

Simkey
-
Numero contenuti
35 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Simkey
-
-
-
Mi sa che il problema è il piatto, sembrerebbe storto e in effetti forse so perché. Qualche giorno fa modificando lo start gcode in Cura, ho messo un'altezza più bassa e l'estrusore è andato a sbattere fortemente (come una specie di martello pneumatico) contro il piatto per qualche istante. Ho spento subito la macchina, però evidentemente si è un po' storto il piatto...avvitandolo nuovamente lo avevo in parte aggiustato ma non del tutto a quanto pare...Dite si possa fixare?
-
15 ore fa, marcottt dice:
Si di solito il primo layer si fa piano al 50%
Se pensi usare lacca ti conviene assolutamente il vetro perché ogni tanto va tolto e pulito.
Oppure ci sono piani magnetici e simili
Inviato dal mio tablet utilizzando Tapatalk
Eh ho letto, infatti io onde evitare ho messo al 10% xD e ora direi che va una bomba.
L'unica cosa, è sempre questa adesione un po' fasulla...chissà magari 5 gradi in più potrebbero aiutare? Sto stampando PLA 1.75 a 205°C per ora. Comunque lacca + vetro work in progress 😄
-
13 minuti fa, marcottt dice:
Il brim non è sotto... È affianco attaccato ma in effetti aiuta adesione per piccole aree
Inviato dal mio tablet utilizzando Tapatalk
Si, confermo che mi abbia aiutato moltissimo. Adesso se ci pensi nemmeno quel cilindretto 1x0.7x.07 si è staccato (2 su 3 sopravvissuti!) ahaha. Speriamo che abbia risolto definitivamente...poi sicuramente apporterò qualche miglioria come mi hai consigliato, del tipo lacca + vetro. L'importante è che ora possa TESTARE che effettivamente FUNZIONA senza intoppi. Sai com'è, l'ho pagata 200 euro sta stampante e quindi non ero molto sicuro fosse affidabile, ma mi sono ricreduto, PER ORA ahah 🙂
PS: oltretutto ho diminuito la velocità di spostamento, dopo aver notato che proprio questi mettevano a rischio l'adesione. Inoltre la velocità del primo layer l'ho messa proprio al minimo e infatti va lentissima, ma almeno sono sicuro che riesce a stamparlo 😛
-
 1
1
-
-
1 ora fa, marcottt dice:
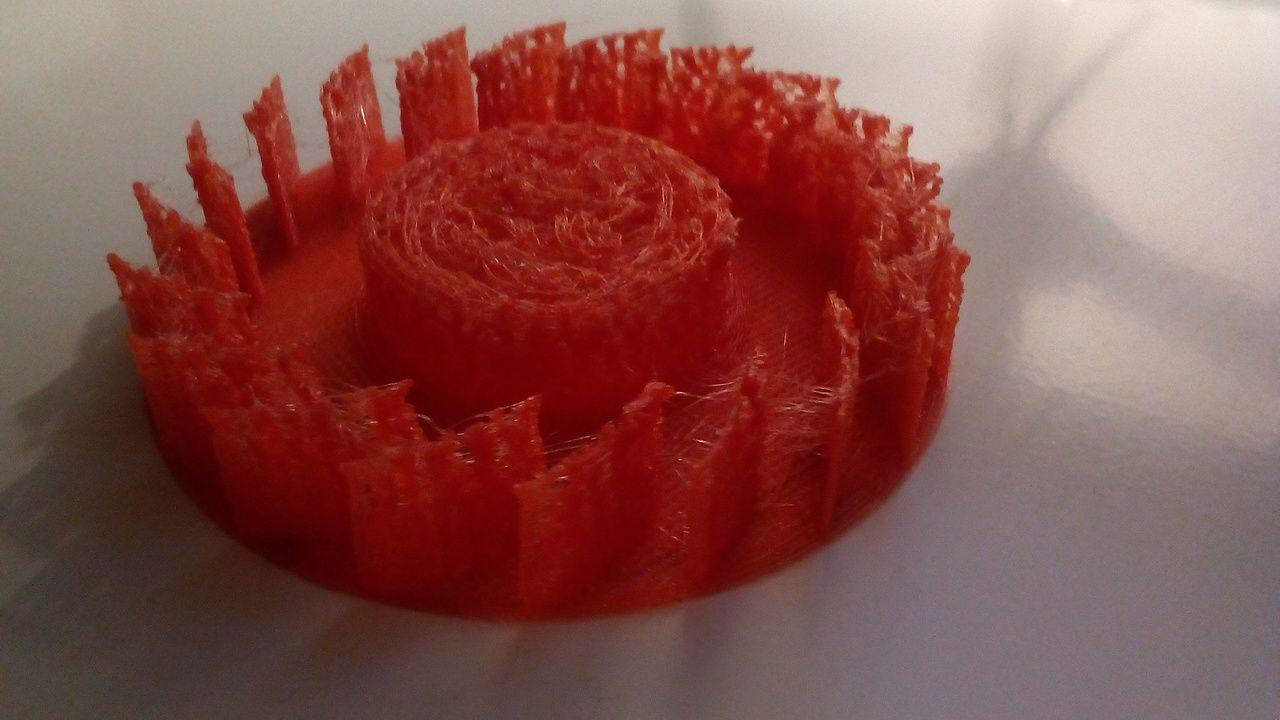
Secondo me devi verificare e calibrare estrusione... Nella ventola arancione c'era sottoestrusioni ovunque e considerevoli mi sembra.
