

R. Daniel
-
Numero contenuti
78 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da R. Daniel
-
-
Grazie @FoNzY, preciso come sempre. Ora tento
-
Salve, sono alle primissime armi con una XYZ Pro. Dopo aver fatto qualche stampa con l'ABS fornito con la stampante, ho tagliato l'ABS all'imbocco degli ingranaggi di scorrimento, per far prendere il PLA. Ciò ha provocato un intasamento dell'ugello. Ho anche cercato di togliere l'ABS rimanente ma si è spezzato e non riesco a togliere i pochi cm di ABS che si trovano sopra l'ugello.
La pulizia dell'ugello da sotto l'ho fatta e il filo d'acciaio entra per tre cm buoni, ma non si stura lo stesso.
Vorrei spingere da sopra l'ABS mentre è caldo ma il fatto che ci sia il moncone mi impedisce di utilizzare lo spingitore (si chiama così?).
Avete qualche consiglio da darmi?

-
Risolto, grazie. C'era una finestra disattivata.
-
Risolto, grazie. C'era una finestra disattivata.
-
Salve,
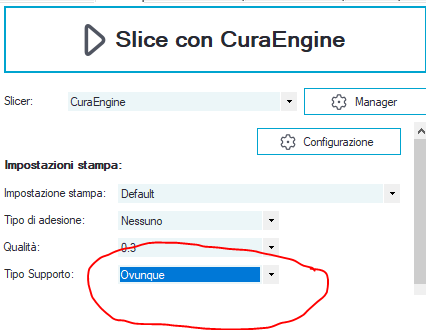
sto cercando di usare i suppoorti per importanti sottosquadri, ma non riesco a vederli sullo slicer (Cura - stampante Geeetech I3 Prusa Wood) ne tanto meno vengono stampati.
Qualcuno sa dirmi in cosa sto sbagliando?
Grazie
-
Grazie molte @FoNzY
-
12 ore fa, FoNzY dice:
bè è capitato quasi a tutti questo problema, me compreso.purtroppo è inevitabile....
per consigliarti un piano in particolare dovrei sapere che stampante hai.....
Grazie.
La mia stampante è la Geeetech I3 Prusa Wood. Pensavo fosse visibile nella firma dei post. 🙂
-
Grazie @FoNzY
Provvedo.
E' già capitato ad altri questo problema?
Avete da consigliarmi un link per l'acquisto?
-
Salve a tutti,
il piatto riscaldante si è fortemente bombato e la messa in piano sta diventando via via più difficoltosa.
Tra l'altro usando PLA non riscaldo mai il piano.
Potreste consigliarmi cosa fare?
Potrei sostituirlo, ma ho il sospetto che il problema si ripresenterebbe.
Grazie
-
Grazie molte @FoNzY, ogni giorno se ne impara una nuova. Anche se queste tue osservazioni sono molto logiche, metterle insieme per me non è facile.
12 ore fa, FoNzY dice:in questo caso la soluzione migliore senza cambiare ugello è scalare l'oggetto un poco in modo che la lettera diventi 0,9 e mettere spessore pareti 0,3.
Ma c'è un modo per misurare su Repetier? oppure devo per forza uscire su un modellatore 3D e scalare della giusta quantità?
-
C'è la possibilità con Cura engine/Repiter o direttamente da Thingiverse di sapere le misure degli oggetti?
-
6 ore fa, FoNzY dice:
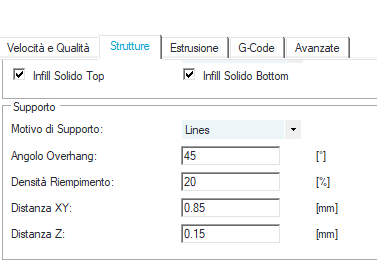
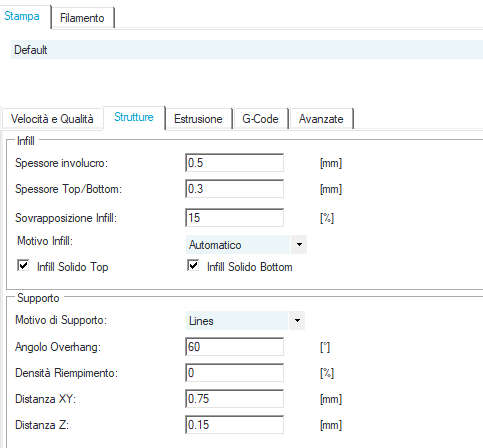
manca la parte piu' importante ossia "strutture".
