

WNC2
-
Numero contenuti
80 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da WNC2
-
-
11 minuti fa, Gigi dice:
No. Intendo che se estrudi 10 cm di filamento, il filamento estruso sia veramente 10 cm
Inviato dal mio iPhone utilizzando Tapatalkil primo layer ho migliorato molto (ho cambiato anche le molle per la regolazione del bed)

sui layer superiori risultato tale e quale.
per gli step, vado di bestemmie seguendo questo?
-
1 ora fa, Gigi dice:
o sei alto o hai poca estrusione.
hai regolato gli step estrusore?
alto immagino tu intenda troppo spazio tra estrusore e bed
step estrusore sarebbe? "ampiezza estrusore"?
-
Il 6/10/2018 at 12:58, FoNzY dice:
come ti ha detto marcott il folgio di carta puo' andare bene ma spesso causa problemi e personalmente preferisco usare uno spessimetro che è mille volte meglio del foglio di carta e su una meccanica critica come nelle cinesi puo' fare una grande differenza...
spessimetro arrivato, che spessore uso? 0.1mm?
-
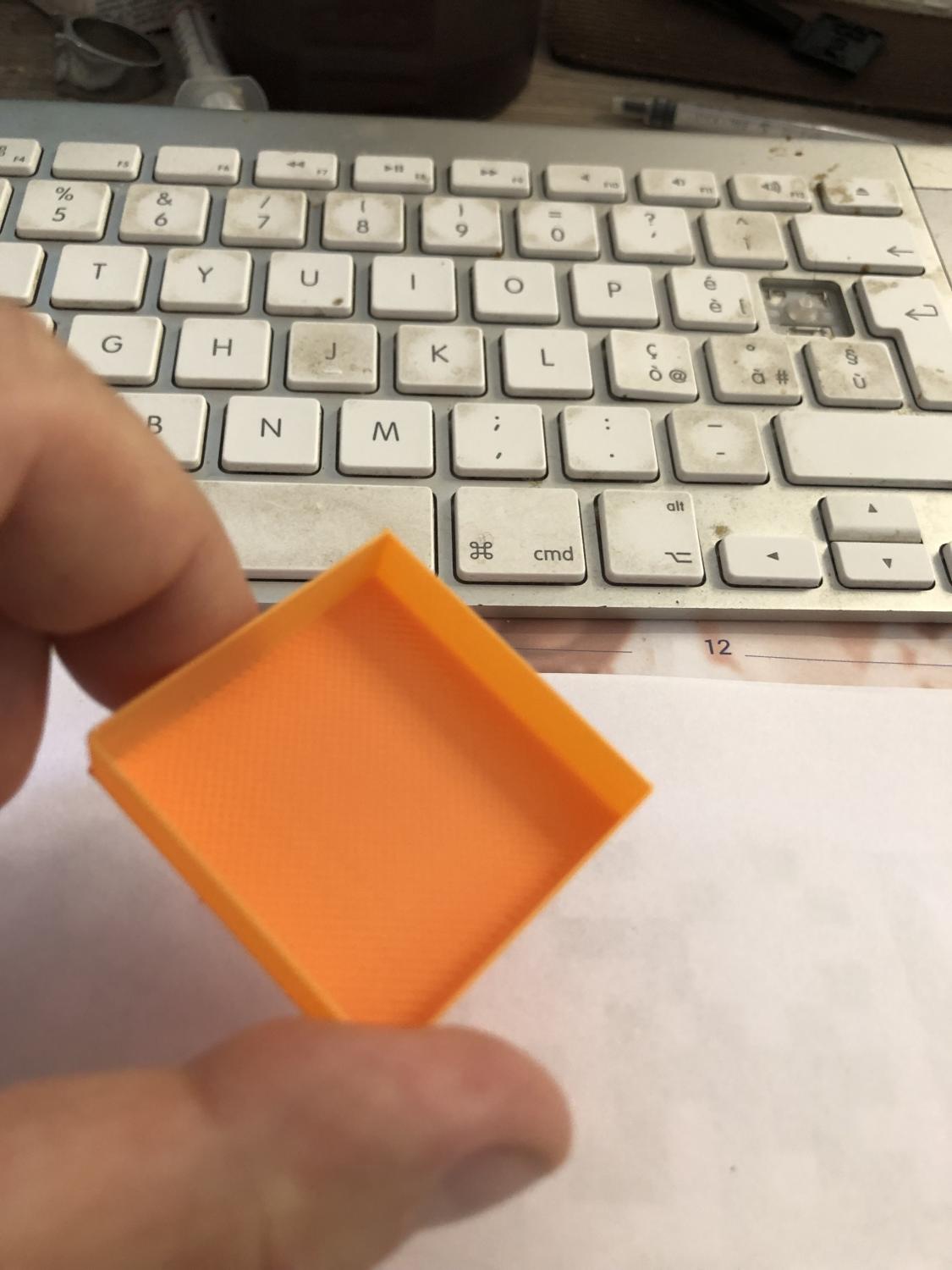
penso che si tratti sempre di questione di primo layer, come faccio a fare il fondo esterno "preciso" come il fondo interno?
