil ha scritto:
Salve, volevo eseguire alcuni test di calibrazione ed allora collego il portatile alla porta usb della X1, visto che il firmware di default non mi permette di farlo dalla stampante, eseguo Repeat host e clicco su connetti ma qualsiasi comando io impartisca la stampante non risponde! Ho provato a connettermi con Symplify3D ma mi dice che la connessione non è riuscita. La com che riconosce è la com4, ho provato anche in auto ma niente non la vede. Ho provato due cavi usb diversi e tutte le porte usb a disposizione ma nulla.
Ciao, io ho avuto il tuo stesso problema perché volevo installare un firmware Marlin di Help3D, ma niente da fare.
Ho installato i driver corretti e dopo alcune prove, sono riuscito a collegare la stampante a Pronterface. Ora la posso comandare con questo, però Repetier non c'è verso.
-
Buongiorno,
ho un problema sul cubo XYZ. Ho artillery X1 con Bltouch
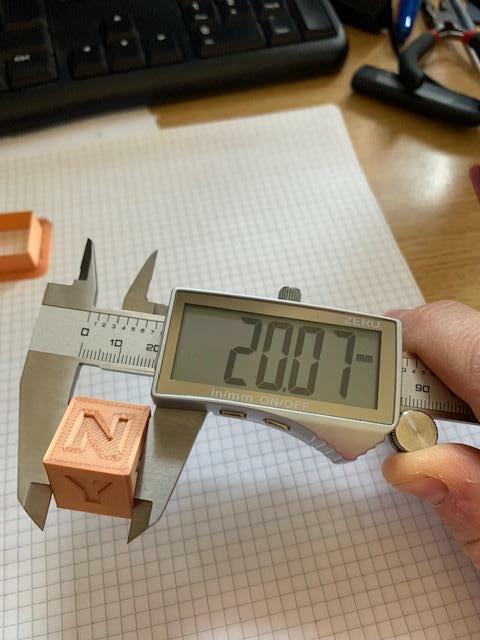
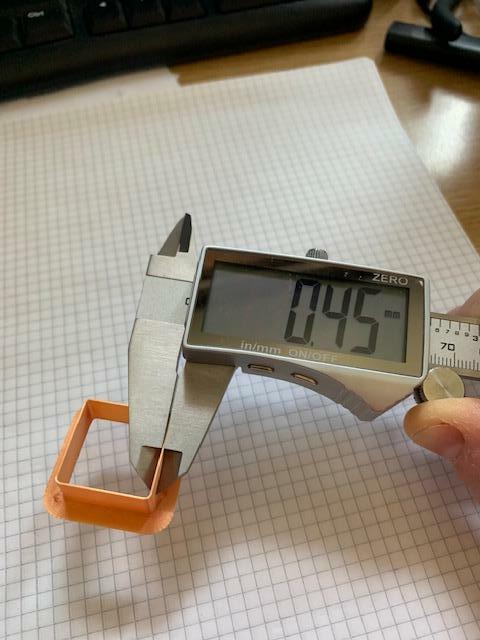
Ho settato un nuovo filamento e ho fatto il ThinWallTest (files in allegato ThinWallTest_RC_01 e _02 COLORE CHIARO) con PrusaSlicer:
layer0.2mm - ugello 0.4mm - filamento 1.74mm - Extrusion width 0.45mm - Extrusion multiplier 1 = risultato pareti 0.45mm
Eseguito di conseguenza il cubo 20x20mm e il risultato, con valori secondo me accettabili, lo potete vedere nei files allegati (X_01 - Y_01 - Z_01) - COLORE CHIARO
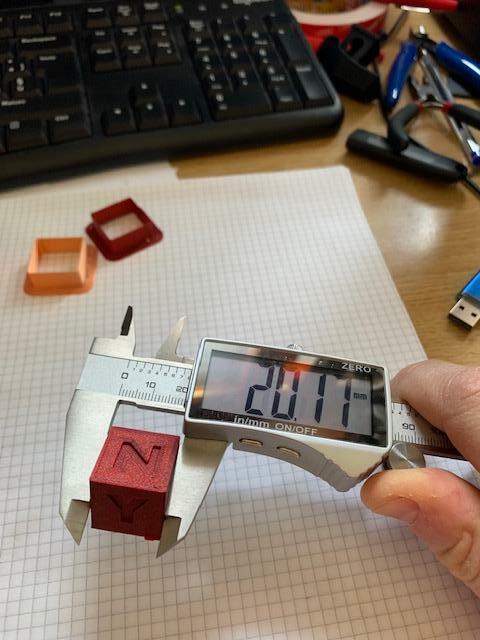
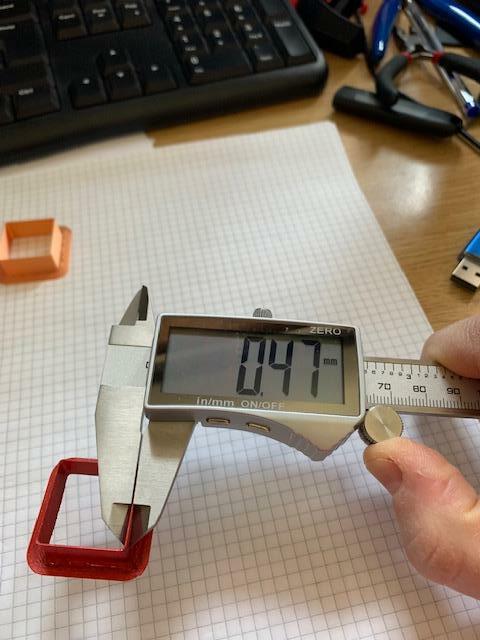
Poi ho iniziato a settare un nuovo filamento. Quindi ho eseguito il ThinWallTest (files in allegato ThinWallTest_RB_01 e _02), risultato leggermente sopra il 0.45mm impostato. COLORE ROSSO BRILLANTE
