IllGib
-
Numero contenuti
50 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di IllGib
-

Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
Alla fine ho risolto, ho chiesto consiglio ai ragazzi del FabLaf di Faenza e ci abbiamo guardato insieme. Mi vergogno quasi per la boiata che era. La ventola dietro della ramps era montata al contrario, aspirava aria invece di soffiargliela su, e i controlli dei motori si surriscaldavano mandandoli in banana e perdendo dei passi. Abbiamo anche disattivato lo Z hop sulla ritrazione perché aumentava inutilmente il carico dei motori, e la qualità ne ha guadagnato notevolmente. Abbiamo stampato il tensore a quasi 60 di velocità ed è venuto perfetto. Ora sto preparando alcune modifiche, sto aspettando che mi taglino il nuovo piano in vetro così elimino quello in acrilico e le mollette, e ho montato dei fermi modificati con un cuscinetto per fermare le oscillazioni delle viti dell'asse Z. Appena sono in ordine e poss oricominciare a stampare faccio un altro paio di piccole modifiche e riparto coi lavori, che il tempo è tiranno! Poi vedo se è il caso di riattivare la firma, ma al momento sono fiducioso. -
Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
Sono anche a piedi col telefono, ho il mulettino che senza sd non scatta neanche una foto e sto usando la webcam per farle, non il massimo purtroppo. La Bq è quella della Whitbox, sono spagnoli e hanno messo fuori il nuovo kit Hephestos 2 con un sacco di migliorie, oltre ad un piatto inteligente con 3 viti invece di 4. Una modifica che prima o poi vorrò fare alla mia, se riesco a rimetterla in moto come si deve, a costo di disegnare e tagliare al laser un nuovo supporto per il piatto. Il dubbio più grande è che ci sia qualcosa nel modello, perché altre cose, non necessariamente semplici, un po' a cucci e spintoni le fa, quello non ne vuole proprio sapere. A freddo mi viene da dire che quel punto dove inzia la sede per il dado sia piuttosto piccola, e deve depositare pochissimo materiale, il noozle magari di suo è vicino al pezzo e mentre stende quel goccino di pla si tira dietro tutto il resto, appiattendo gli strati precedenti perdendoli, motivo per cui quelli successivi, dove lo spessore torna normale, li perde, come se fosse salito troppo. Perché dal cubo di prova X e Y sono fuori di appena 3 decimi, Z di poco più