-
35 minuti fa, FoNzY dice:
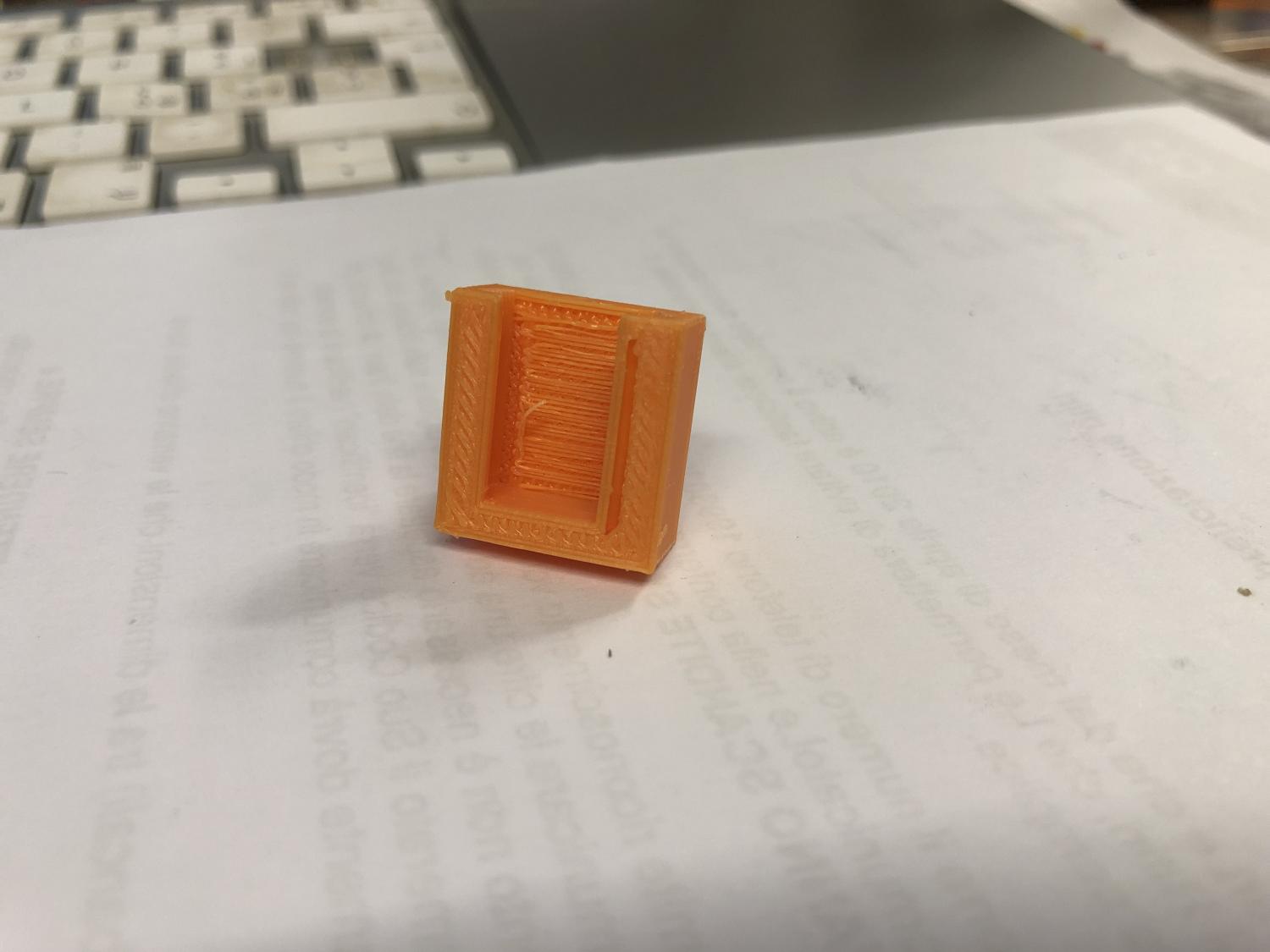
il primo layer è piuttosto brutto (senza offesa) questa è uan stampa "piccola" se fai stampe piu' lunghe con un primo layer cosi brutto succede un macello.
nel layer si vede un problema di "flusso" quindi o sei troppo alto o hai un flusso sul primo layer troppo basso...
a destra si vede il bordo staccato dal riempimento il che mi fa pensare ad un problema di regolazione piano....
poste le impostazioni almeno possiamo valutarle...
dimmi se ti serve altro
-
9 minuti fa, FoNzY dice:
o la struttura è visibilmente storta e quindi il problema è che la macchina si è piegata oppure devi alzare il sensore.
alzi il sensore di ad esempio 5\8 mm e poi alzi anche li viti di 5\8mm in modo che si presenta la stessa sistuazione ad una alatezza poco magggiore di quella attuale, ma avendo allentato le viti di qualche mm adesso hai la possibilita' di regolarle sia in alto che in basso cosa che prima non potevi fare avendo le viti a fine corsa....
il problema che mi sembra di notare è che c'è un pò di tolleranza sulla barra orizzontale che fa scorrere l'estrusore, le rotelle di destra si muovono di qualche mm su , se livello il bed DOPO che ho schiacciato il pattino di destra, riesco a livellare.
ho dato una stretta un pò a tutte le viti e qualcosa è migliorato.
ma come vedi il primo layer è sempre un pò scadente, un pò non so ancora regolare i parametri, ma secondo me un pò è anche il livellamento
-
come dite voi giovani?
ti lovvo!!
