

Leonardo B.
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Leonardo B.
-
-
Grazie ma mi sembra troppo complicato oltre al fatto che non ho livelle.
-
Il 13/12/2020 at 12:18, agi62 dice:
Forse l'unica anomalia che mi viene in mente potrebbe essere che l'asse Z non fosse livellata, avendo due motori bisogna che le distanze dalla barra siano identiche, al decimo di mm altrimenti avrai sempre un delta quando l'hot end si sposta da destra a sinistra, altra cosa sono i nottolini filettati che fissano la barra alla vite senza fine dei motori, se li stringi troppo non va bene e se li lasci lenti avrai del gioco, devi vedere se con una rondellina di spessore giusto riesci a fissarli bene.
Queste due regolazioni sono essenziali per la precisione, parliamo di 0,1mm, quindi armati di calibro preciso e di livella buona e precisa.Ciao, c'e' un test apposito per riscontrare questo dislivello?
-
Fatto il test di flusso 2 volte con flusso al 100%;
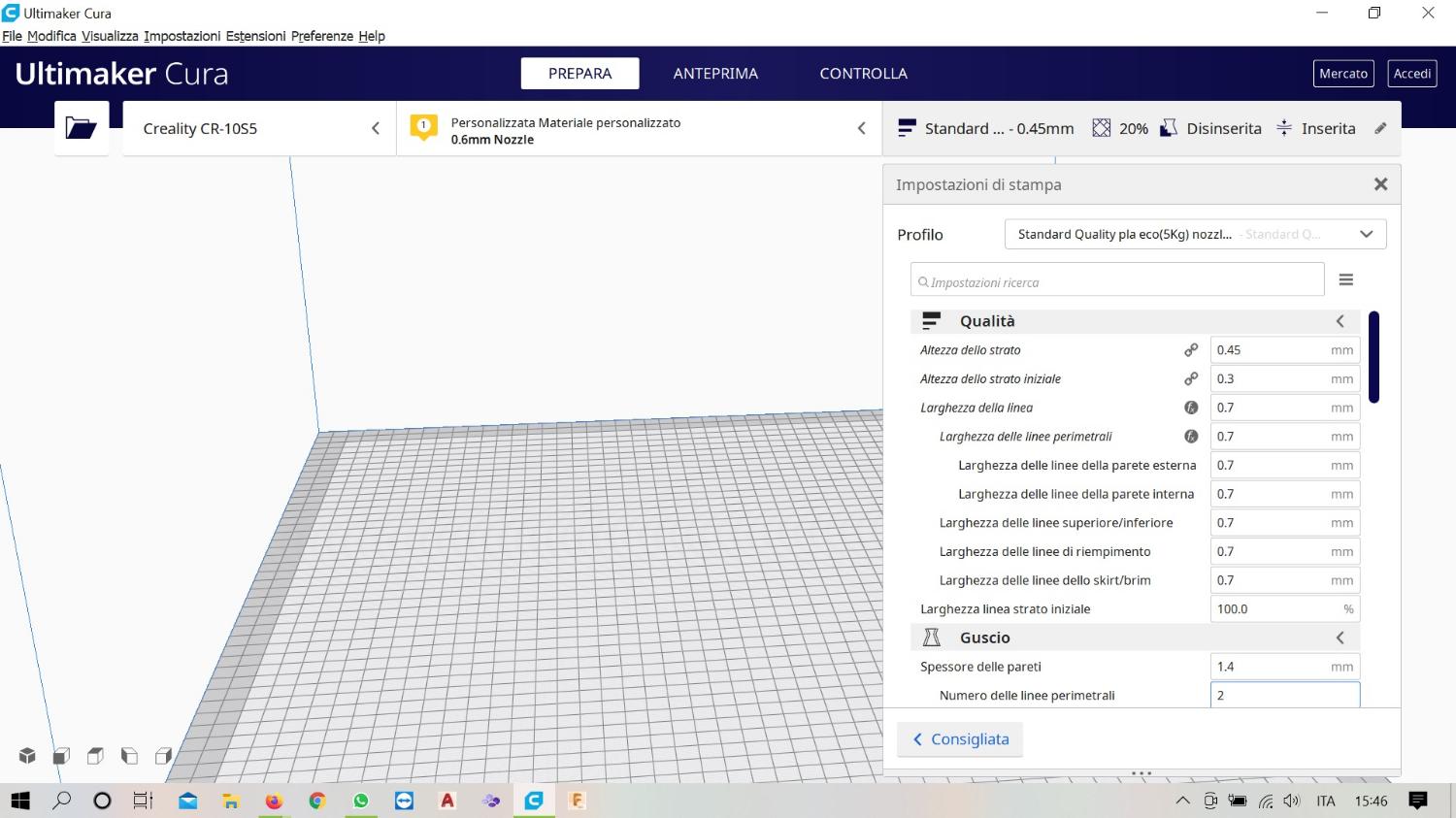
Le impostazioni di larghezza di strato di cura ultimeker erano in entrambi i casi impostate a 0,7 mm;
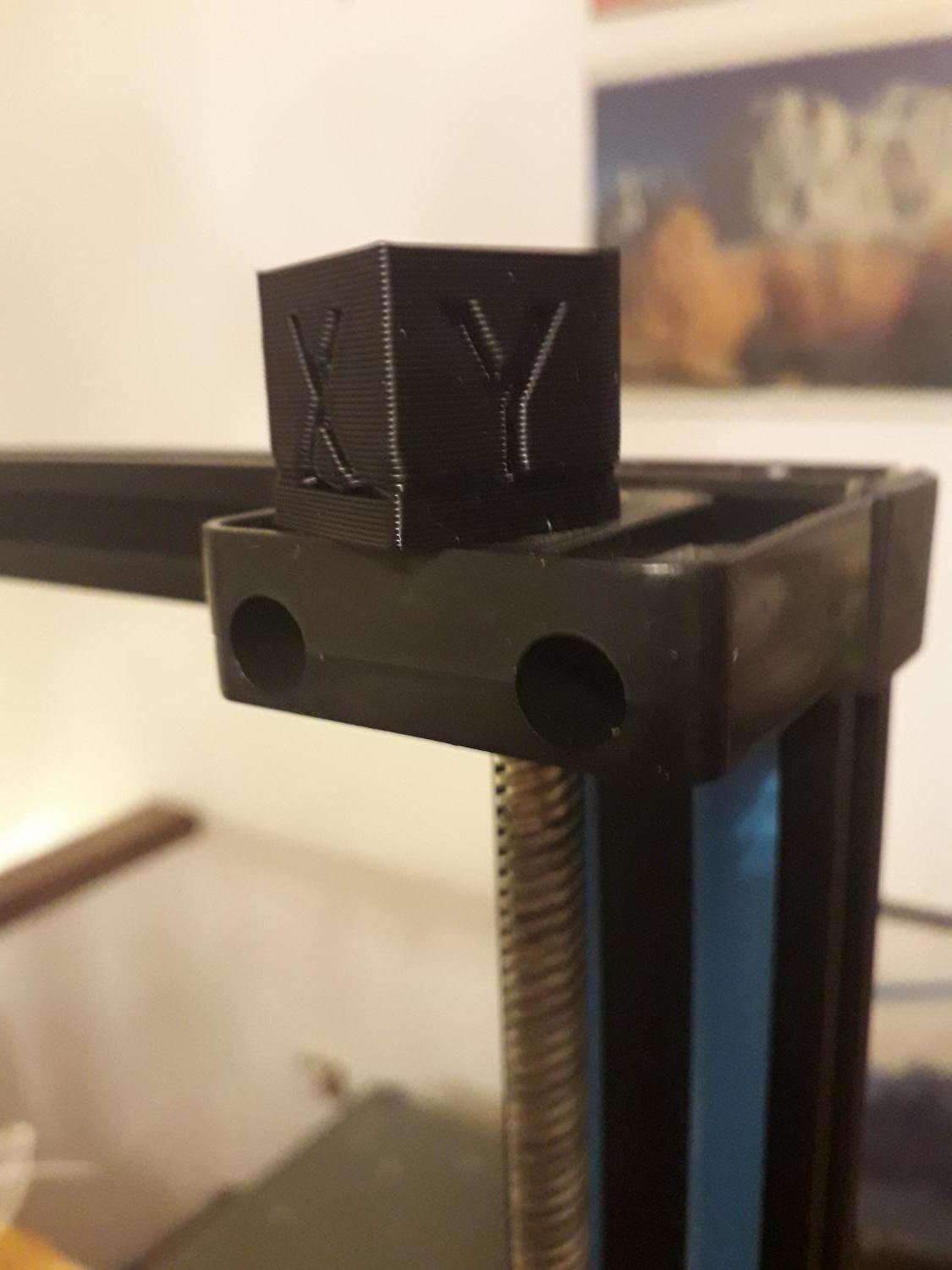
1) Cubo 20mm x 20mm usando la funzione di shell impostata a 0.75mm su fusion 360 e poi ho eseguito lo slicing su cura ultimaker impostando un valore di spessore parete 0,70. Come da programma il nozzle passava una sola volta per strato con risultati di spessore parete variabili da 1,20mm a 1,40mm e con pareti molto brutte (presentavano diverse sbordature).
