riccardo.card
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di riccardo.card
-
Warping su PETG
riccardo.card ha risposto a riccardo.card nella discussione Problemi generici o di qualità di stampa
Ciao a tutti, da quello che ho visto non lo fa sui primi layer ma quando lo spessore del pezzo inizia a salire, intorno al centimetro e mezzo. La temperatura riportata per questo petg è dai 200 ai 220, ma da prove effettuate se scendo sotto i 230/235 il motore dell'estrusore perde passi, lo sento scattare. La macchina è una Anycubic Predator Delta con estrusore bowden. -
Warping su PETG
riccardo.card ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, stampando un pezzo di dimensioni 175 x 160 x 40 in orizzontale, anche mettendo il piatto a 80 gradi e ventola spenta per i primi layer, gli angoli soffrono di warping. Ho provato anche utilizzando della lacca ma nessun miglioramento, sto utilizzando il PETG della Sunlu stampato a 238 gradi. Con il PLA ho avuto meno problemi di questo genere, a quanto avevo sentito dire il PETG dovrebbe comportarsi allo stesso modo. Allego qualche immagine nel quale ci sono due pezzi speculari montati. Grazie!
-
Strano comportamento spessore lato PETG
riccardo.card ha risposto a riccardo.card nella discussione Problemi generici o di qualità di stampa
In caso la velocità alta porta a pareti spesse? -
Strano comportamento spessore lato PETG
riccardo.card ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, da qualche giorno sto utilizzando il PETG di AmazonBasic. Il risultato non è male, ma facendo la prova dello spessore del singolo lato tramite un cubo vuoto, ho visto che il valore era di circa 0.8 mm con extrusion multiplier impostato ad 1. Ho provato ad abbassare anche di molto, circa a 0.75, ma lo spessore al massimo si è abbassato a 0.6. In compenso con valori cosi bassi i filamenti del bottom layer non si sono saldati, quindi sembra che effettivamente qualcosa cambi ma sulle pareti poca roba. Può dipendere dalla qualità del filamento? Come parametri di stampa sto usando: Velocita: 90 mm Temperatura: 223 gradi Retraction: 7 mm / 60 mm Raffreddamento: spento A parte questa cosa il pezzo è molto solido e le dimensioni esterne sono molto precise. Grazie! -
