
marianogri
-
Numero contenuti
28 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da marianogri
-
-
Ragazzi buonasera mi è arrivata la bobina di PETG della Sunlu.. vedo che ci sono pareri discordanti riguardo i parametri di stampa con cura... prima di iniziare a provare, avete qualche consiglio riguardo Temperature, retroazione, velocità? [emoji16]
Inviato dal mio iPhone utilizzando Tapatalk -
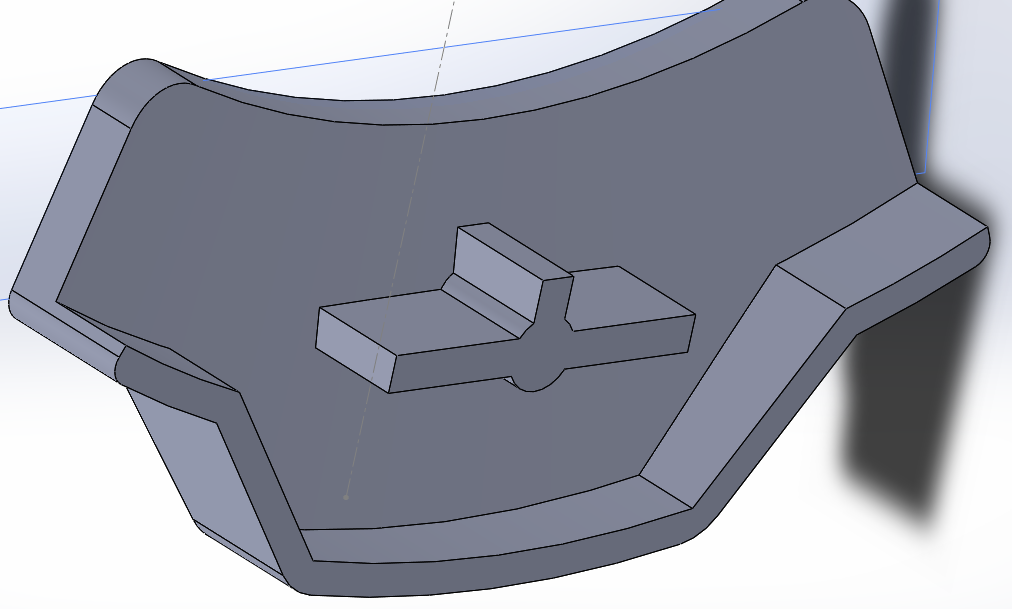
tornando al pezzo, io lo taglierei così, realizzando anche una zona dove incastrarlo nel corpo, grosso modo come ho fatto in figura.
i 2 pezzettini si stampano facili facili, la zona di incastro è leggermente più ampia per le solite tolleranze...
@Marcott il problema principale non è che vengono stampati male... dimensionalmente sono corretti e anche resistenti, il problema è la rigidezza che non mi permette di metterlo in sede senza forzare a bestia e quindi romperlo [emoji25]
Inviato dal mio iPhone utilizzando Tapatalk -
Per poter stampare a 270 in genere è necessario modificare nel Marlin nel solito configuration:h il parametro
#define HEATER_0_MAXTEMP 270 e successivi nel caso di più estrusori
di solito è regolato a 270 ma per poter stampare a 270 occorre portarlo a 285.
È una modifica che va fatta direttamente dal menu della stampante o è necessario collegarla al PC per poterlo fare? Si stampa con quelle temperature il PETG? Comunque oggi dovrebbero arrivarmi i Mosfet per Bed e Hotend...
-
L'unico materiale che tiene di sicuro è il nylon, duro ma flessibile allo stesso tempo, lo puoi stampare anche senza box e con bed ha 45°, ma le temperature estrusore si aggirano sui 270°-275°, altra cosa hai bisogno di un nastro da applicare sul vetro. Questo al momento secondo me è il materiale più resistente per le stampe fdm, ma anche il più rognoso.
Per ora ho acquistato una bobina di PETG della Sunlu... tanto prima o poi bisogna testare tutti i materiali (almeno i più comuni) [emoji23]non ne ho idea. Di solito se lo stampi contro i layer, tiene di più. Devi fare in modo che quando lo vai a montare, lo sforzo non sia nella stessa direzione di stampa.
