

Leonardo B.
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Leonardo B.
-
-
Grazie white, so gia chi mi potrebbe dare una mano a modificare il fw.
-
Buonasera, come da titolo ho un problema legato al nuovo hotend che ho installato sulla mia Twotree Sapphire plus. Avendo installato un estrusore clone v6 ho dovuto anche mettere un termistore nuovo e qui i problemi. Usando un termistore Valex montato su un ugello martire ho trovato anomalie di lettura temperatura anche di 20°. Sui social mi consigliano di fare un test P.I.D. e avrei anche installato già repetier host (mai riuscito a connetterlo) ma non mi farei problemi a scaricare prompterface se fosse necessario. Inoltre c'e' stato un commento che è balzato alla mia attenzione e cioè che posso impostare il nuovo termistore tramite una certa procedura chiamata "table 66". Ricapitolando starei cercando un aiuto per questo problema perchè non ho mai fatto questa cosa e mi sembra estremamente complicata.
-
Si ma i problemi di questa macchina sono altri, estrusore hotend, termistore cambiato dopo 4 giorni di stampa. Ci sto montando un orbiter 1.5. Vediamo un po'. 317 euro sono un po' troppo pochi per una corexy con quel volume.
-
18 ore fa, eaman ha scritto:
Non so pero' dire come siano dato che non ho la stampante 😉
non sai quanto sei fortunato.
-
2 minuti fa, Killrob ha scritto:
Lo vuoi cambiare solo per il 3d touch?
Si e per implementare anche il MKS Cura Plugin possibilmente. Ora ha due stop per Z.
-
Buonasera a tutti, ho un problema sulla mia Sapphire Plus . Dovendo aggiornare il firmware non saprei dove cercarlo, e soprattutto non saprei la procedura per cambiarlo. L'unica cosa che so è che deve avere il 3d tuch. Grazie in anticipo!
-
Il foglio magnetico non lo posso montare. Io voglio fare grandi stampe ottimizzandi i tempi. Grazie.
-
Grazie, si ho il vetro . e se ne metto due di stepper e belli performanti?
Si uso aliexpress e ho visto il negozio di quel tizio.
-
Faccio fatica a starti dietro, mi potresti dare piu' specifiche di questo bmg e volcano? mi servirebbe il nome del modello. Non si puo' maggiorare il motore a step di Y?
-
Buonasera a tutti, Come da titolo vorrei chiedere un consiglio per fare un upgrade alla mia creality.
Ho bisogno di cambiare radicalmente il gruppo di estrusione, mi serve che questa stampante possa operare velocemente anche con nozzle da 1.0mm pero' capisco che non posso limitarmi all' hotend solamente. Quindi chiederei cosa cambiereste voi se doveste fare una bella modifica sostanziosa al limite di cio' che esiste sul mercato. Mi piacerebbe avere una direct drive e non avere problemi di sottoestrusione da retraction. Capisco che magari ho detto un po' troppo, che si puo' fare? -
4 minuti fa, Killrob ha scritto:
probabilmente l'errore è qui, 8mm sono troppi anche per il bowden, imposta 4.5mm a 55mms, se ti fa anche qualche filo di stringing lo pulisci in post produzione
Infatti gia cura mi da il valore evidenziato di arancio. In passato ebbi a che fare con un PLA tremendamente dozzinale.
Ma non capisco la sottoestrusione e il flusso così basso solo dopo un certo layer.
-
Salve a tutti, mi sono imbattuto in un stl da stampare che mi sta dando qualche problema:
https://www.youtube.com/watch?v=bjlstAHXoX8
Per ora i tentativi che ho fatto sono 2:
1) nozzle da 0.6 altezza e larghezza di stampa suggeriti da cura
2) nozzle da 0.4 altezza e larghezza di stampa suggerita da cura ma flusso non calibrato perfettamente
e in antrambi i casi ci ho messo un brim da 4 linee.
I risultati sono che dopo poche flessioni i segmenti si staccano e quindi mi ritrovo una cintura spezzata.
Come procedereste per arginare il problema?
Dimenticavo; l'infill questo tizio lo raccomanda al 10% ma io in entrambi i casi gli ho dato un 20%.
In foto a sinistra noozle da 0.6 a destra noozle da 0.4

Da 12 ore di stampa sono passato a 18. Ora sto pensando di montare uno 0.3 e calibrare bene il flusso e a quel punto sicuramente sforero' le 24h.
Riguardando bene il video non mi ero accorto che lui dichiara di stampare a altezza 0.2
Mi e' venuto in mente una cosa: Se lascio un nozzle da 0.6 e una larghezza di stampa di 0.70 posso mettere l'altezza a 0.2 comunque? E con che risultati?
