Lupoalberto
-
Numero contenuti
8 -
Iscritto
-
Ultima visita


Obiettivi di Lupoalberto
")
Newbie (1/14)
8
Reputazione Forum
-

Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
in basso quello nuovo in alto quello vecchio.
-
Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Rieccomi... Buon pomeriggio a tutti!! Come suggerito da @Joker78 ho provveduto a verificare (e calibrare nel caso di xyz) gli step/mm. Il risultato però (se può essere di aiuto posto una foto) non è migliorato, forse forse un minimo peggiorato. Ho stampato con altezza layer 0.2 mm (numero delle linee perimetrali/strati superiori/strati inferiori 3 e rispettivi spessori a 0.6 mm), riempimento 40% (cubo), T=190°/50°, velocità 60 mm/s. Il dm dell'ugello è quello standard da 0.4 mm. -
Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Non vi ho abbandonato, purtroppo però non ho sottomano un calibro e non posso controllare accuratamente gli spessori. -
Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Buongiorno Ecco il risultato con il PLA (stampato sempre con le impostazioni di default), T piano 50° e T ugello 200°C e impostando come diceva @Joker78 i layer a 4. Il problema riscontrato con l'ABS è però rimasto...
-
Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
Accolgo il vostro suggerimento allora... domani provo a stampare lo stesso oggetto con il PLA e posto il risultato :-) Buona serata -
Problemi stampa
Lupoalberto ha risposto a Lupoalberto nella discussione Problemi generici o di qualità di stampa
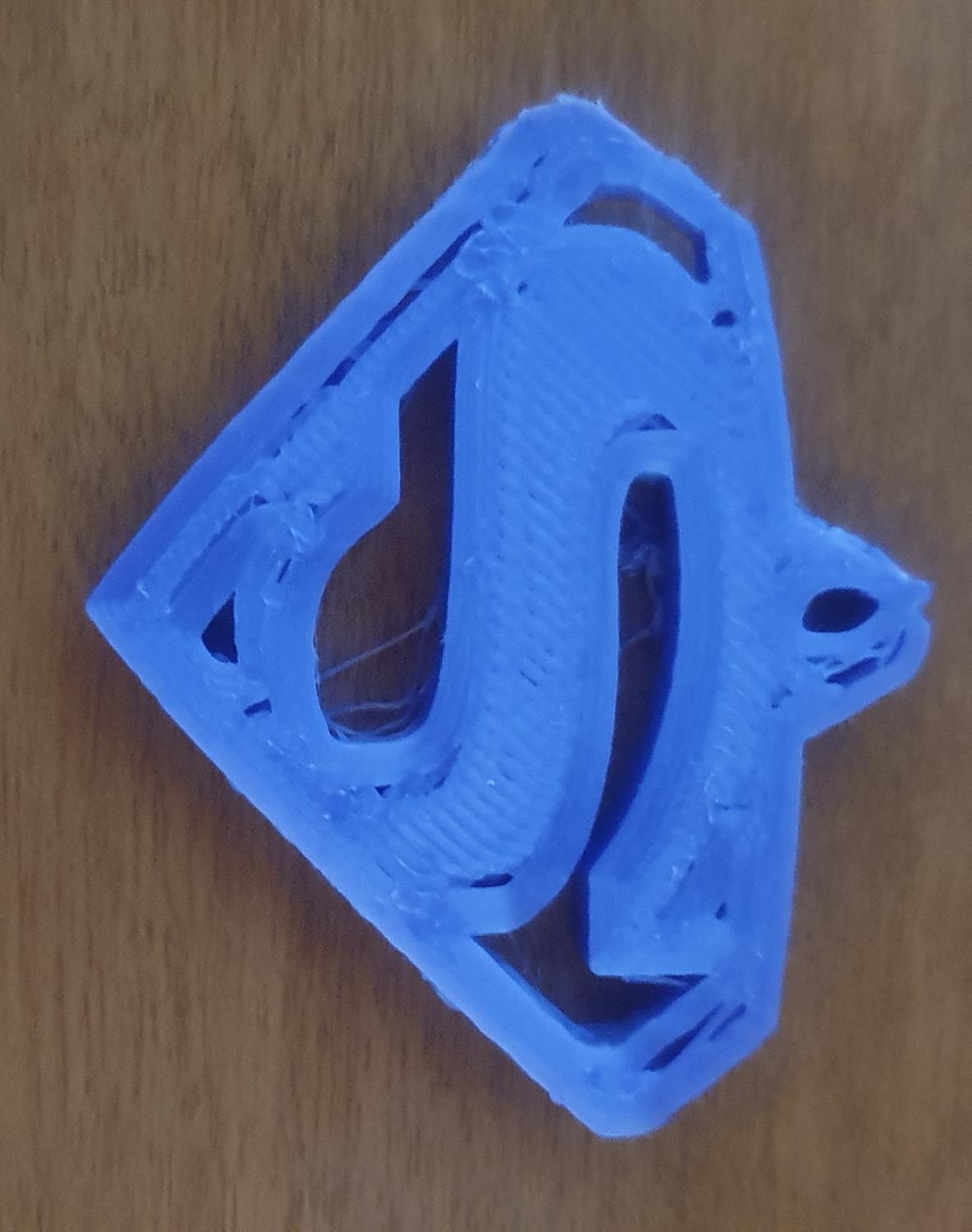
Prima di tutto vi ringrazio ancora entrambi per aver risposto... @Joker78 se per pieno intendi il riempimento, no, ha un infil al 20% (un altezza totale di 4mm) ed è banalmente il logo di Superman quindi alcuni vuoti sono voluti. @Killrob si l'ugello ha T=240° (ho involontariamente invertito i due valori in fase di scrittura). Sinceramente ho fatto due prove prima di ottenere questo risultato (buttate principalmente perchè si sono staccate dal piano durante la stampa). Sono a conoscenza delle controindicazioni dell'abs (ho stampato in un luogo abbastanza ampio), ma dopo aver provato un paio di stampe in PLA (avendo anche li lo stesso problema) mi sono voluto lanciare nel abs. -
Lupoalberto ha cambiato la sua immagine del profilo
-
Problemi stampa
Lupoalberto ha pubblicato una discussione in Problemi generici o di qualità di stampa
Dopo aver letto un po di guide e consigli ho iniziato a fare le prime prove di stampa. La problematica che subito mi salta agli occhi è la presenza dei fori/mancanza di materiale. Uso Cura 4.5 come programma di slicer, con il profilo "Dynamic Quality" variando principalmente: temperatura di estrusione (110°), temperatura del piano (240°), impostando il Brim per aumentare l'adesione, la velocità iniziale e diminuendo lo strato iniziale. La stampante è una Ender-3 eil filamento un ABS+ della Sunlu. Consigli su come minimizzare o eliminare questo problema? Una semplice sotto estrusione o qualche impostazione da fare durante lo splicer? Notate altri problemi data la maggior esperienza? Grazie in anticipo
-
Buonasera mi chiamo Antonio e mi sono affacciato da non molto nella stampa 3D E' un piacere far parte di questo forum