Inviato dal mio tablet utilizzando Tapatalk
Riguardo al flusso avevo risolto già ieri (forse mi ero scordato di scriverlo) infatti ora le stampe non sono più bucherellate 😄
Però rimane sto problema di scarsa adesione, anche se nel giro di quest'ultima ora ho risolto parzialmente diminuendo velocità (alla metà) e mettendo un supporto Brim sottostante. Per ora non si è staccato nulla tranne un cilindro (1 cmx 0.7cm x 0.7 cm) di prova molto piccolo che era ovvio si staccasse (credo)
-
Ok buono a sapersi grazie...ma scusate una cosa, secondo voi è normale che non sia riuscito ancora a stampare una cosa (tranne quella stupida ventolina uscita male che ho postato all'inizio) per via di questo distaccamento? Io ho paura che il problema sia il primo strato, perché me lo fa troppo fino...e se aumento la distanza fra piatto ed estrusore del minimo che posso, non si attacca e combina un casino.
-
52 minuti fa, marcottt dice:
io uso il vetro, lacca quasi obbligatoria, per alluminio non so... forse ti converebbe mettere sopra una lastradi vetro+lacca ma magari senti gli altri con stp simile
Eh ma come la metto una lastra di vetro sopra...cioè dovrei innanzitutto trovarla della misura adatta, ma non saprei nemmeno dove 😞
Ma questa famosa lacca di cui si parla non c'entra nulla con quella per capelli vero?
-
 1
1
-
-
8 ore fa, marcottt dice:
Se cerchi su internet troverai molte foto e video per lo "z offset", un po' strano perché se molto schiacciato dà alcuni problemi ma a me non quello di adesione.
Cosa usi per far aderire e di cosa è fatto il piatto? (vetro alluminio altro?) e scusa non ricordo con che materiale stai stampando?
Inviato dal mio tablet utilizzando Tapatalk
@marcottt Per far aderire non ho usato lacca o prodotti simili fino ad ora...dovrei provare? Il piatto è di alluminio (e non si riscalda) e sto stampando con un filamento PLA 1.75mm a temperatura 205°C
@Killrob Si è vero...non sono riuscito a livellare correttamente forse.
Update: Niente, ho provato a livellare nuovamente ma sono arrivato al punto che se aumento o diminuisco del minimo, il piatto sta o troppo sotto o troppo sopra, quindi irrisolvibile dalla macchina. Ma che diamine devo fare con sta stampante...
-
Piccolo aggiornamento: le superfici tendono a staccarsi troppo facilmente e ho avuto modo di notare che il primo strato prodotto è finissimo (trasparente per quanto fino) e forse è per questo che non riesce ad aderire correttamente...come potrei provare a risolvere?
-
1 ora fa, marcottt dice:
foto ?