Come diceva anche Kopernico è meglio in verticale allora... ragazzi ma come si fa a menzionare un utente? Sono costretto a citarvi sempre [emoji23][emoji85]
Inviato dal mio iPhone utilizzando Tapatalk -
Sono due prove diverse in teoria. Se metti pareti a 4mm lui lo fa pieno in automatico e non serve a nulla l'infill, dato che te non hai uno spessore di 8mm (4+4)
L'altra è per usare l'infill gyroid che dicono essere molto resistente (mah)
Dici che conviene stamparlo sempre in verticale o in piano?
Inviato dal mio iPhone utilizzando Tapatalk -
A parte provare con un Plus, io farei queste prove:
- infill 100% di tipo Gyroid
- spessore pareti 4 (il pezzo è molto più piccolo di 8mm, quindi diventa automaticamente pieno rendendo superfluo l'infill)
- layer height 0.1
Faccio questa prova... lancio la stampa e domattina vedo cosa viene fuori! [emoji1360][emoji1360]
Inviato dal mio iPhone utilizzando Tapatalk -
PLA normale, non plus come hai detto ad inizio thread.
Il plus è paurosamente più resistente, almeno in determinati test (in compressione sicuro), prova con un plus
Altrimenti se mi dici dove attaccare il tuo pezzo (non ho capito cosa sia, ne come si usa), lo stampo e provo, ho proprio un PLA Plus montato nella stampante.
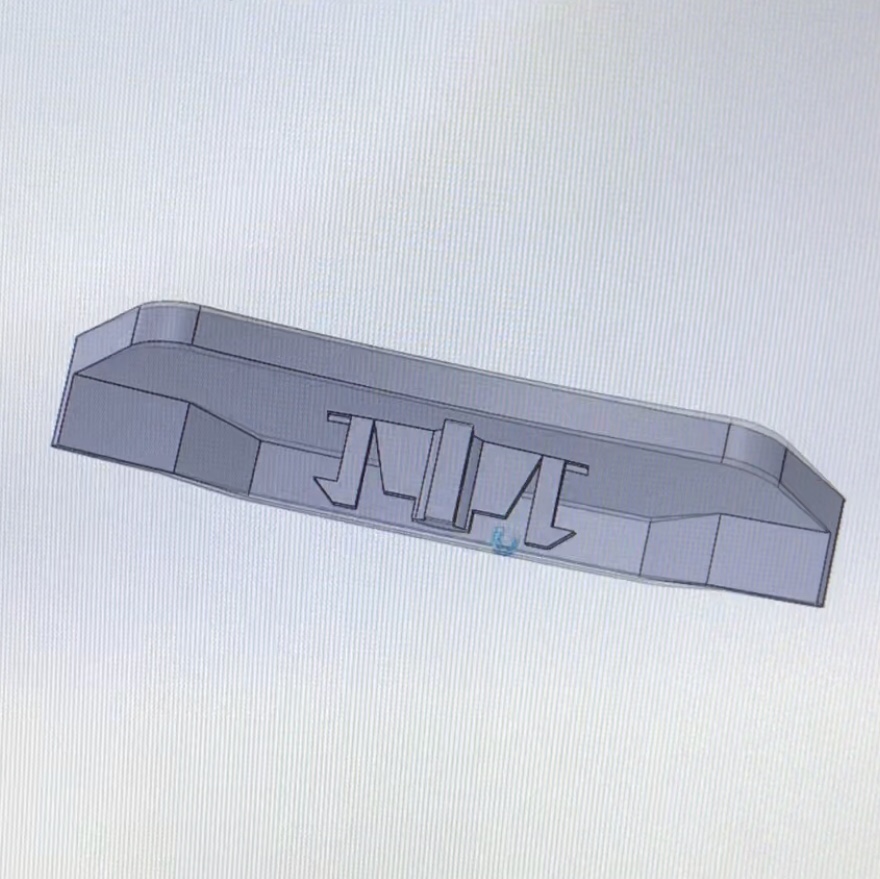
Hai ragione! Ero convinto fosse il plus! Comunque in pratica il pezzo deve essere inserito da qui
Le linguette dovrebbero flettere leggermente in modo tale da agganciarsi dietro...