di 1, quasi perfetto. Non mi viene in mente altro al momento, visto che subito dopo ho stampato dei pezzi modificati per fermare la vite di Z, e li ha fatti, seppure con qualche ondina sui bordi verticali ma credo dovuti proprio al tensore che mi sta abbandonando. Potrei provare a mandarlo in stampa a temperatura e velocità molto basse, dovrebbe limitare le sbavature in quel punto, e al limite rialzare passato quell'ostacolo. Altrimenti devo farmelo stampare da qualcuno, ma non ho nessuno in zona o entro km ragionevoli. Non vorrei trovarmi a piedi nel mezzo di una stampa. Sennò mi cerco dei pezzi modificati e cambio tutto. Domani provo a fare qualche foto più decente se riesco, perché siamo al limite della barzelletta ormai. -
Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
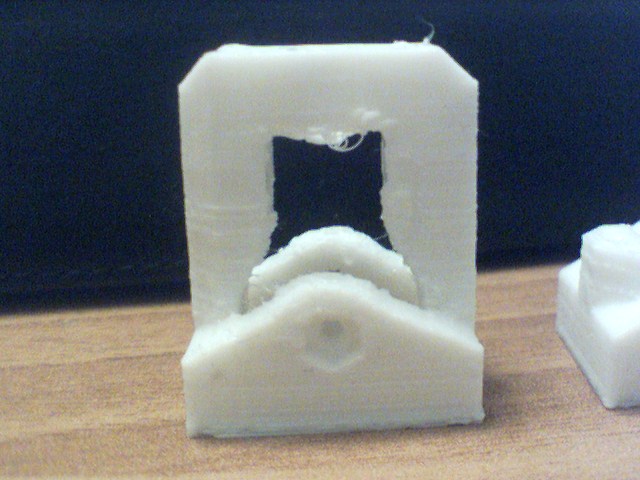
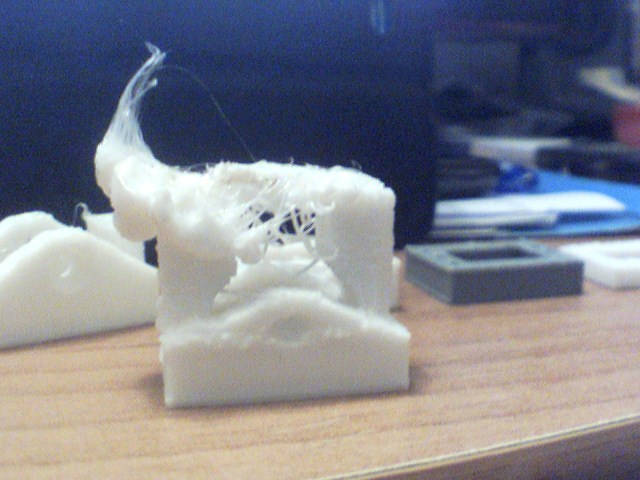
Piccolo aggiornamento, ho riprovato a lanciare il solito pezzo, con un'altra bobina, abbassando la temperatura a 210 e la velocità a 40, al solito punto, dove inzia la sede del dado, spalma gli strati, tra gli 8 e i 10mm, dopo è come se avesse ripreso gli strati che aveva perso prima e invece di stendere gli strati li deposita essendosi alzato troppo. Fino al dado si vedono gli strati ben distesi, poi c'é lo schiacciamento, e infine l'altezza sballata. La cosa bella? Ieri ho stampato un cubo di prova fatto al volo in 3D Studio, 20x20x20, ed è uscito perfetto. Appena 3 decimi di difetto sui tre assi, ma nessuna sbavatura o segni di nota. Una buona stampa. Subito dopo ho fatto ripartire il tensore con le stesse impostazioni del cubo, e come volevasi dimostrare il solito macello intorno agli 8mm. Non può essere qualcosa di meccanico, il cubo avrebbe dovuto rovinarsi nello stesso punto essendo ben più alto. A 'sto punto mi domando in Bq come l'hanno stampata questa Hephestos, perché i pezzi sono gli orginali forniti sul loro sito.
-
Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
Infatti l'ho disattivata :D Riguardo al firmware l'ho aggiornato due giorni fà col più rcente sul sito della Bq, ma i problemi aveva iniziato a darli col precendete che era sempre andato. Per il resto come posso controllarli? Non ho strumenti in casa che mi permettano di leggere temperature o tensioni purtroppo. -
Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