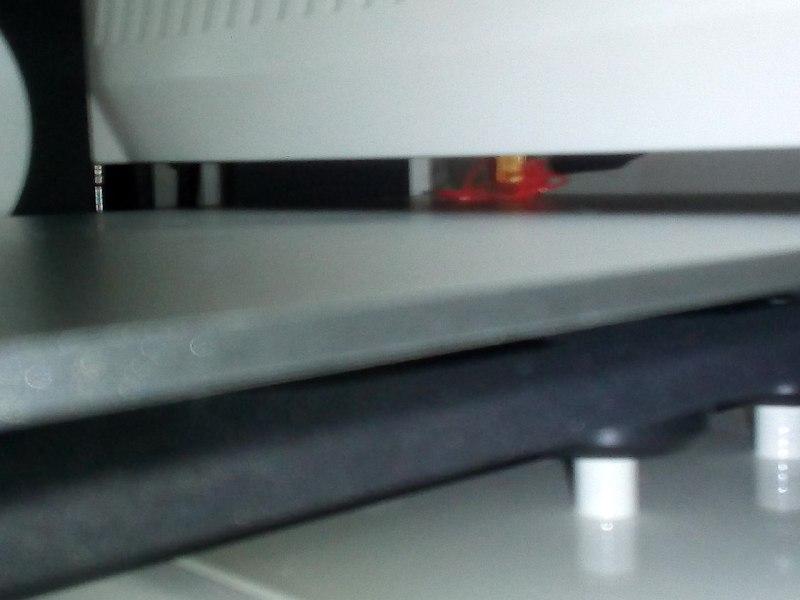
Ci ho provato, purtroppo per come è fatta la stampante non si vede nulla facendo una foto 😞 è troppo piccolo e "boxato" dal braccio meccanico. Ps: ho visto in rete foto del mio modello di stampante e ho trovato foto dettagliate dell'estrusore, però è diverso, non c'è il blower come qui nella mia...forse la mia è una nuova versione boh
-
2 ore fa, marcottt dice:
Beh basta vedere se ci sono 2 ventole. 1 è obbligatoria per Estrusore l'altra di solito è per il materiale
Inviato dal mio tablet utilizzando Tapatalk
Io due ventole sulla mia non le vedo...cioè qui c'è solo l'estrusore e accanto (sullo stesso asse) c'è l'imboccatura di un blower che, provato io stesso mettendoci il dito vicino, soffia aria in direzione del materiale estruso. L'altra che dici non la vedo...dove la trovo?
-
ok grazie per il consiglio!
Si la mia stampante possiede un (credo) blower accanto all'estrusore.
-
2 ore fa, jagger75 dice:
ma è la tua prima stampa?
intendi il primo oggetto stampato? No, ne ho stampati una decina... la stampante invece si, è la prima in poche parole...
-
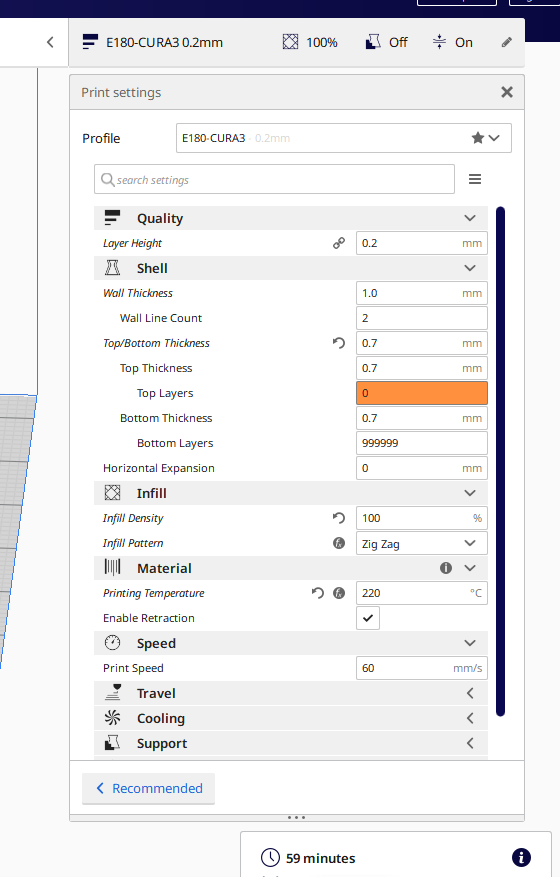
Allora...quei valori un po' anomali sono stati settati automaticamente nel momento in cui ho messo al 100% infill density. Dite che devo farla tornare a 25% come da default? Il filamento è nuovissimo, appena comprato e di marca buona. Si, il rumore che sento è un tac tac.
Calibrazione del flusso...? Come si fa? Non ne avevo mai sentito parlare
Parametri ritrazione su Cura ho visto che c'è solo "enable retraction" ed ho messo true.
-
1 ora fa, FoNzY dice:
con quell'impostazione sbagliata il flusso stimato era il doppio di quello reale ma questo non dovrebbe causare una perdita di passi....
la perdita' di passi avviene se hai un layer troppo basso,velcoita' troppo alta o un occlusione nell'ugello, la temperatura e l'altezza layer sono buone quindi non saprei...
lo fa anche dopo aver modificato il diametro? se si posta le impostaizoni del profilo....
Si lo fa ancora. Ho contato, mediamente lo fa ogni 2-3 secondi per circa 2 secondi...praticamente si perde metà della stampa? Ecco le impostazioni che uso

-
53 minuti fa, FoNzY dice:
hai un problema di estrusione, hai una super sotto-estrusione 😅
se stai usando cura dovresti controllare in:
setting-->printer-->manage printer-->machine setting--> che il dimetro del filo utilizzato sia corretto (1.75mm)
altre probabili cause potrebbero essere:
stepp\mm totalmente sballati (ma non credo), dimensione ugello dversa da qeulla impostata nel software, la ghiera spingi filo che scivola...