-
 1
1
-
-
se uso il "ridimensiona modelli" riesco ad ingrandire/ridurre scorrendo il mouse, ma non so come dare un valore preciso, per esempio un 2X o uno 0.5X.
c'è qualche sistema?
grazie a tutti
-
19 minuti fa, FoNzY dice:
devi alzarlo non abbassarlo
se alzo il sensore ulteriormente, a destra devo mettere 6 lastre di vetro per arrivare all'estrusore
-
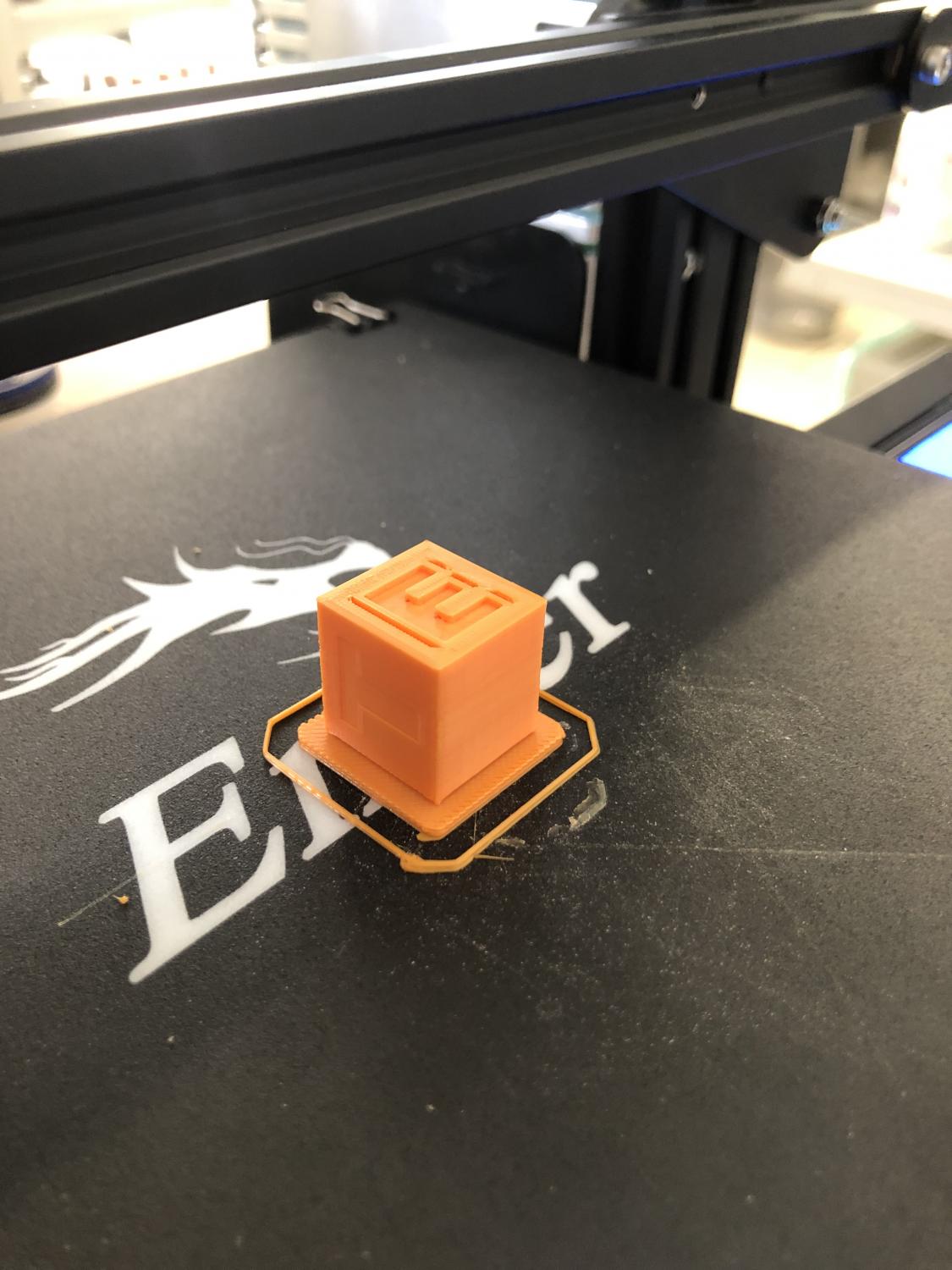
ultime due fatiche, pareti verticali ok, sono scarso di ultimo layer e scarsissimo di primo layer
8 layer solidi superiori E inferiori.
per il pezzo piccolo mi sono dimenticato di regolare l'infill, danno 30% mi sono dimenticato il 10%
la "resolution" che valore è? ho anche messo l'inglese un attimo ma non trovo un valore "resolution"
penso anche ci sia un problema di bed, ora ho il vetro, ma quanta lacca devo dare? un pzz o inondo? è possibile che i 50° sul bed ruvido non siano poi 50° sul vetro?
due primi layer:
ultimi layer
-
il problema è causato dalla barra orizzontale che muove l'estrusore, muovendola a meno ha un pò di gioco veticale sul pattino di destra, ho stretto un pò di più tutte le viti che ho trovato, e se prima di livellare spingo leggermente col dito il pattino di destra, questo si abbassa di qualche mm e riesco a livellare......
ora stampo il mio primo pezzo "grosso" e sembra pure bene, ma boh......
-
13 ore fa, FoNzY dice:
regola le viti del piano a 3\4 dell'altezza massima poi allenti il pezzetto di plastica che tiene in posizione l'end stop e lo sposti affinche' la posizione 0 sia un range decente.
poi fai il fine tuning con le viti che avendole precedentemente allentate avranno tutto lo spazio per essere regolate....
il pezzetto di plastica ha un dentino che si appoggia sul profilato, lo indico all'inizio nel video, per abbassarlo di più dovrei avvitare il pezzetto con il dentino che appoggia sul lato del profilato invece che sopra e il pezzetto di plastica rimane storto, oppure dovrei segare via il dentino ma è una soluzione che non mi piace
-
non riesco a livellare il bed, c'è troppa differenza tra il lato sinistro e il lato destro.
il sensore dell'asse Z non si può sbagliare perchè ha un dentino che appoggia sul profilato.
al momento tutte le rotelle sono abbassate al massimo.
se faccio un autohome, a sinistra ho un gap che riesco a livellare facilmente alzando un pochino il piatto, ma a destra (X MAX) c'è talmente spazio che alza alza si svita la rotella.
il profilato dell'estrusore ha un gioco minimo, ho serrato tutte le brugole, però il carrello di destra se lo muovo a mano ha un pò di gioco, potrebbe essere quello?
ho fatto un video per capire meglio.