la prima voce in strutture è "spessore involucro", ogni parte dell'oggetto deve essere larga abbastanza da poter essere divisa per "spessore involucro" dando come risultato almeno 2,00 altirmenti il software fa un macello.
se la lettera è spessa 1mm e tu hai come spessore involucro 0,8 il software ti sampa le pareti e poi lo spazio di 0,2 che rimane tenta di riempirlo usando "infill" ma con un ugello da 0,4 non puoi stampare linee da 0,2 la sovraestrusione,il movimento ripetutto sullo stesso punto e il poco raffreddamento creano il problema....
Grazie delle osservazioni esperte @FoNzY
Ecco le impostazioni che mancano (lo spessore della lettera è 0.8 mm).
Adesso, Marcottt dice:Capisci che sei hai un nozzle da 0.4 in quella larghezza ci sono 2 passate affiancate e basta. Non è impossibile però è chiaramente al limite
Inviato dal mio SM-G935F utilizzando Tapatalk
Il nozzle è da 0.3
7 ore fa, Edoardo C. dice:Ciao Danielai! Ho notato che stai stampando ad una risoluzione di 0.3mm , molto probabilmente il modello richiede una precisione maggiore nella parte superiore dove appunto trovi il testo. Ciò sembrerebbe essere avvalorato dal fatto che la stampa generalmente è ben riuscita nel resto del modello.
Prova inoltre a ridurre di qualche punto percentuale il parametro flow ( 1-5% ) .
Fa sapere come va! 😉
Grazie @Edoardo C., ti farò sapere sicuramente.
-
6 ore fa, Marcottt dice:
comunque è una scritta un po' piccola.... quant'è larga la stanghetta della "T" ?
0.8 mm
-
Salve a tutti, dopo un po' che non ci si sente, ma che le stampe stanno venendo abbastanza bene, vorrei chiedervi consigli su come migliorare le stampe con particolari dettagliati come le scritte.