Questo è il suo originale:
Inviato dal mio iPhone utilizzando Tapatalk -
Adesso, iLMario dice:
Curiosità: è un pla plus di sunlu ?
No, è un PLA Tianse.... questo qui... https://www.amazon.it/gp/product/B01N301T3C/ref=ppx_yo_dt_b_asin_title_o03_s00?ie=UTF8&psc=1
-
8 minuti fa, jagger75 dice:
io ripeto lo farei a colata esiste anche petg o pet o resine per pezzi del genere che non devono deformare batsa informarsi un po pero il metodo secondo me è quello dello stampo è troppo compicati pretendere che i layer si deformino e poi ritornino nella posizione originasle dopo essere entrati nella sede poi boh vedi tu
Anche quella che hai detto tu è un'alternativa validissima!! Devo sbizzarrirmi un po' e tentare di riuscire nell'impresa in qualche modo! 😄
Allego i file SolidPart e STL per chi lo volesse vedere 🙂
-
Tutte le alternative proposte sono da provare... davvero grazie di cuore per l’interessamento [emoji16]... comunque la prova in verticale è andata un po’ meglio.. è venuta troppo dura questa volta e si è spezzata quando ho tentato di incastrarlo [emoji85] il problema è quel po’ di flessione che deve fare per entrare e riallargarsi in sede...
Un’altra alternativa sarebbe quella di fare una cosa del genere:
Vorrei comunque fare la prova col PETG... o dite che è inutile? -
guarda... non ne sono sicuro però se lo spezzassi in 3 parti forse riesci a farlo abbastanza robusto... ovvero:
1 parte il corpo tranne il gruppo incastri al centro
2 e 3 parti, il gruppo centrale tagliato verticalmente.... tagliandolo verticalmente puoi appoggiarlo al piano ed ottenere una stampa abbastanza solida, specie se poi incolli le 2 parti assieme.
al corpo potresti incavare una sede così quando metti i 2 pezzi centrali fusi assieme hanno una sede come riferimento e base più solida.
Anche questa è un’ottima idea! [emoji16] ho solo da provare... ora lo sto stampando in verticale e ho arrotondato un po’ gli “agganci” -
2 minuti fa, Kopernico dice:
Che software hai usato per disegnarlo?
Io uso solidworks. Se ti va prova a giare il file...anche in stl va bene.
Uso solidworks anche io 😄 provo a stamparlo in verticale e dopo ve lo giro! 🙂
-
11 minuti fa, Kopernico dice:
Hai provato a stamparlo in verticale?
Secondo me si rompe anche perchè lo sforzo distacca i layer depositati durante la stampa.
Non ho provato! Ora faccio un tentativo 😄
-
4 ore fa, Marcottt dice:
comunque.... quei pezzi sembrano proprio piccoli..... non è che riesci a fare qualche modifica in merito... ? perchè se devi infilarli una volta nella vita è una cosa... ma se li muovi una volta alla settimana dubito che durino molto...
specie l'attacco in alto sembra un po' strano e migliorabile...Purtroppo sto replicando un oggetto esistente... è il tasto di una strumentazione di una moto, sono obbligato a farlo così per via del sistema di fissaggio... però una volta agganciato non va più tolto, quindi non è sollecitato, serve solo a farlo rimanere in sede.. 😃
Sto provando a stamparlo pieno per poi provare a ricavare i gancetti limando con il Dremel...una volta riuscita ad ottenere la forma che mi serve proverò a stamparlo in PETG... vediamo cosa succede! 😊 -
Grazie Alep! Quindi bisogna tenere al riparo da qualsiasi spiffero.. [emoji16] vale lo stesso anche per l’ASA? Stavo pensando di addentrarmi con il PETG per iniziare, ma se l’ASA non da troppe rogne potrei optare anche per quello...
