egy1982
-
Numero contenuti
14 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Obiettivi di egy1982
")
Newbie (1/14)
1
Reputazione Forum
-
Ender3 dislivelli su pareti a cambio velocità.
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ragazzi non so il perché ma non ricevevo mail sul post.. Qualcuno ha risolto ? Mario ho anche scritto da poco sul tuo topic "prusa slicer". -
Ragazzi è da giorni che sto provando PrusaSlicer sulla mia Ender 3 pro, al momento sto usando il profilo di CHEP con qualche piccola modifica. Ho un piccolo problema sulle stampe, in certi punti appaiono scanalature ed ho notato,nella simulazione, che corrispondono ad un improvviso cambiamento di velocità e del flusso volumetrico sui diversi layer. c'è una correlazione tra la velocità di stampa è il flusso volumetrico ? se si, è possibile impostare una velocità costante ?
-
Ender3 dislivelli su pareti a cambio velocità.
egy1982 ha pubblicato una discussione in Problemi generici o di qualità di stampa
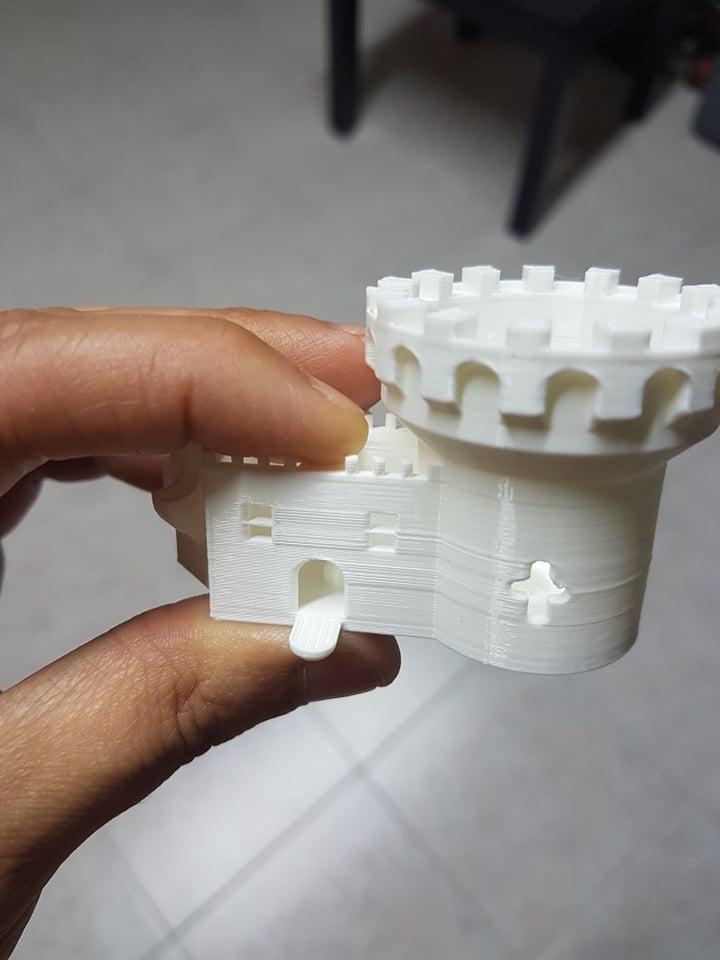
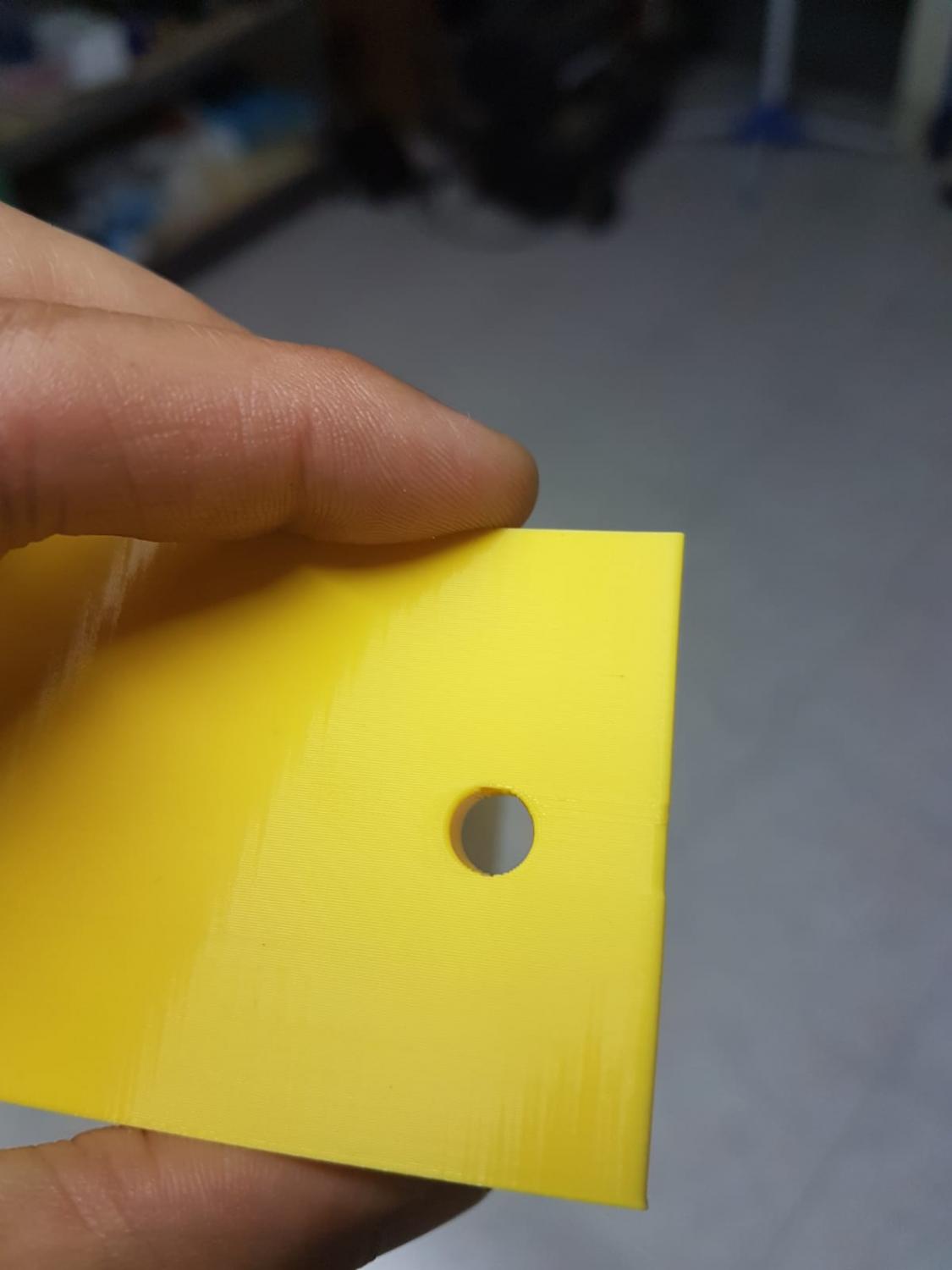
Ragazzi salve, sono un possessore di una Ender3 da diversi mesi e non sono riuscito del tutto ad eliminare un difetto riscontrato dalle prime stampe.. praticamente accade che al cambio di velocità durante la stampa i layer hanno un leggero rientro o rigonfiamento e lo fa anche nei punti