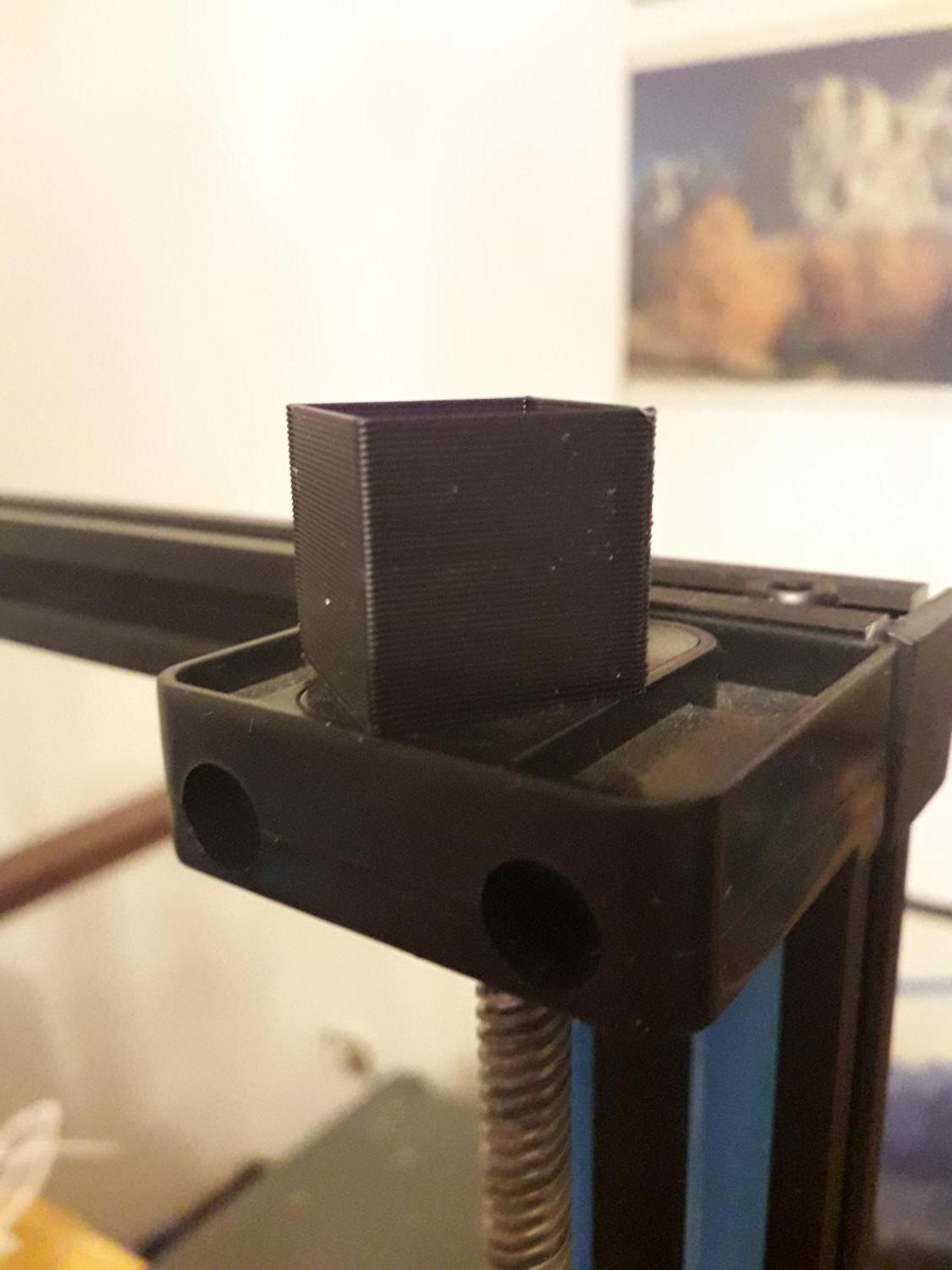
2) Cubo 20mm x 20mm pieno e senza usare la funzione shell di fusion con slicing su cura ultimaker togliendo totalmente l'infill e impostando una sola parete perimetrale oltre a togliere gli strati superiori con risultato di pareti molto belle e uniformi con spessore 0,73mm di media.