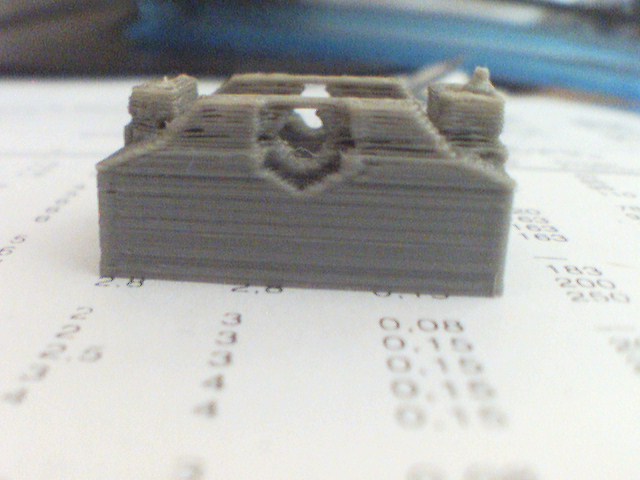
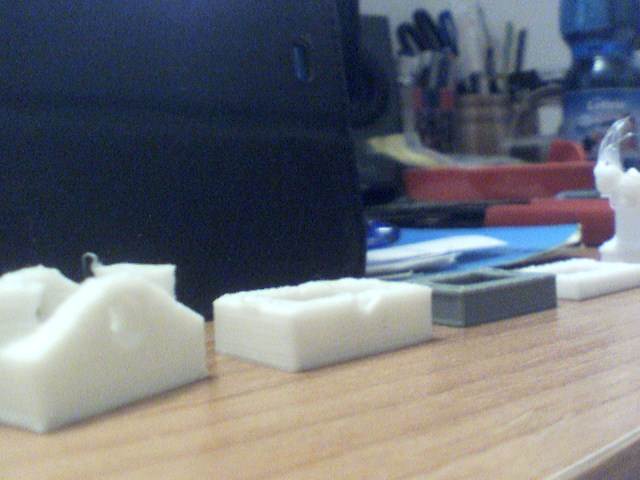
Ok mi sta ufficialmente prendendo in giro. Ho stampato un cubo di prova 20x20x20, perfetto, non un salto, non una strisciata, bordi puliti e buona tolleranza finale su tutti e tre gli assi. Ho rimesso in stampa, con le stesse impostazioni del cubo 200°, 40 velocità, 0,2, infill 20, il pezzo di cui ho disperato bisognio e alla solita altezza ha iniziato a strisciare e rovinare la stampa, come gli altri 5 che ho fermato oggi, tutti e 5 con diverse impostazioni e diversi filamenti. L'ultima volta in cui sono riuscito a stampare qualcosa fino alla fine, e il pezzo di cui ho bisogno. Quello che sto ottenendo da giorni, sempre su cose di cui ho bisogno e quasi sempre sulla stessa altezza. Lo si nota sul pezzo grigio, quello scalino dove il bordo si allarga, fino a quel punto gli strati sono perfetti, dopo il macello. E quello che succede se decido di lasciarla proseguire. Non importa cosa io imposti, quel pezzo, e tutti gli altri urgenti di cui ho bisogno, non li stampa, oggetti a caso di cui non mi importa nulla li stampa senza nessun problema con una qualità mai vista. Se non consumassi inutilmente materiale e tempo manderei in stampa 20 cubi sul piatto solo per vederla farli tutti e 20 senza intoppi. Non so davvero più dove picchiare la testa.
-
Hephestos e piano di stampa.
IllGib ha risposto a IllGib nella discussione Problemi generici o di qualità di stampa
Nessun consiglio? Sono all'odio, ora non riesco a stampare nessun pezzo, quale che sia il filamento, le impostazioni o quante volte livello il piano, dopo qualche strato si trascina sullo stampato. Non riesco a farmi nessuna modifica perché non riesco a stamparle, anche i pezzi più semplici, fa bene i primi strati fino a 2 o 3 mm, poi sembra che Z non salga come deve e letteralmente l'estrusore affonda negli strati già stampati. Troppo spesso a fine stampa o quando interrompo, invece di salire il motore di sx si blocca e non gira, devo sfiorarlo per rimetterlo in moto, ma la barra filettata è pulita e non c'é niente in mezzo, se la muovo dai comandi non fà una piega, sale e scende per tutta la lunghezza senza intoppi, solo quando finisce o interrompe una stampa sembra bloccarsi. Non vorrei trovarmi con un costoso soprammobile utile solo a prendere polvere. -
Hephestos e piano di stampa.