layer0.2mm - ugello 0.4mm - filamento 1.75mm - Extrusion width 0.45mm - Extrusion multiplier 1
Poi ho stampato il cubo, sempre 20x20mm e non va per niente bene (allegati X_02 - Y_02 - Z_02). COLORE ROSSO BRILLANTE
Altra cosa che ho notato, prima non avevo questo problema, lo potete vedere dagli allegati X_cubi - Y_cubi - Zcubi.
La X e la Y sembrano leggermente inclinati verso sx guardando le foto. Inoltre il cubo + chiaro ha delle sorte di scie che vanno verso dx.
I segni che il cubo chiaro ha sull'angolo di sx, li ho risolti con la retrazione, aumentando un po' la velocità.
Le mie due domande sono:
1) Perché il cubo ROSSO BRILLANTE ha delle misure superiori a quello + chiaro, non avendo mai avuto problemi con altri filamenti? Ho settato gli step/mm sia per l'estrusore che per le xyz della stampante e andava tutto bene. L'unica cosa che ho modificato sono stati quelli dell'estrusore in quanto estrudeva, su 120mm di prova, "solo" 109.5mm. Dopo le stampe sono risultate sempre molto buone.
2) A cosa potrebbe essere dovuto l'inclinazione delle lettere X e Y? il file stl è perfetto. Non ha questa inclinazione.
Grazie
-
Buongiorno,
vorrei avere una vostra opinione per sapere in che ordine dovrebbero essere eseguiti i test della stampante e del singolo filamento per settare al meglio il tutto.
Grazie
-
19 ore fa, eaman ha scritto:
Quella e' una forma che si potrebbe fare con una stampante a resina, processo produttivo in cui le cose sono appese e non sostenute.
Sarebbe il prossimo passo nell'apprendimento sulla stampa 3d. Però lo considero un passo successivo in quanto vorrei imparare bene e meglio quello che sto facendo adesso.