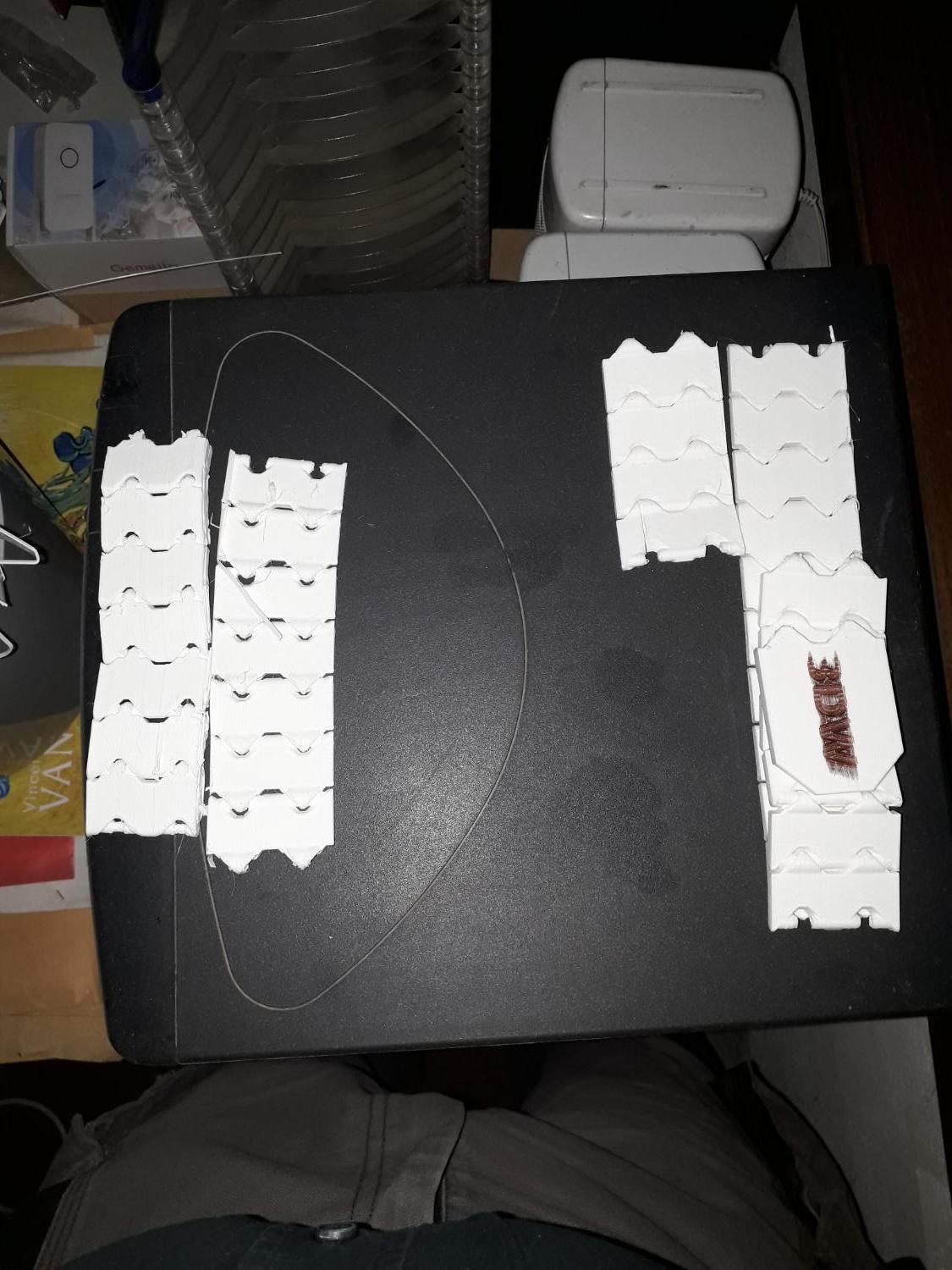
I miei tentativi di stampa di questa cintura diabolica continuano, ho ultimato stamani una stampa da un giorno e 10 ore della suddetta. Come risultato posto anche un paio di foto che sicuramente aiuteranno nella valutazione.
Ho usato un ugello in ottone da 0.3
altezza strato 0.2
larghezza strato 0.3
infill 20% (al contrario dell' infill che il disegnatore richiede che e' del 10%)
adesione al piatto il produttore raccomanda un brim di 4 linee ma io ho usato un raft.
Il risultato e' venuto pessimo perche' dopo un certo strato la mia creality cr10-s5 ha iniziato a sottoestrudere invaliadando completamente la stampa.
Cosa sto sbagliando?
Incredibilmente non c'e' stato nessuno stringhing.
I raccordi che portano il tubo in PTFE sono nuovi.
L'ugello e' stato cambiato seguendo la procedura suggeritami di svitare di mezzo giro il nozzle di mezzo giro, accostare il tubo in PTFE e poi stringere bene l'ugello.