-
17 minuti fa, Gigi dice:
ricalibri il piano e metti la lacca
il vetro sarà più spesso quindi controlla l'endstop Z
una lacca qualsiasi? vedo prezzi enormemente variabili da 2€ scarsi a oltre 10€
-
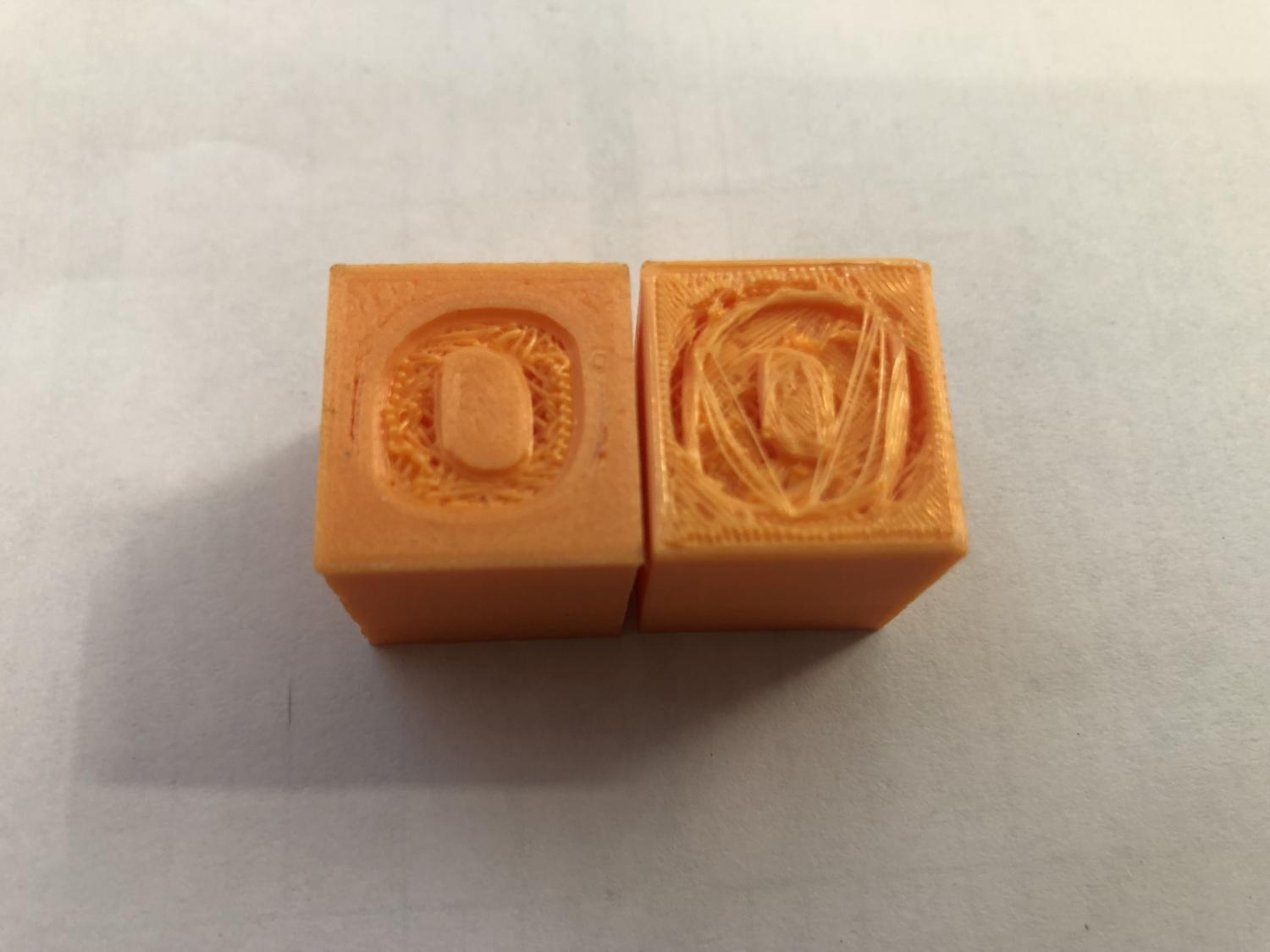
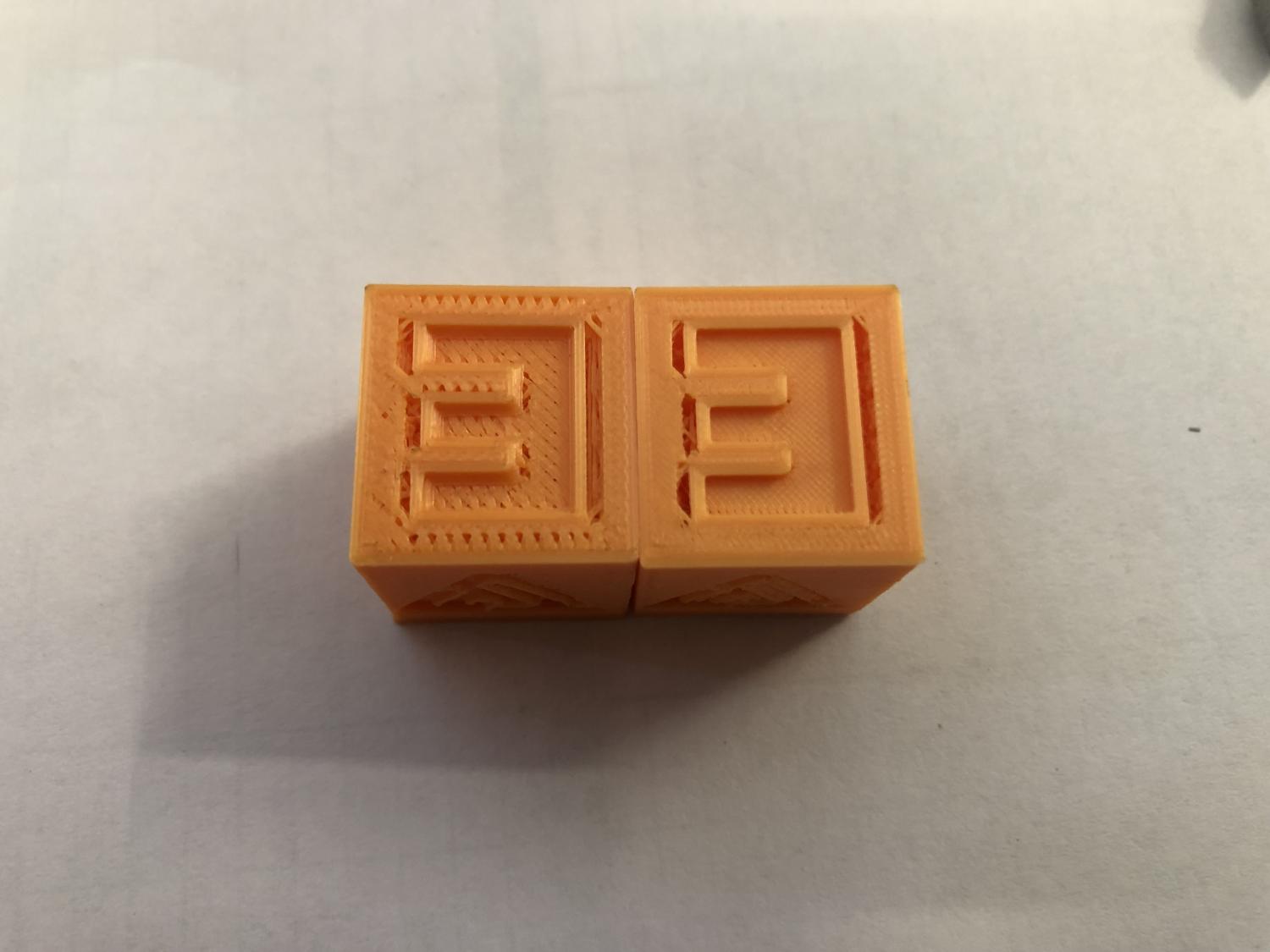
allora....
misure:
lati asse X 18.78mm infatti le lettere T e V sono poco incise
lati asse Y: 20.17mm
lati asse Z: 20.22mm
questo l'ho fatto con il raft.
confronto con il primo fatto ieri senza toccare nulla e senza raft:
logo (asse y) peggiorato
O (primo layer) peggiorato:
E (layer superiore) migliorata:
V (asse X) un pochino più scavata, ma manca oltre 1 mm di cubo
-
mi è arrivato il vetro creality, levo il piano nero ruvido e appoggio il vetro direttamente sul piano in alluminio come mi hanno detto i tecnici di comgrow.
poi devo fare qualcosa? qualche settaggio in simplify 3D?
-
Adesso, Gigi dice:
ok giusto.
non so perchè calcolava anche il decimale
solo che 24.000 mm/min non sono 40mm/sec ora dovrebbe indicare 400mm/sec
-
1 minuto fa, Gigi dice:
stai usando i minuti
24000 sono 400mm/s e non 40
ok trovato l'opzione mm/min - mm/sec nei settaggi di simplify 3D
ora vedo questo.
-
8 minuti fa, Gigi dice:
2400 non 24000
4800
1000
devo ridurli ad 1/10 di quello indicato ora?