Conclusione: non so per quale arcano motivo da risultati differenti sebbene il procedimento finale sia quasi identico bisognerebbe analizzare a fondo il gcode (e non ne sono capace) e forse qualcosa spunterebbe fuori.
Ma non tutto il male vien per nuocere: ho scoperto e corretto una piccola anomalia sull' asse Z.
-
Buonasera, ho appena calibrato l'asse Z e procedo a calibrare il flusso. Primo test al 100%
-
Si è un 20x20x20
altezza strato iniziale 0.3
ugello da 0.6
altezza strato 0.45
riempimento 20%
-
-
Ma perche non gli ho dato un po' di brim???? 💯💤😤
Ragazzi sto cubo in alcuni punti arriva a 19.55mm e sui bordi siamo sui 19.70mm.
-
Hai ragione, ora stampo un cubo di 20mm pieno a flusso 100% e poi misuro l'asse Z
-
Si , cura e' impostata su creality cr10s5 e per quanto riguarda le impostazioni sono standard.
-
Anche stavolta i lati sono tutti a spessore differente ma mi sto avvicinando agli 0.70 teorici con 0.80 effettivi di media.
2 minuti fa, agi62 dice:Ripeto, se la macchina non ha problemi o l'hai modificata meccanicamente basta che selezioni il modello nel menù di Cura e sei a posto.
Io ho la S4, appena arrivata l'ho selezionata su Cura, sono due anni che lavora senza problemi o sbattimenti però al massimo ho usato nozzle da 0,5, non vorrei che 0,6 sia troppo per quel hot end.Dava le stesse problematiche anche con il nozzle da 0.4
E se non fosse calibrato bene l'asse Z?
L'altezza del cubo e' 19.66mm.
-
Fulmineo Eddy, l'estrusore su 150mm ne estrudeva 151. Speriamo sia quello, ora ho lanciato l'ennesimo cubo 🤞.
-
Mi e' venuta una idea a cui non si era mai pensato fin'ora:
E se fossero gli step/mm dell' estrusore?
Mi ricordo di averli calibrati tempo fa con una procedura da me inventata (quindi probabilmente fallacea). In tal caso come posso controllare che i valori siano giusti? C'e' il proverbiale tutorial su youtube?
-
Ma, hai letto dove dicevo che con uno shell sul cubo di 0.40 e con un nozzle di 0.4 cura sa che la parete perimetrale e' di 0.45 e arrotonda a zero pareti perimetrali? Oggi pomeriggio ti mando uno screen di cura che fa una sola parete.
-
Perche le linee perimetrali nel caso di quel cubo non sono 2 ma una.
-
Ecco il nuovo cubo con flusso al 53,94%.
Spessore medio di 0,815mm dove avrebbe dovuto essere di 0,70mm.

Le misurazioni delle distanze dei lati vanno quasi bene, si avvicinano parecchio a 20,00mm.
Che faccio lascio così?
-
Spessore parete media 1,2945.
Procedo con la calibrazione flusso.
-
18 ore fa, Marco-67 dice:
0.695 con ugello da 0.4 o 0.6?
Ugello da 0.4 purtroppo.
-
Buona sera, oggi ho misurato 19 volte il diametro del filamento e ho ottenuto la media che e' di 1,745mm quindi impostero' cura sul diametro di 1,75mm.
Procedo con la stampa del cubo di taratura flusso con nozzle da 0,6 e con queste impostazioni di cura.
Flusso 100%
temperatura nozzle 204°
-
ok, mi puoi dare un buon settaggio per il nozzle da 0.6? escludendo la temperatura e il flusso che mi calcolero' poi.
Ho scombinato un bel po' di roba per questo test che ho fatto. 😅
ok, con il flusso al 100% lo spessore medio delle pareti e' di 0.695mm , che faccio calibro ora il flusso?
-
Non ti preoccupare, non ho scadenze da rispettare, e poi co sto covid sto a casa o sulla stampante o alla play.
E preferisco alla stampa 😉
Fico! con lo shell da 0.40 cura approssima le pareti a zero! ho dovuto modificare di nuovo il disegno con uno shell da 0.45
-
il nozzle di prima era uno pseudo 0.6 ora ho il 0.4
comunque dovrebbe tornare il flusso cosi' perche' da disegno il cubo e' stato fatto con uno shell da 0.75 quindi cura ha arrotondato a due strati perimetrali.
Quindi dovrebbe essere di 0.4 la parete.
Tuttavia faccio un' altro cubo con shell da 0.4 e vado di nuovo in stampa.