IllGib ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, avrei un paio di domande, una tecnica e una più per curiosità. Come credo altri, ho sempre il problema del livellamento del piano, avviene regolarmente, regolo le viti negli angoli, e al centro invece tocca l'estrusore senza lascaire passare il foglio, come se il piano fosse convesso. Ho un po' truccato la cosa per ovviare, visto che molto raramente mi capita di stampare oltre il centro, usando un foglio piegato a metà, così che al centro ho l'altezza giusta di un foglio. Però so che non è una soluzione ma un rimandare. Il problema è questo, ultimamente, e quasi sempre sugli stessi files, intorno al mm 1 di Z gratta e si trascina sullo stampato, otturandosi e buttando fuori poco materiale, creando ovviamente uno schifo. Ho il sospetto che le viti del piatto si allentino con le vibrazioni, visto che i modelli sono 4 spille ed occupano buona parte del piano, facendolo muovere parecchio. La stessa spilla singola la stampa senza troppi problemi, ogni tanto c'é il filo che scatta nell'estrusore, ma è casuale per lo più, però riesco grosso modo a completare le stampe e con una buona qualità. A strati di 0.2 mm, 210° di temperatura col pla BQ e 50 di velocità. A 200° si ottura o fatica a prendere il filo, a 215° inzia a sbavare nei bordi. Ho da sempre avuto il sospetto che il piatto in vetro o il sotto in plastica non fossero perfettamente dritti, ma non saprei come controllarlo. Ho già sotituito le molle con altre coniche, cambiato le viti e avvitate verso l'alto con dei dadi autobloccanti sopra che regolo con una chiavetta. Al limite provo con dei contro dadi sopra a quelli esistenti, così non dovrebbero mollarsi con le vibrazioni. Altrimenti non saprei cosa potrebbe essere, me lo fa con quei files in particolare, 4 spille tonde grandi intorno ai 6 cm di diametro e 3 mm di altezza. E a proposito del livellamento, l'estrusore ha preso a spostarsi di qualche cm verso destra invece di stare sugli angoli, si regola in maniera corretta contro gli end stop prima di partire, quando va verso il primo angolo in alto a sinistra si sposta anche verso destra, e a destra è quasi sul bordo del vetro. Ha cominciato da sola senza che abbia toccato niente, stavo livellando il piano, ne avevo fatti un paio e al successivo ha cominciato a spostarsi. La curiosità invece è, in relazione ai problemi del piatto, se tolgo il sotto piano in plastica e mi faccio tagliare e forare negli angoli un nuovo vetro, posso usarlo direttamente senza l'altro sotto? Dovrei eliminare possibili deformazioni date da un oggetto, anche di poco storto, sottostante, oltre ad eliminarmi le tremende mollette che riescono ad essere sempre in mezzo. -
Problema centramento stampa dopo un tot di layer
IllGib ha risposto a Marcogav nella discussione Problemi generici o di qualità di stampa
Non è che qualcosa tocca uno degli end stop? Mi capitò per caso, mentre toglievo una colata di filamento sul piatto, di sfiorarne uno mentre stampavo e spostò tutto di un paio di millimetri verso destra. -
Alimentatore Prusa i3 Hephestos
IllGib ha risposto a krashone nella discussione Problemi generici o di qualità di stampa
Leggevo che molti hanno preso un'alimentatore da xbox per pochi euro, che ha un wattaggio superiore adatto al piano riscaldato. In fondo sono pressoché universali quel tipo di alimentatori, la stragrande maggioranza dei portatili pure li hanno. -
Curiosità sui fine corsa...
IllGib ha risposto a MechMaker90 nella discussione Problemi generici o di qualità di stampa
Su Y e Z non mi dispiacerebbe averli in effetti, l'Hephestos ha il brutto vizio di fermarsi a caso sul max Y mandando il piano a sbattere contro al tensore della cinghia, soprattutto quando facevo la calibrazione, e uno stop su Z eviterebbe problemi con un end.gcode sballato, tipo tarato troppo in alto. -
Montare piano riscaldato su Prusa i3 Hephestos?