sono valori che non ho inserito io
-
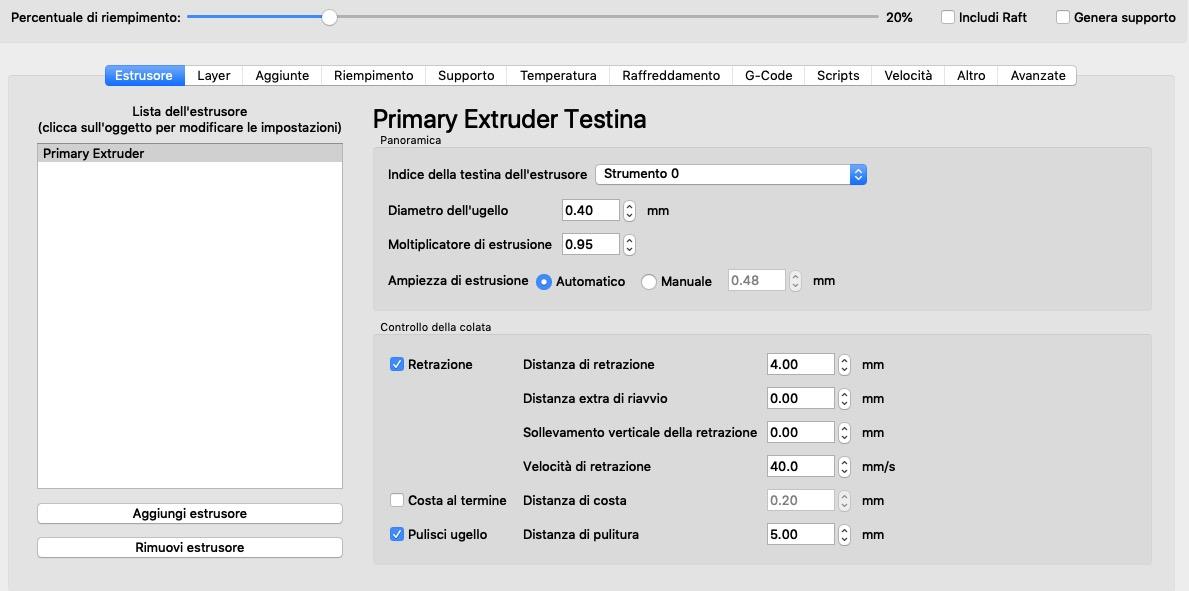
1 minuto fa, Marcottt dice:
Boh grosso modo I parametri sono ok anzi 80 infill è parecchio... Io quando voglio un pezzo molto robusto lo faccio 40.... In compenso per un pezzo robusto metto 4 perimetri... Il resto sembra ok la velocità non la comprendo... Di solito è 60 ( unità misura mm/sec mi sembra)... Vediamo se altri commentano
Inviato dal mio SM-G935F utilizzando Tapatalk
questo è il mio capitolo "velocità", ma magari devo vedere in altri posti....
-
13 ore fa, Marcottt dice:
Materiale temperature velocità infill numero layer sopra sotto e perimetri?
Inviato dal mio SM-G935F utilizzando Tapatalk
pla
bed 50*
filo 200*