Cosa mi consigliate?
Grazie in anticipo
-
Grazie @Gigi
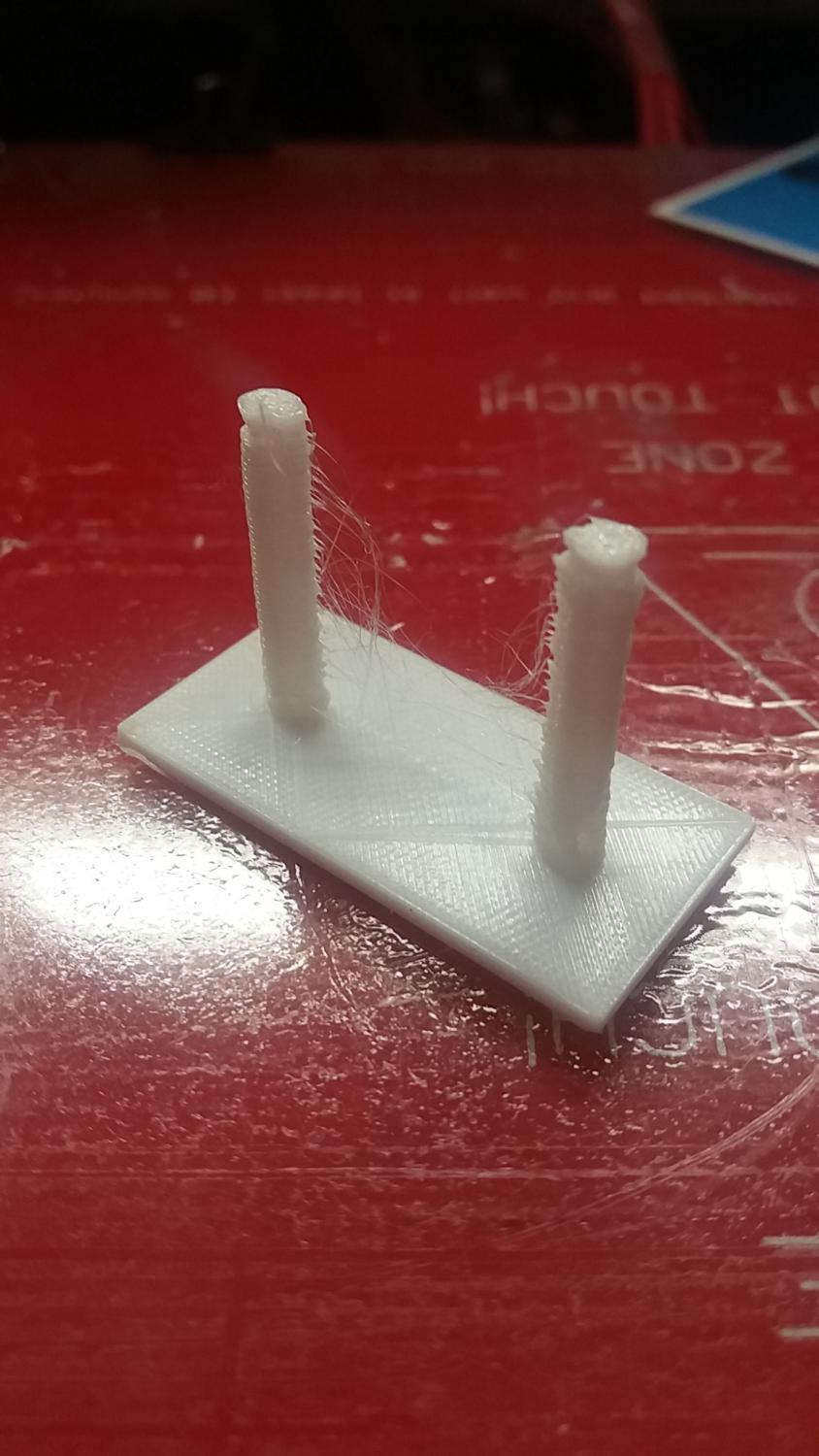
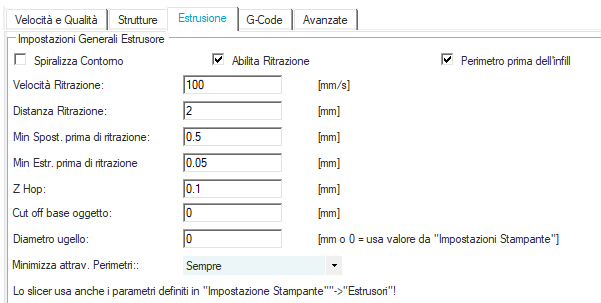
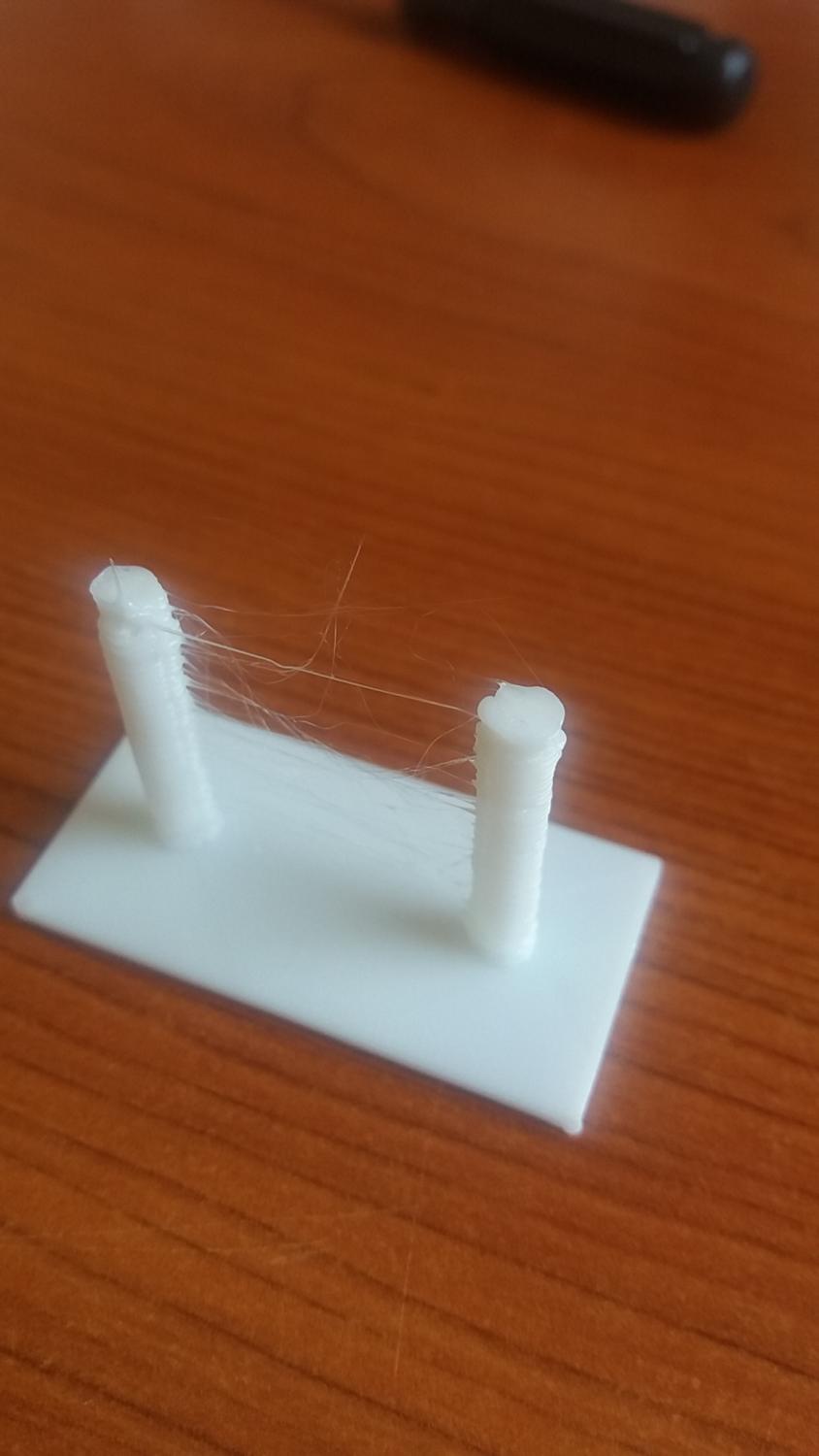
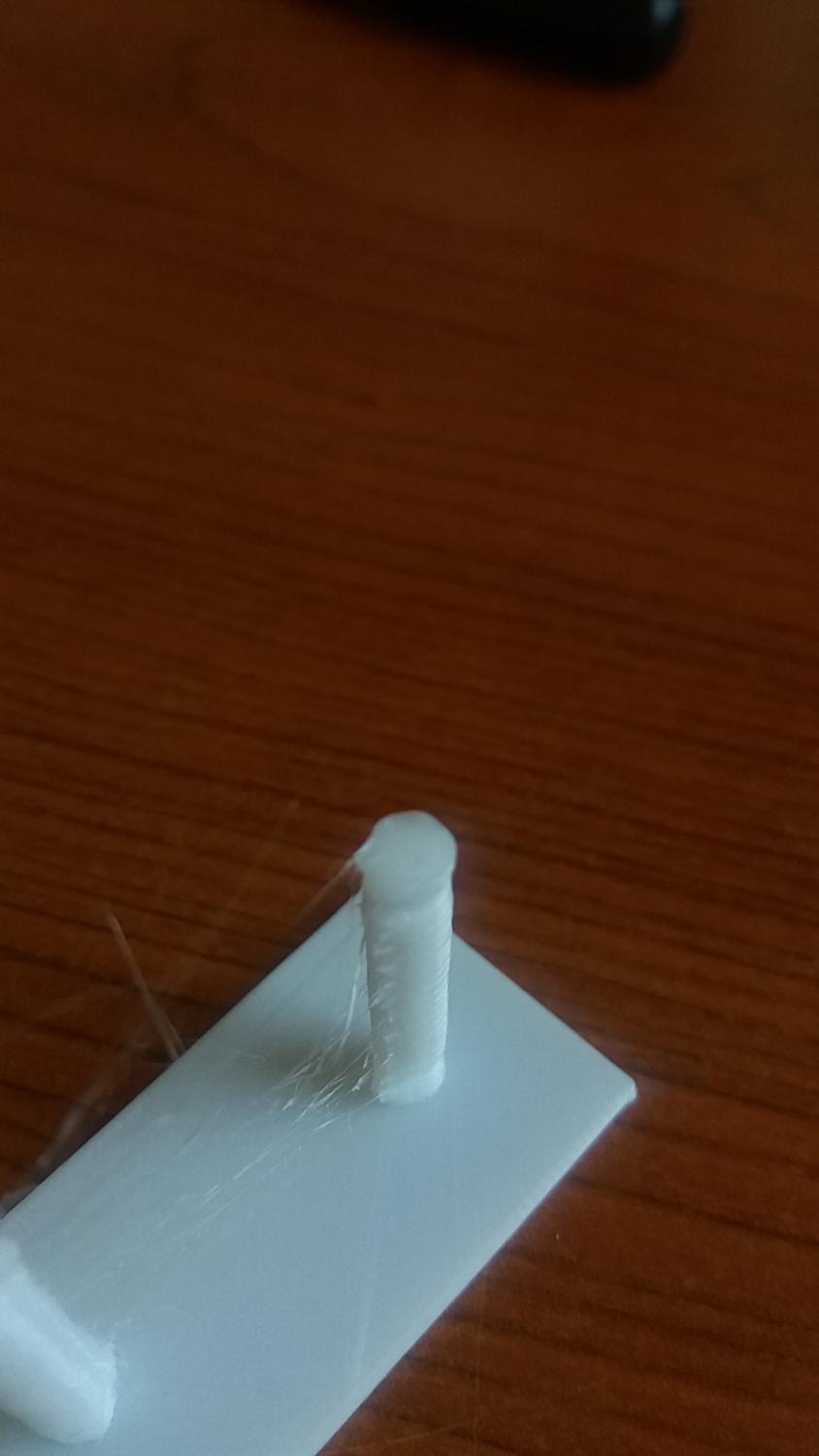
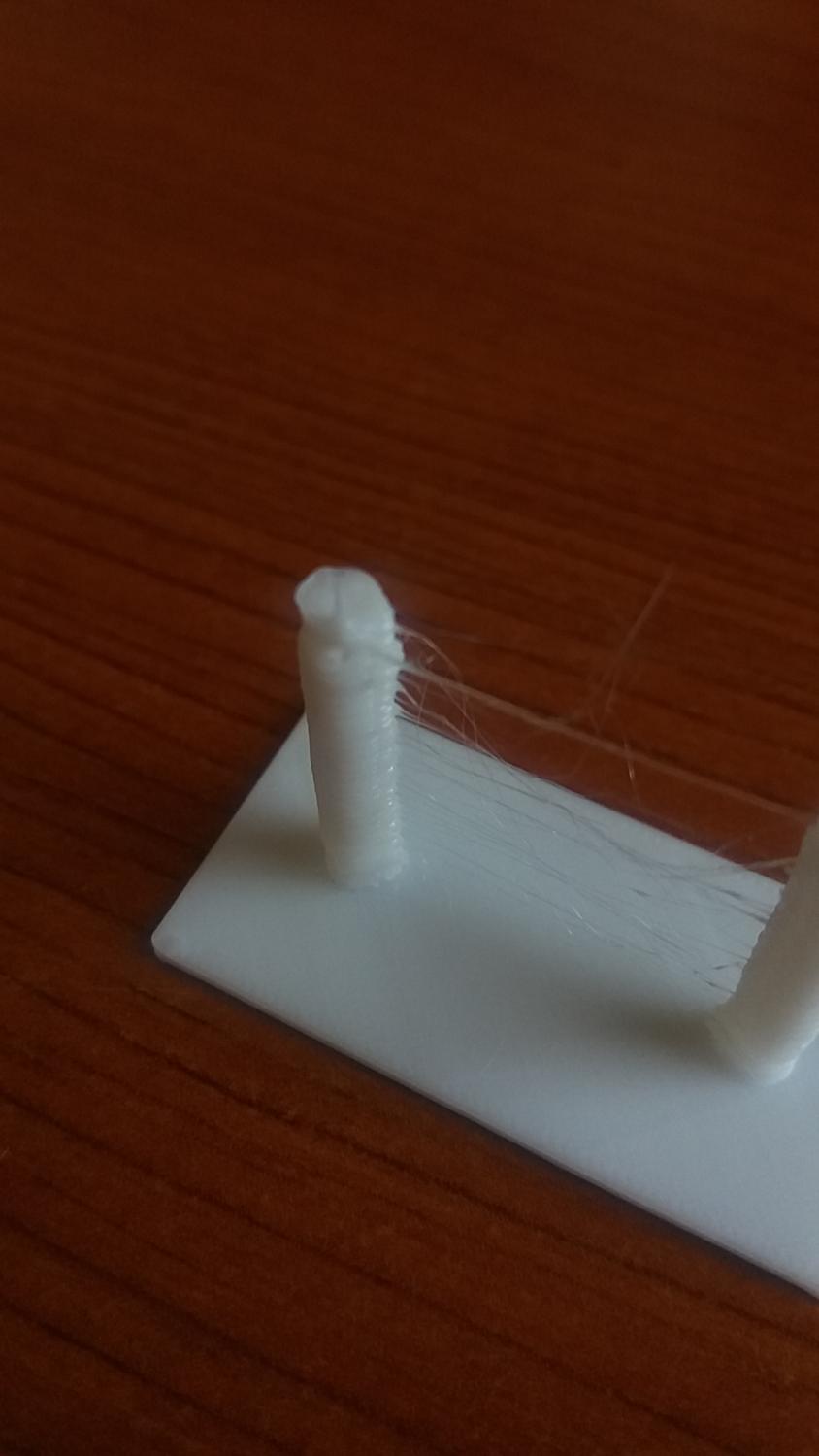
Ecco la prova.
La retraction non sarebbe neanche tanto male; i fili sono molto fini e inconsistenti.
Il problema è invece la qualità delle due torri che presentano un piccolo blob (nella parte interna) dovuto al fatto che l'estrusore ogni volta che crea un layer, si ferma parecchie decine di secondi. Quando rinizia si è formata una piccola bolla e da li si crea anche il filo. Invece la base ha una buona qualità per il fatto che il layer è fatto di molte linee e gli stop&go sono pochissimi (1 per ogni layer).
Insomma il problema è sempre dovuto agli incomprensibili (per me) e lunghi stop&go.
-
Salve, qualche consiglio per migliorare la calibrazione?
pla 185 °C, letto 30°C
-
Salve, dopo tanti tentativi e aver cambiato il nozzle con i cavi e sensore di temperatura, gli stop & go continuano.