IllGib ha risposto a Rodrigoson6 nella discussione Problemi generici o di qualità di stampa
Qualcun'altro ho letto che ha risolto con un alimentatore da xbox di qualche watt più potente, in fondo quel tipo di alimentatore è universale, lo usano anche un sacco di portatili, è un parallelepipedo con l'attacco tripolare in plastica del cavo di potenza, quindi per assurdo se lo trovi puoi anche prendere solo l'alimentatore e usare un qualunque cavo con tedesca. -
Ottimo! Ho già partecipato qualche anno fa ai corsi di grafica multimediale per i cassaintegrati, ma sul sito non riuscivo più a trovare l'elenco dei corsi, grazie mille ci riguardo!
-
Grazie non l'avevo ancora visto, è un buon punto di partenza Il mio problema maggiore è che quai tutti per i corsi richiedono di portare il proprio portatile, ma non ne ho mai avuto uno, e prima di spenderci qualcosa (per quanto "pochi") volevo tastare il terreno, o vedere se danno posibilità di affitto/uso in sede dei propri sistemi.
-
Ciao, volevo sapere se erano in programma, o partiranno, corsi relativi alla stampa e/o modellazione 3D. Al momento ne ho addocchiati alcuni a Reggio Emilia ma non hanno date. Ero poi indeciso su che software scegliere, se un corso di 3D Studio Max, che uso amatorialmente da un po' e con cui ho già una base di confidenza con alcuni comandi, o Rhino di cui sono completamente a digiuno ma vedo essere molto usato. Sarei propenso per 3d Studio per il motivo di sopra, ma magari è meglio concentrarsi su qualcosa più "terra-terra". Mi interessava, oltre alle implicazioni per la stampa, anche per un discorso di modellazione in sé, anche come eventuale sbocco lavorativo. Ho provato un po' di tool gratuiti, tipo Sketch Up, ma mi trovo in difficoltà nonostante la loro semplicità, e avere un patentino o titolo di studio da modellatore potrebbe fare comodo.
-
Prusa i3 hephestos: problemi (?)
IllGib ha risposto a Rod-BH nella discussione Problemi generici o di qualità di stampa
@gdallari solitamente l'angolo sx è il tallone d'achille di questa stampante, a me si allentava la vite in alto a sx per le vibrazioni, ho sostituito le brugole con altre più lunghe e le ho avvitate dal basso, e sopra livello e tengo fermo il piano con degli autobloccanti di m3, non si sposta più di un decimo! -
problema homing asse Z
IllGib ha risposto a Nico9n3 nella discussione Problemi generici o di qualità di stampa
Hai livellato il piatto di stampa, e controllato la vite dello stop per l'asse z che non lo fermi troppo in anticipo? -
difetti nella stampa, problemi all'asse X?
IllGib ha risposto a dammilo nella discussione Problemi generici o di qualità di stampa
Temo sia Cura che ogni tanto da i numeri, perché pur non cambiando niente negli start.gcode e end.gcode, a volte la fine stampa varia, o finisce normalmente salendo lo stabilito, oppure capita l'estrusore si ferma per qualche attimo poco sopra il pezzo (o sul pezzo sciogliendolo) poi butta fuori il filamento prima di andarsi a posizionare sullo 0. Potrebbe essere un baco nel programma, dovrei provare con altri slicer. -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Quello è normale, è la ritrazione quando si sposta su un altro punto, se rimanesse alla stessa altezza spalmerebbe plastica ovunque, invece si alza di un poco dal pezzo per spostarsi. Per il piatto a me dava problemi la vita in alto a sinistra, le ho cambiate tutte e ho messo degli autobloccanti di m3, ora non si muovono più! -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Hai controllato che il piatto sia livellato bene? In genere le prime volte da non pochi problemi. -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Senza strumenti di precisione sembra dritto, non fa movimenti lasciato libero su un piano, certo se è roba di un decimo non lo vedi senza un calibro o altro. -