velocità di stampa predefinita 24000
infill 80%
layer sup 4
layer inf 3
involucri di contorno perimetro 2
spero che siano i valori che chiedi, altriment iti faccio le schermate
-
 1
1
-
-
seconda versione ho aumento l'infill ed è resistente, ma i trapezi superiori sono tutti diversi come misura, ovviamente dovrebbero essere identici. le varie altezze sono diverse anche nel 3d
nella prima foto c'è anche quello spazietto vuoto.....
-
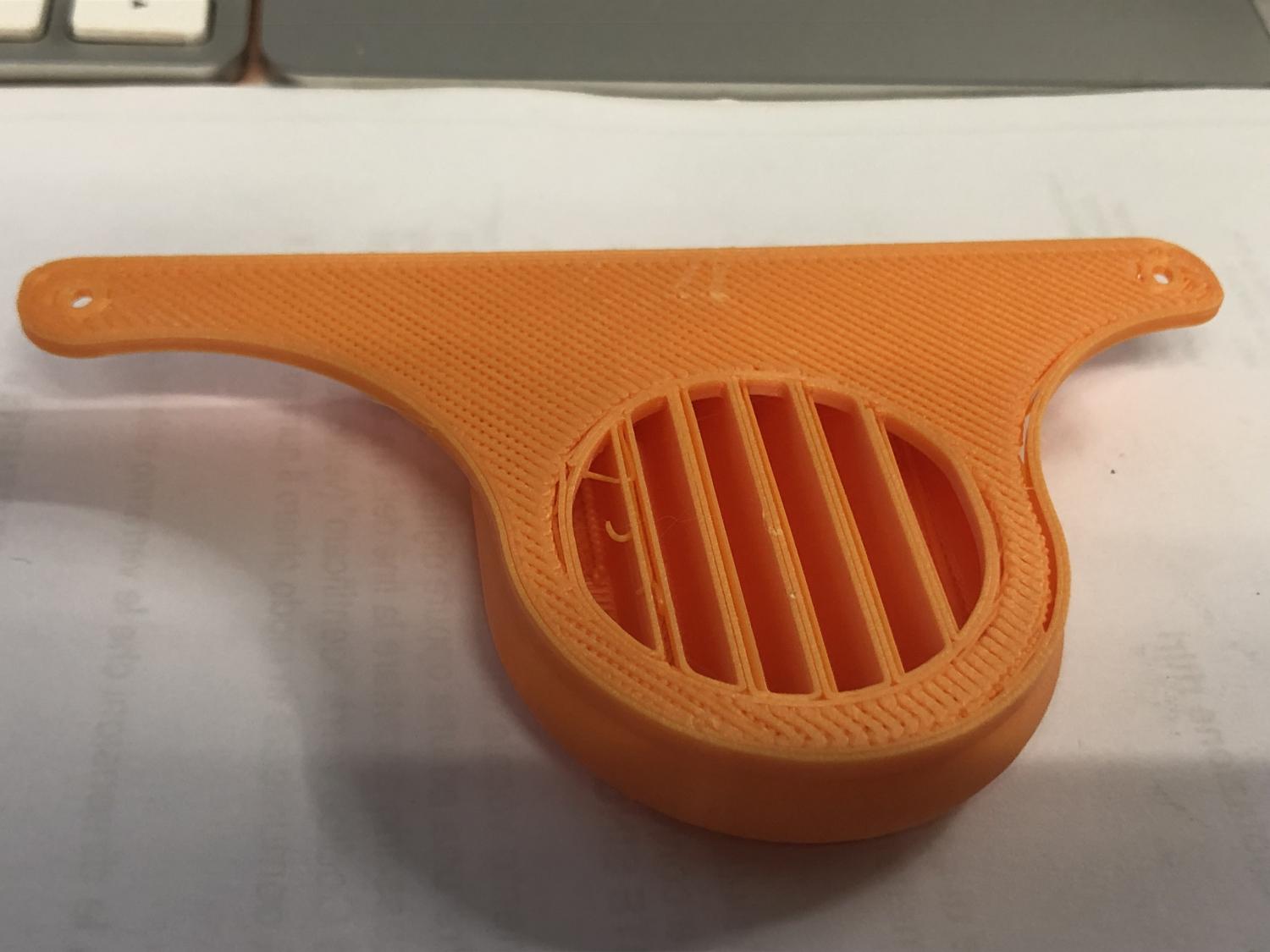
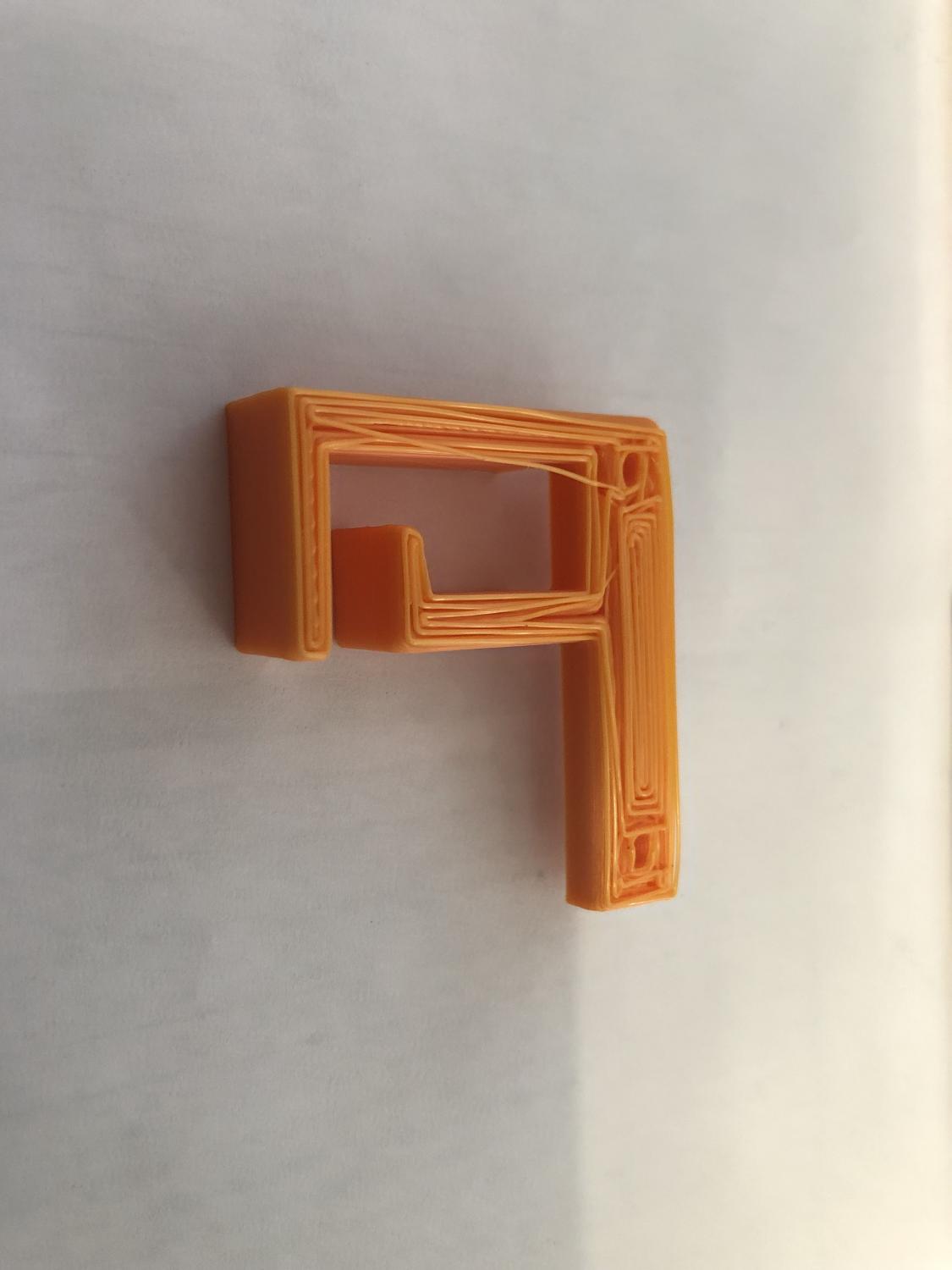
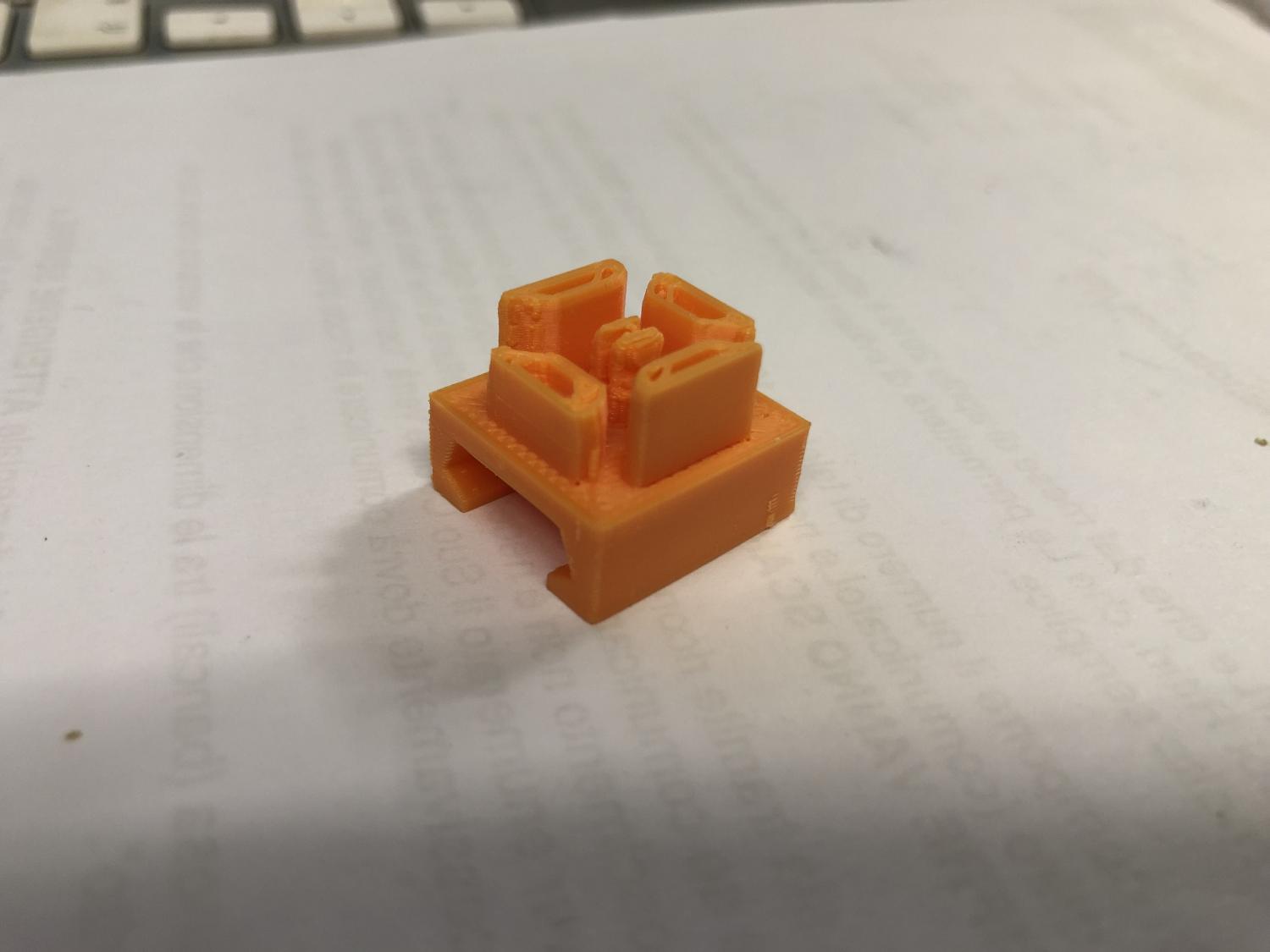
ho stampato questo tappo che serve per installare la guida del filo pla.