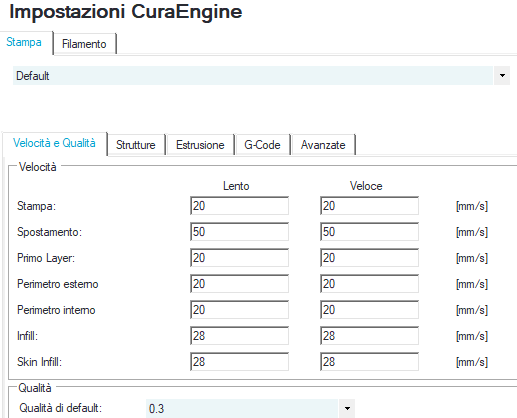
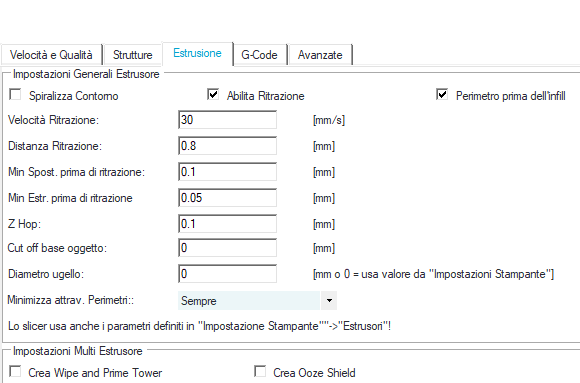
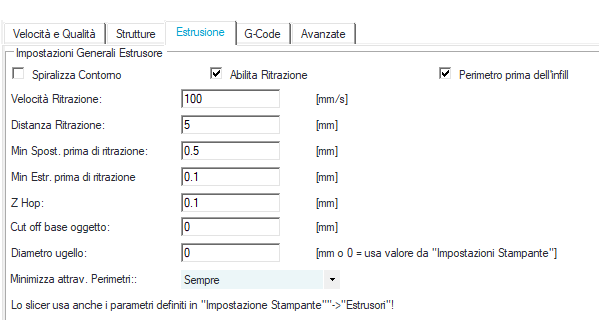
Impostazioni.
Segue video
-
Salve, dopo tanti tentativi e aver cambiato il nozzle con i cavi e sensore di temperatura, gli stop & go continuano.
Impostazioni.
Segue video
-
Ciao a tutti, il problema degli stop & go era dovuto alla ritrazione. Disabilitata questa, il file procede tutto ok.
Grazie a tutti
-
Ho preso le specifiche dalla scheda d'acquisto
-
Grazie a tutti per i consigli che sto cercando di seguire con molta attenzione.
Ho cambiato stl con superfici molto più ampie da stampare. Nelle superfici grandi non si ferma, ma nel fare una piccola scritta sta impiegando un sacco di tempo e la qualità della stampa si è abbassata moltissimo.
Invece nelle superfici ampie una buona qualità.
Ho impostato il diametro del nozzle a 0.3 e qualità della stampa a 0.2, primo layer 0.3.
Rifacendo memoria il problema si è presentato quando sono passato dal cubo di test ad un file stl (la stampa che vedete nel precedente video) più complesso e fatto di 6 diversi piccoli pezzi.
-
Si freeza tutto compreso il tempo tranne la temperatura che oscilla attorno al valore impostato.
-
Provato anche con SD. Gli stop&go continuano uguali, numerosi e lunghi, come si vede dal video.
😞
-
Grazie @FoNzY, non uso ne Slice3r, ne SD.
Per quanto riguarda il sensore in effetti potrebbe essere. La temperatura oscilla tra 212 e 200 °C, valore impostato di estrusione 205 °C. Si ferma un pochino a casaccio.
Mi potresti dare un link per vedere il sensore da cambiare? Io avevo l'estrusore già montato con tutti i fili.