Mi ero dimenticato una cosa probabilmente importante: durante le stampe sento continuamente un rumore che sembra quello del filamento inceppato nell'estrusore. Però la stampa avviene, quindi come è possibile che faccia sto rumore?
-
8 minuti fa, FoNzY dice:
hai un problema di estrusione, hai una super sotto-estrusione 😅
se stai usando cura dovresti controllare in:
setting-->printer-->manage printer-->machine setting--> che il dimetro del filo utilizzato sia corretto (1.75mm)
altre probabili cause potrebbero essere:
stepp\mm totalmente sballati (ma non credo), dimensione ugello dversa da qeulla impostata nel software, la ghiera spingi filo che scivola...
Accidenti, grazie per la risposta. Cosa sarebbe una sotto-estrusione? Ho controllato come mi hai detto in Cura e in effetti c'era settato il diametro del filo a 2.85 O.o ma chi glielo ha detto! Avevo messo 1.75 ieri quando l'ho impostato, boh! Grazie, ora provo e vediamo come va.
-
Ciao a tutti. Dopo aver sistemato la mia nuova stampante 3D mi sono imbattuto in un problema abbastanza fondamentale: la qualità. I miei oggetti stampati presentano il famoso effetto ragnatela che sto cercando di sistemare mediante l'abbassamento della temperatura di estrusione, ma non sono vicino alla soluzione. Il problema però fondamentale, come si può notare dall'immagine postata, è che la stampa risulta ( imprecisa forse? ) piena di fori e buchi, nonostante abbia impostato il riempimento al 100% (di default stava a 25%). Quale potrebbe essere la causa? Come vedete, è una stampa indecente...e sta uscendo tutto così. Dimenticavo, il layer height impostato è 0.2, la temperatura 220° C (uso PLA), retrazione abilitata e...se vi serve qualche altra informazione ditemelo. Potete aiutarmi? Grazie in anticipo ^_^
-
30 minuti fa, marcottt dice:
Se riesci a fare foto migliore ti diciamo quanto offset mettere.
Se vuoi puoi fare un semplice test. Porta la testina a altezza 0.1 poi prova a passare sotto un normale foglio a4. Ci deve passare con lieve difficoltà. Se passa troppo facile sei alto
Inviato dal mio tablet utilizzando Tapatalk
Grazie mille, sembra che io abbia risolto! Tramite diverse prove, ho fatto andare in totale altri 0.5 mm in basso in modo tale che l'estrusore strusciasse meglio la base. A me sembrava troppo stretto lo spazio fra base ed estrusore, però poi ho avviato 3 stampe ed è andato tutto benone (a tratti ho avuto l'impressione che l'estrusore facesse difficoltà a muoversi per via dell'attrito maggiore con la base, ma forse è stata solo una mia impressione). Fortunatamente posso dire di aver risolto, almeno per ora! Grazie ancora per il tuo prezioso aiuto.
-
1
-
-
Grazie per il link ma sto ancora l punto di prima. Non capisco come diamine è possibile che riesca a stampare solo con il modello base e non con gli altri, sembra quasi come se si azzerassero le impostazioni e l'ugello non va abbastanza giù. Ho provato pure a metterlo più verso la base, ma poi la posizione al momento della stampa rimane invariata. Perché mi si azzerano? Boh mistero.
-
Purtroppo in questa stampante il braccio dell'estrusore copre la visuale, spero si capisca quello che intendevo. Da notare il filamento rosso che si appallottola intorno all'estrusore
-
Ciao ho provato come hai detto ma non c'è stato niente da fare...quando stampa il modello base è sempre tutto ok, invece quando stampa i miei modelli inizia a estrudere il filamento formando una palletta che si attacca all'estrusore, insomma fa un casino. Sono disperato, non so come fare 😞
Ps: provato con prusaslicer, ho trovato subito l'offset z
Provo a caricare una foto/video
-
Mi sono accorto che era impostato a 0.1 e lo ho pertanto aumentato a 0.2. Però con 0.2 di layer e 0.3 di primo layer il risultato è cambiato ben poco e lo strato ancora in fase di completamento si attacca all'estrusore che a sua volta portandoselo dietro fa un casino, simile ad uno scarabocchio. Uff...devo provare 0.2 e 0.4? Dici che forse riesco meglio?
-
Ciao grazie per la risposta. Sto usando Cura come software per il taglio e sono riuscito a trovare il primo layer da impostare. Per ora è a 0.2 mm, quanto mi consigli di modificarlo?
Migliorare qualità
in Problemi generici o di qualità di stampa
Inviato
Bella idea...appena posso provo. Grazie 😄