-
16 minuti fa, dnasini ha scritto:
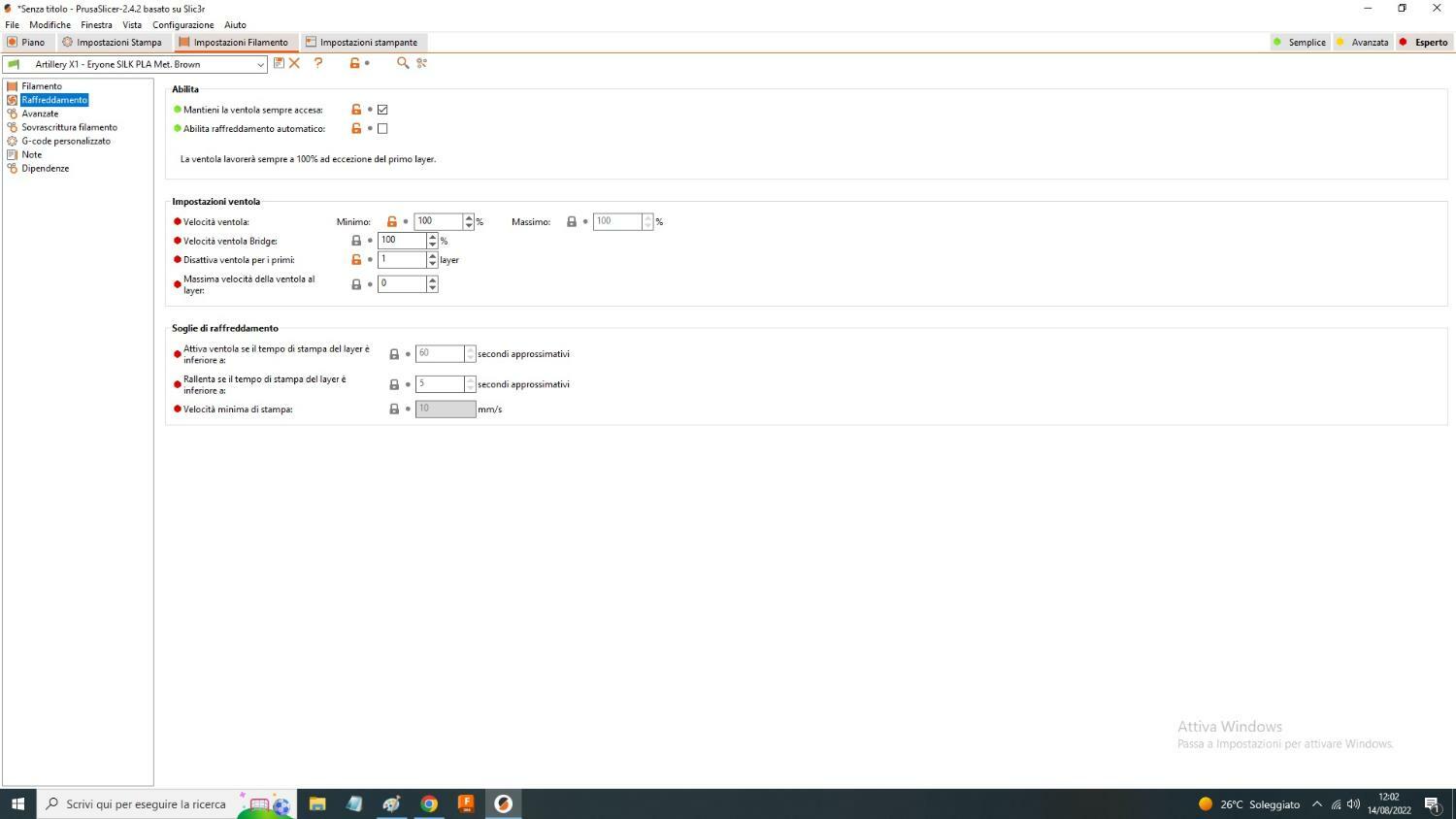
Ciao, hai fatto qualche test sul bridging e sull'overhang per verificare le capacita' della tua stampante? cosi' ad occhio non sembra correttamente impostata per farli visto che, su distanze cosi' brevi, non dovrebbero esserci problemi. I parametri di bridge da verificare/impostare sono principalmente:
- Bridging flowrate
- Bridging Speed
- Bridging fan speede parametri analoghi li trovi per l'overhang.
L'ultimo parametro presuppone che la macchina sia in grado di raffreddare adeguatamente il filamento quando questo e' sospeso in modo da dargli sufficiente rigidita' per arrivare fino al supporto successivo (da qui il nome bridge). Se hai una ventola poco potente o un fan duct non adeguato, non sarai in grado di terminare bridge lunghi con risultati accettabili
Stavo proprio iniziando questi test perché non mi tornava qualcosa.