Prusa i3 hephestos : piano allungato e consiglio bobina PLA
IllGib ha risposto a Thai nella discussione Problemi generici o di qualità di stampa
Di che angoli in pla parli? Le uniche parti stampate sono quelle dei montanti, il piano è in alluminio tagliato al laser, con il piatto in acrilico e piano in vetro sopra, tenuti da brugole di m3. Di mio posso consigliarti oltre alle molle di cambiare le viti, tendono ad allentarsi. Io ho preso delle m3x30 e le ho avvitate dal basso verso l'altro, e il piano l'ho fermato con degli autobloccanti, ora non si sposta più! A me dava anche problemi uno dei dadi dei supporti dell'asse z che si era sfilato dalla sede, ho fuso un po' di plastica con lo stagnatore per incamiciare entrambi i dadi e tenerli fermi in sede, così non perdono decimi con gli spostamenti. Le bobine le ho prese da Crea3D che è il ditributore italiano Bq, 20.95€ una bobina da 1kg, 23,90€ l'Easyfill, ma anche lo "standard" è molto buono, paghi la spedizione però sono molto veloci e in 2 giorni arrivano. -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Forse ho isolato il problema. Ho messo un po' di plastica con lo stagnatore sotto alle sedi dei dadi dell'asse z, uno era scivolato fuori, ed ora rimangono alla stessa altezza anche dopo alcuni movimenti, cosa che prima non succedeva, poi ho scoperto che si allentava la vite in alto a sinistra, gli altri tre punti rimanevano invariati e solo quello stringeva ogni volta che facevo il livello del piatto. Ho tolto le viti e ne ho messe altre più lunghe avvitate da sotto a battuta col piano, e sopra regolo con degli autobloccanti, così non dovrebbero più muoversi! Ora il livello del piatto funziona bene, i quattro punti restano a posto ma il centro continua a toccare e a non lasciare passare il foglio, chiedo se è normale o meno, in quel caso dovrei guardare qualcos'altro ancora, perché non cerdo che entrambi i piani di acrilico e vetro siano storti nel centro. -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Il vetro e il piano acrilico sono a posto, il problema non è in stampa ma quando livello il piano, gli angoli sono a posto il centro tocca il piatto, e ogni volta che lo rifaccio gli angoli non sono più a posto e vanno ricalibrati, temo ci sia qualcosa nel dado della barra dell'asse z che si muove e fa perdere degli step al motore, se si è staccato dalla sede ogni volta che l'asse si sposta potrebbe perdere decimi per via del dado che si muove. Infatti se controllo i supporti dell'asse una volta sistemati, dopo un paio di movimenti non sono più in linea. Ora faccio un po' di prove a saldare un po' di materiale intorno al dado per fermarlo, poi ricontrollo gli assi. Sperando non sia un problema di motore e solo una piccola cosa meccanica. Al peggio pensavo di rifare i due supporti cambiando la sede del dado in asola chiusa sopra e sotto col dado da infilare dal davanti, così non dovrebbe più rischiare di scorrere lungo la barra. -
prusa i3 hephestos come vi trovate?