-
Perfetto...della box per la stampa dell’abs non ne ero a conoscenza... provo a cercare qualche indicazione sul forum altrimenti credo che farò una prova con il PETG [emoji16][emoji1360]
-
Consiglio il PETG, ma l'ABS, e in forma minore anche l'ASA, resiste sicuramente di più. PETG è semplice da gestire ed è tecnicamente superiore al PLA, ma sicuramente inferiore all'ABS. Per dettagli cosi piccoli resto dubbioso.
Grazie Hinokami [emoji16] avresti qualche consiglio o qualche dritta riguardo i parametri per iniziare a stampare con l’ABS?
Inviato dal mio iPhone utilizzando Tapatalk -
Si, intendo quello. Allora l'unica è cambiare il materiale. Dicono che il PETG sia più semplice da usare rispetto ad un ABS, quest'ultimo ritira un sacco. Potresti provare un PETG, che è molto più resistente di un PLA, da quel che leggo, tanto quanto l'ABS.
Ma ti conviene aspettare qualcuno di esperto.
Grazie mille iLMario [emoji16][emoji16] attendiamo anche qualche altra risposta allora [emoji16][emoji16][emoji1377]
Inviato dal mio iPhone utilizzando Tapatalk -
Con che infill stampi ? Hai provato ad aumentarlo ? In molti dicono che non serve a nulla, secondo me, un pezzo del genere, con parti così piccoline, andrebbe stampato al 100%, ovvero fare un blocco unico di plastica
Stampato al 100% di riempimento se per infill si intende quello... è veramente piccolo come pezzo... stampato a qualità 0,2mm e velocità 45mm/s.. ovviamente con i supporti..
Inviato dal mio iPhone utilizzando Tapatalk -
ABS ? PETG ? Al limite puoi provare un PLA Plus
Uso già PLA Plus...
È venuto così ma non reggono i dentini [emoji25]...
Le differenze sostanziali tra PETG e ABS quali sono? [emoji16]
Inviato dal mio iPhone utilizzando Tapatalk -
Buongiorno ragazzi... dopo aver perfezionato i settaggi della mia Anet A8 mi sono apprestato a stampare alcune cose... in particolare dovrei realizzare l’oggetto in foto sotto... l’unica coda è che essendo quei “dentini” di fissaggio di pochi millimetri, in PLA si spezzano solo a guardarli... potreste consigliarmi un materiale più adatto al mio scopo?
[emoji16] grazie in anticipo!
-
 1
1
-
-
Ragazzi buonasera... per il momento ho risolto limando i fori di fissaggio del supporto 3DTouch in modo da poterlo far traslare più in alto di qualche mm... volevo un’informazione sulla qualità di stampa se è possibile.. secondo voi è possibile ottenere una qualità superficiale migliore?
Setting adoperato:
Qualità: 0,1mm/strato
Velocità: 35mm/s
Riempimento: 100%
Z hop attivato
Eventualmente, quali sono i criteri per impostare la larghezza dello strato?
Thanks [emoji16]
Inviato dal mio iPhone utilizzando Tapatalk -
Grazie ragazzi... stasera darò un’occhiata a questo fatto della regolazione... se non fosse una regolazione meccanica credo che procederò a studiare e a modellare un supporto regolabile...
Inviato dal mio iPhone utilizzando Tapatalk -
8 minuti fa, Marcottt dice:
il sensore lo puoi spostare leggermente ? in sù di mezzo millimetro intendo..
Per come è fatto il supporto no... però mi hai dato una buona idea, potrei modellarlo io un supporto, magari regolabile, stamparlo e installarlo... mi riuscirebbe molto più facile 😂 indole meccanica...








Consiglio materiale da utilizzare
in Materiali di stampa
Inviato
Dopo aver trovato il giusto setting per stampare il PETG, sono arrivato alla conclusione proposta da te@Marcottt, ho stampato il pezzo in due parti... stampandolo in un solo pezzo avevo la rogna della rimozione dei supporti che col PETG sono un vero e proprio problema!
Qualcuno ha esperienza di colle o resine ideali per incollare il PETG? [emoji16][emoji16]
Inviato dal mio iPhone utilizzando Tapatalk