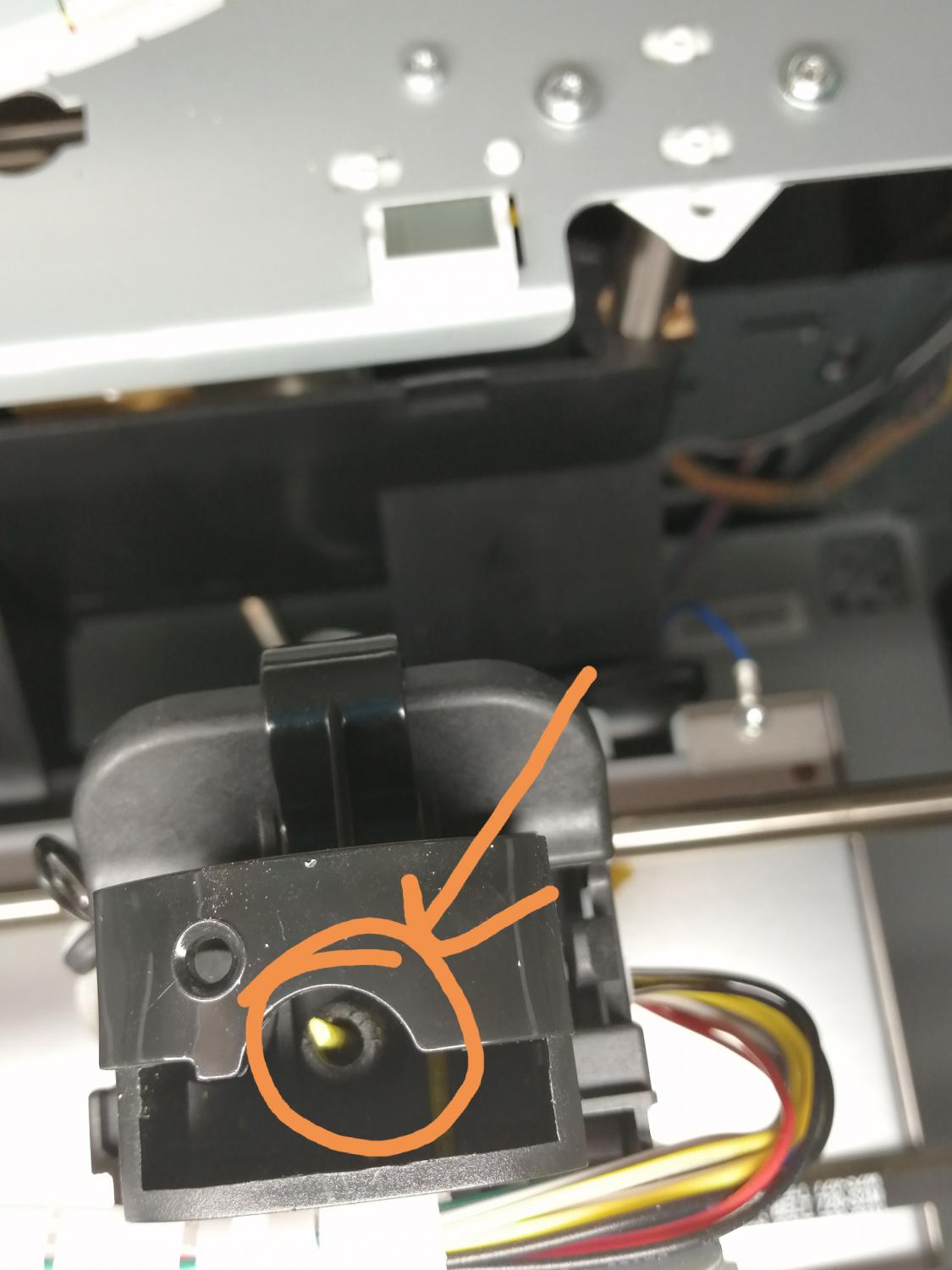


Ostruzione ugello ABS XYZ Pro
in La mia prima stampante 3D
Inviato
Niente da fare, non riesco a sfilare ne spingere. Non conosco la macchina ancora: c'è un modo per allargare gli ingranaggi di spinta del filamento sopra la testina dell'ugello? Conoscete qualche tutorial per smontare la testina?
Io sto cercando ma non riesco a trovare nulla.
Grazie comunque