Stampa shape circolari anomala
riccardo.card ha risposto a riccardo.card nella discussione Software di slicing, firmware e GCode
Deduco a questo punto che la soluzione (come proposto anche nel video) sia togliere qualche decimo in partenza dal progetto per tutta la larghezza della striscia -
Stampa shape circolari anomala
riccardo.card ha risposto a riccardo.card nella discussione Software di slicing, firmware e GCode
Ciao, ho provato a passare a 0,1 ma cambia poco niente da quello che posso vedere nel rendering. Speravo fosse contemplato nel calcolo la cosa, nel senso che non andasse a diminuire il raggio utile comunque -
Stampa shape circolari anomala
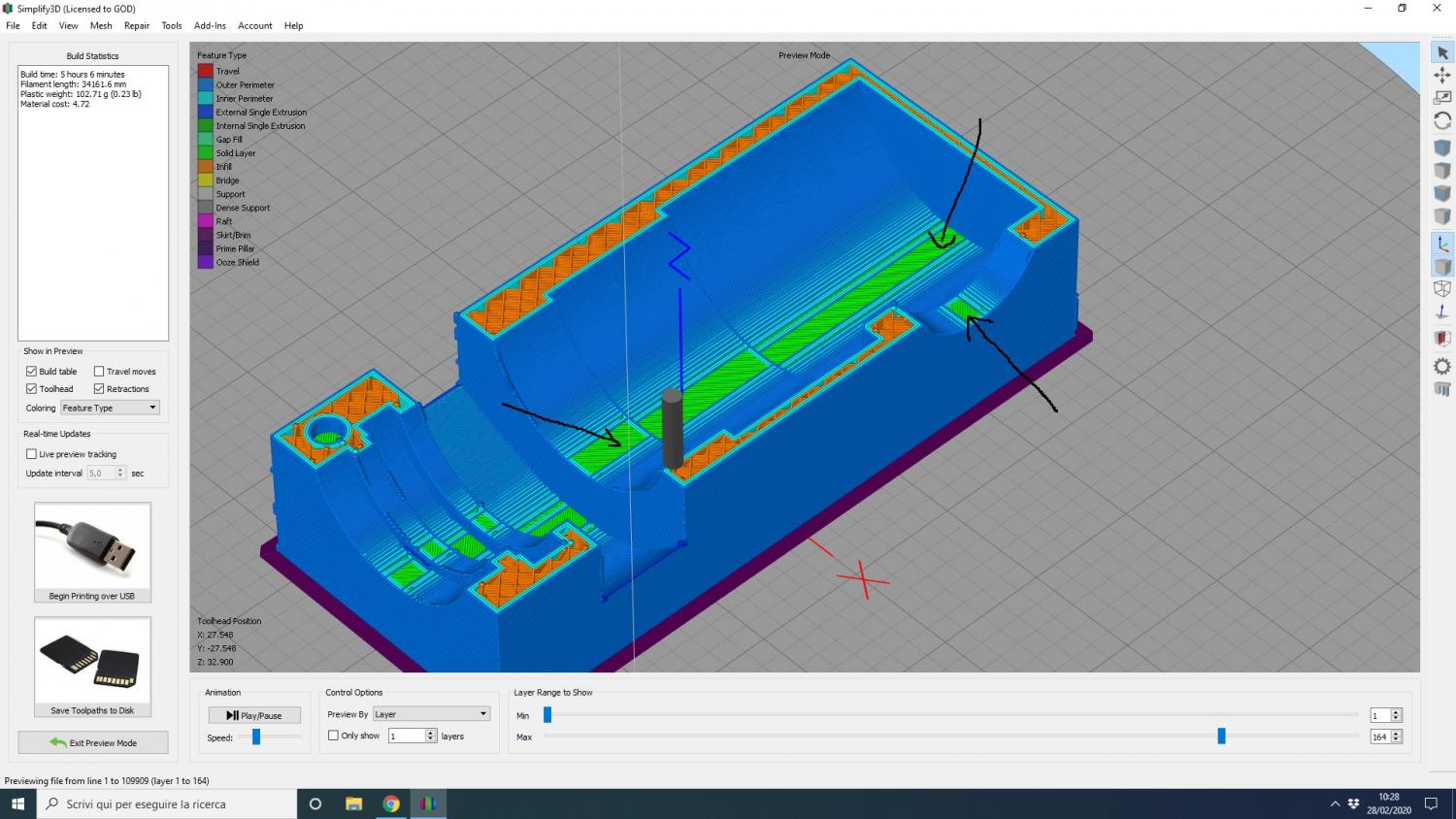
riccardo.card ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, sto cercando di capire (senza trovare spiegazioni) il motivo per la quale i software di Slicing (ho provato sia Cura che Simplify 3D), nel momento in cui vanno a creare i layer di uno scavo circolare stampato orizzontalmente, disegnano (e quindi poi va in stampa così) la parte bassa dello shape con una zona piatta invece che continuare la curva regolarmente. La cosa è sistematica, e facendo alcune misure,in caso di raggi oltre 25 mm sembra che la parte piatta sia più bassa, mentre con raggi minori questa sembra più alta, andando cosi a diminuire il raggio utile dello shape stampato (me ne sono accorto nel momento in cui ho inserito all'interno dello scavo un tubo, la parte piatta (schiacciata diciamo) toccava le pareti del tubo prima della parte stampata regolarmente tonda. Non vedo il motivo di questa cosa, nel senso che la definizione orizzontale è più che sufficiente per avere un'approssimazione molto più spinta. Vi allego un'immagine. Grazie mille!
-
Ciao a tutti!!!!