Ora sto facendo dei test da 40mm 60mm 80mm e 100mm. Non avevo mai avuto problemi prima, però guardando lo slicer mi sembra che alcuni parametri siano cambiati. Non vorrei aver modificato accidentalmente qualcosa.
Vedo cosa salta fuori.
Grazie per il suggerimento. Aggiorno appena concludo i test.
-
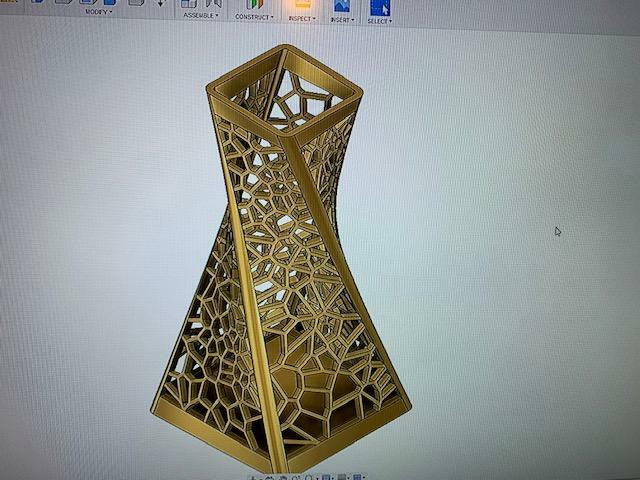
Buongiorno a tutti,
ho stampato una lampada con effetto Voronoi con Fusion 360.
Mandata in stampa con PrusaSlicer su artillery X1.
Materiale PLA - 0.2mm - Infill 20% - primo layer 200° piatto 60° - altri layer 195° piatto 55° - NO supporti.
Vorrei farvi vedere il risultato finale.
Tra i vari segmenti a ponte, si possono vedere dei piccoli filamenti per cadono. Come posso evitare tale problema?
Serve del post-produzione?
Allego file.
Grazie per i suggerimenti.
-
Ciao a tutti,
vorrei chiedervi alcune cose riguardo allo slicer in oggetto. Ho una Artillery X1.
Esiste il comando/opzione "ironing" tipo quello che ha Cura? Ho visto un video in cui, tramite Cura, eseguivano una stampa con questa opzione ed il risultato era incredibile. Sembrava stampato con resina.
Inoltre vorrei capire perché in alcune stampe, quando sta stampando lo skirt (2 giri, altezza 1 layer), dal nulla tira in diagonale estrudendo una linea per poi chiudere lo skirt e poi inizia a stampare il pezzo all'interno. Rimane quindi questa linea in diagonale che attraversa tutta la zona di stampa del pezzo rimanendo sotto il pezzo appunto. La stampa procede e termina senza problemi però ha questa linea nella porte sotto.
Altra cosa che mi succede a volte, sempre mentre sta eseguendo l'estrusione della linea di skirt, estrude molto più materiale su un lato dello skirt. Infatti l'immissione del filamento è molto più veloce in quel frangente, e si vedo proprio che l'altezza dei quella parte è molta rispetto alle altre zone. La stampa del pezzo anche qui non ne risente. Però non capisco questi "auto-comandi".
All'interno dello Start G-code non ci sono indicazioni a riguardo.
Qualche idea?
Grazie
3 minuti fa, BamBamBS ha scritto:Esiste il comando/opzione "ironing" tipo quello che ha Cura? Ho visto un video in cui, tramite Cura, eseguivano una stampa con questa opzione ed il risultato era incredibile. Sembrava stampato con resina.
Mi rispondo da solo, ho trovato il comando. Bastava cercare meglio 😅
-
 1
1
-
-
Il 26/1/2022 at 14:57, eaman ha scritto:
Una che sia semplice e di facile manutenzione (preferibilmente piccola), non e' questione di prezzo, la mia Ender 3 stampa praticamente ininterrottamente, notte compresa. Poi che si trovino bene i ricambi: mi verrebbe da suggerire ancora Creality.
CitaChe modello della Creality?















Creality Cr-10 vs Flsun Super Racer
in La mia prima stampante 3D
Inviato
Infatti è questo il dilemma, andare sul classico o provare una delta?
Creality vado sul sicuro giusto?