IllGib ha risposto a gdallari nella discussione Problemi generici o di qualità di stampa
Sto avendo non pochi problemi col livellamento del piatto di stampa, sin dal primo montaggio non importa quante volte facessi l'operazione, l'ultimo punto di controllo a centro piano non fa passare il foglio e tocca il vetro. Ad ogni ricontrollo devo rivedere sempre le viti, comunque per avere poi un centro più alto rispetto a tutto il resto. Non so se sia un problema di piano o delle barre dell'asse x che spanciano al centro, però in queste condizioni al di sotto dei 0.2 non posso stampare, pena raschiamento degli strati. Sto cercando di capirci qualcosa sui kit di autolivellamento ma sono molto poco chiari i più. -
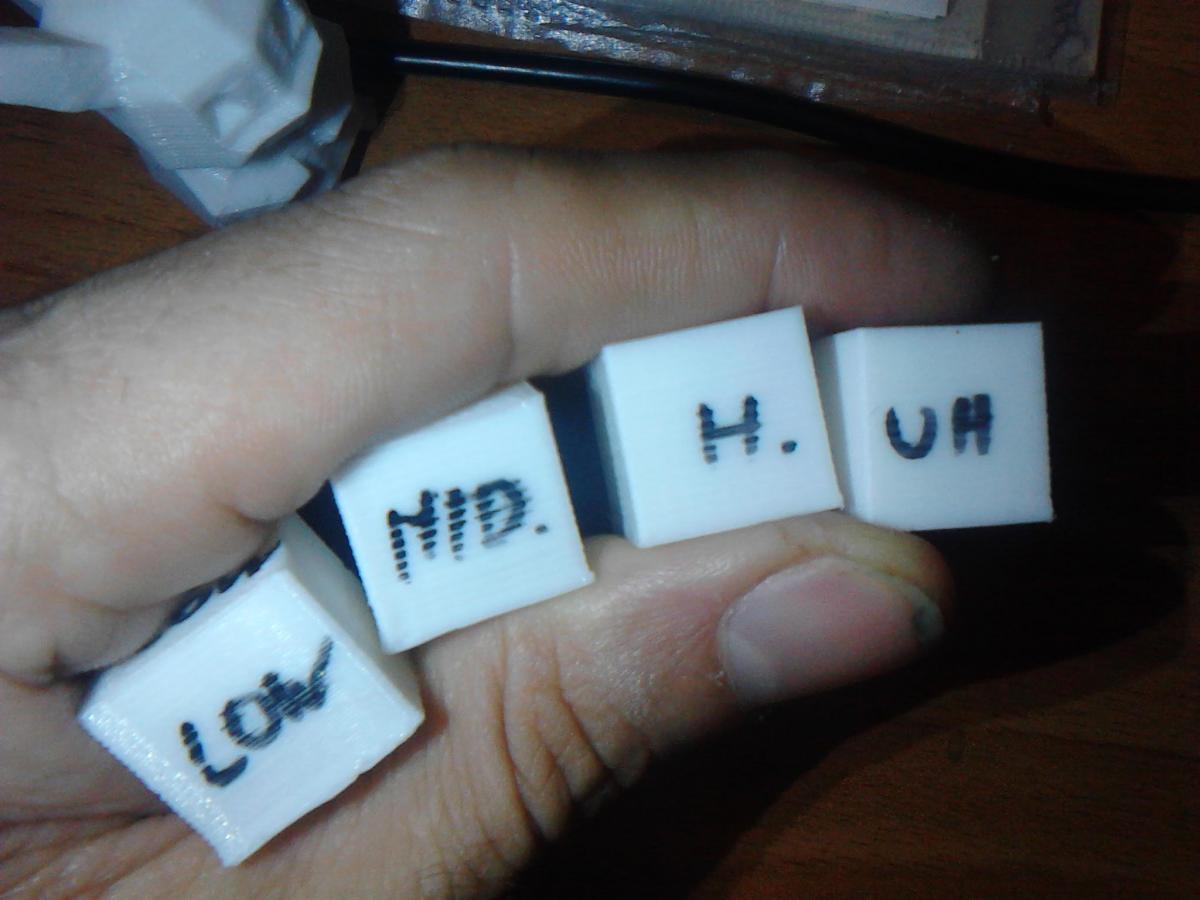
Così, un gruppetto di cubi esempio che ho stampato oggi, da tenere sempre davanti come modello di resa di stampa coi profili Cura della Hephestos. Già la "bassa" non è male sinceramente! La foto l'ho fatta col telefono attraverso una lente d'ingrandimento. Il cubo è 15mm con riempimento 30. L 0.3 M 0.2 H 0.1 UH 0.06 Amo questa stampante