I valori di retractions sono : 8mm @ 60mm/s
Cosa sto sbagliando?
Incredibilmente non c'e' stato nessuno stringhing.
I raccordi che portano il tubo in PTFE sono nuovi.
L'ugello e' stato cambiato seguendo la procedura suggeritami di svitare di mezzo giro il nozzle di mezzo giro, accostare il tubo in PTFE e poi stringere bene l'ugello.
I valori di retractions sono : 8mm @ 60mm/s
ah dimenticavo che il materiale e' un PLA
-
Cosa sto sbagliando?
Incredibilmente non c'e' stato nessuno stringhing.
I raccordi che portano il tubo in PTFE sono nuovi.
L'ugello e' stato cambiato seguendo la procedura suggeritami di svitare di mezzo giro il nozzle di mezzo giro, accostare il tubo in PTFE e poi stringere bene l'ugello.
I valori di retractions sono : 8mm @ 60mm/s
ah dimenticavo che il materiale e' un PLA
-
Salve a tutti e buon anno!
I miei tentativi di stampa di questa cintura diabolica continuano, ho ultimato stamani una stampa da un giorno e 10 ore della suddetta. Come risultato posto anche un paio di foto che sicuramente aiuteranno nella valutazione.
Ho usato un ugello in ottone da 0.3
altezza strato 0.2
larghezza strato 0.3
infill 20% (al contrario dell' infill che il disegnatore richiede che e' del 10%)
adesione al piatto il produttore raccomanda un brim di 4 linee ma io ho usato un raft.
Il risultato e' venuto pessimo perche' dopo un certo strato la mia creality cr10-s5 ha iniziato a sottoestrudere invaliadando completamente la stampa.
Cosa sto sbagliando?
Incredibilmente non c'e' stato nessuno stringhing.
I raccordi che portano il tubo in PTFE sono nuovi.
L'ugello e' stato cambiato seguendo la procedura suggeritami di svitare di mezzo giro il nozzle di mezzo giro, accostare il tubo in PTFE e poi stringere bene l'ugello.
I valori di retractions sono : 8mm @ 60mm/s
-
Mi e' venuto in mente una cosa: Se lascio un nozzle da 0.6 e una larghezza di stampa di 0.70 posso mettere l'altezza a 0.2 comunque? E con che risultati?
-
riguardando bene il video non mi ero accorto che lui dichiara di stampare a altezza 0.2
-
beh si, gia da 12 ore di stampa sono passato a 18. Ora sto pensando di montare uno 0.3 e calibrare bene il flusso e a quel punto sicuramente sforero' le 24h.
-
nel senso che quando vado a muovere sui cardini ogni frammento alcuni si spezzano senza ruotare.
In foto a sinistra noozle da 0.6 a destra noozle da 0.4
-
Salve a tutti, mi sono imbattuto in un stl da stampare che mi sta dando qualche problema:
https://www.youtube.com/watch?v=bjlstAHXoX8
Per ora i tentativi che ho fatto sono 2:
1) nozzle da 0.6 altezza e larghezza di stampa suggeriti da cura
2) nozzle da 0.4 altezza e larghezza di stampa suggerita da cura ma flusso non calibrato perfettamente
e in antrambi i casi ci ho messo un brim da 4 linee.
I risultati sono che dopo poche flessioni i segmenti si staccano e quindi mi ritrovo una cintura spezzata.
Come procedereste per arginare il problema?
Dimenticavo; l'infill questo tizio lo raccomanda al 10% ma io in entrambi i casi gli ho dato un 20%.
-
Naturalmente poi ho iniziato una stampa da 10h senza livellare il piatto.👍
-
Ho fatto una misurazione delle viti che muovono l'asse z come suggeritomi, ho usato un rudimentale metro da muratore e sembra che ci sia una differenza di 3 o 4 mm.
Poi ho modificato girando a mano una delle due viti cercando di far tornare tutto, poi gli ho dato l'auto home e ora sto misurando di nuovo.
Sembra aver funzionato.
-
probabilmente qualche residuo di cotone mi ha otturato il nozzle.
-
Fatto tutto e non so se all'interno e' venuto pulito a specchio comunque tanta robaccia è uscita. Grazie.
-
Buonasera a tutti, mi sto cimentando in questa operazione.
Ho smontato l'hotend dalla sua staffa e ho estratto il filamento portandolo a temperatura (200°) ora aspetto che si raffreddi e procedo (con molte difficolta') a smontare il tubo in PTFE. Il pezzo per il taglio preciso l'ho stampato gia.
Domanda: il nozzle lo devo togliere a caldo o a freddo? Mi tornerebbe meglio a caldo.


Sistema di estrusione direct drive a cinghia stampabile SLA.
in Notizie sulla stampa 3D
Inviato