-
Fatto, lo spessore della parete del cubo ora e' 0.80
-
4 minuti fa, Marco-67 dice:
@Leonardo B.anzitutto torna al 100% di flusso e stampa un cubo con layer 0.2, larghezza 0.4, temperatura 190, piatto 50, raffreddato dal 2°layer
ok ma dovro' cambiare nozzle e rimettere quello da 0.4
-
Questa è invecie la stampa con flusso al 60%, sempre PLA azurefilm.





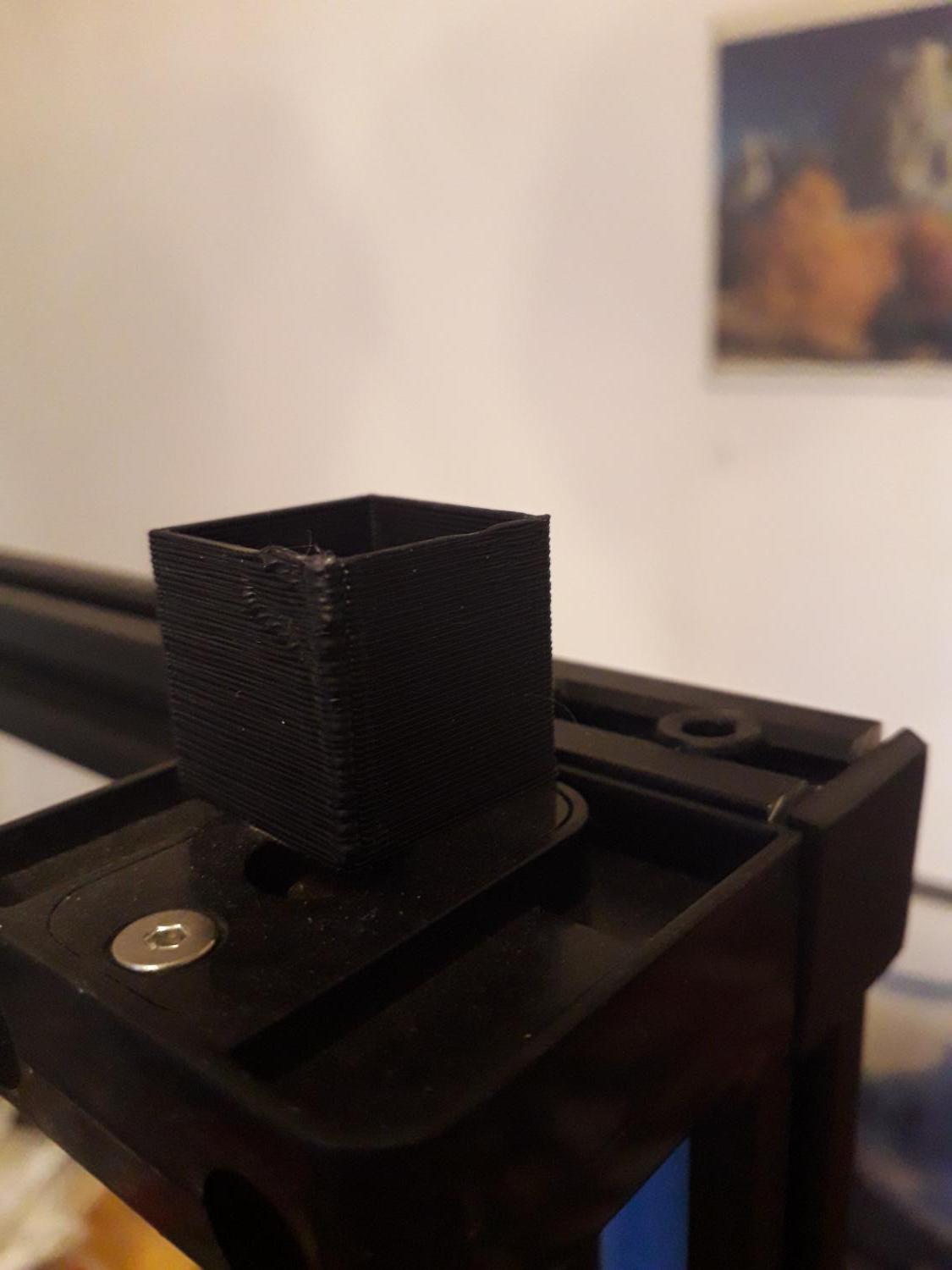

LA RUOTA GODRONATA INIZIA A FARE “tac” DAL SECONDO LAYER E CIRCA AL 6 SMETTE DI EROGARE FILAMENTO.
in Problemi generici o di qualità di stampa
Inviato
Seguo perchè domani devo farlo anch'io. 😄