tutto più meno ok, genero il supporto come richiesto, fine stampa, prendo il pezzo rimuovo il supporto e tutto il pezzo era più o meno resistente come il supporto e si è praticamente sbriciolato, le 5 parti che vanno verso l'alto si sono staccate toccandole.
forse poco infill?
-
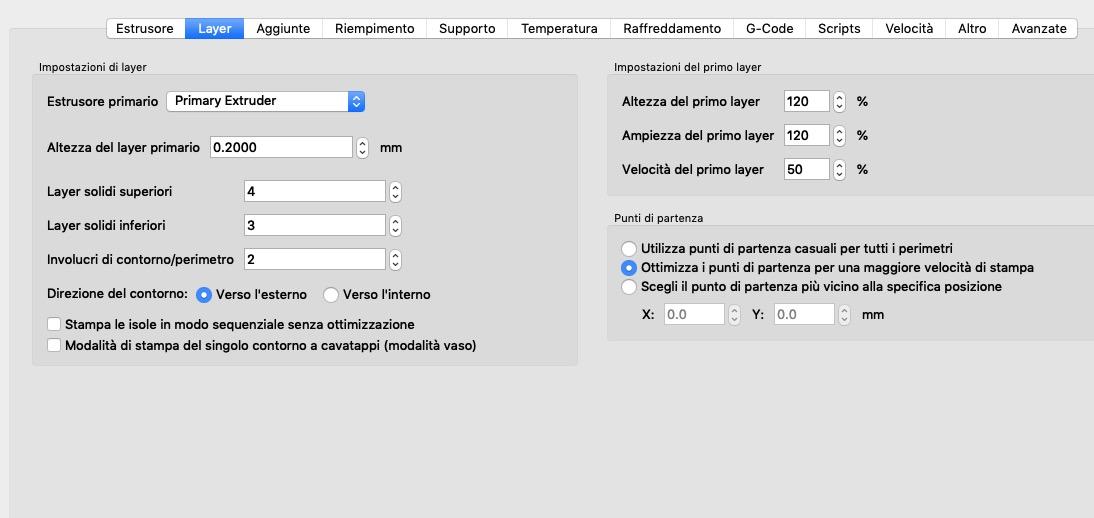
1 ora fa, Gigi dice:
i layer metti
4
3
2
altezza primo layer 100%
ampiezza 120%
stampa a 0.2.
gli offset rispetto all'origine mettili nel firmware e azzera quelli dello slicer
stampa a 0.2 sarebbe "ampiezza di estrusione"? scelgo manuale e setto 0.2mm?











ENDER 3 non riesco a livellare il bed
in Problemi generici o di qualità di stampa
Inviato
ho scollegato simplify3D e ho collegato repetitier host, si collega ma mi dice che non è in grado di leggere il firmware.....