dove la testina si sposta senza estrudere a velocità più elevate.. allego qualche foto esempio, sui pezzi gialli spero che si nota sul bordo un leggero rientro proprio dove inizia il foro... qualcuno ha mai riscontrato questo problema ? dimenticavo ho provato diversi slicer : prusaslicer, cura e simplify3d. generalmente stampo a 0.2, come ho già detto il problema l'ho sempre avuto anche da stock. modifiche effettuate alla stampante : sistema di ventilazione bullseye, damper, smoother, kit microswiss con nozzle da 0.4. filamenti utilizzati : Sunlu, Eryone e BQ. per quanto riguarda le regolazioni le ho fatte tutte, step/mm extruder ed assi, piatto, eccentrici e cinghie. spero di trovare una soluzione, e grazie mille a tutti in anticipo.
-
[Geeetech PRO B] Pareti dei contorni non si uniscono.
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
scusami forse mi sono spiegato male: impostando il moltiplicatore dell'estrusore a 0,70 raggiungo lo spessore del perimetro di circa 0,45 quindi 0.05 max in più rispetto all'ugello che è di 0,40. come risultato penso sia accettabile. per quanto riguarda l'ampiezza, se imposto 0,48 mi lascia dei piccoli fori lungo la parete esterna quindi penso si tratta di sottoestrusione. ho risolto aumentando il valore di ampiezza a 0,55 senza modificare il moltiplicatore dell'estrusore. hey magari stiamo dicemndo la stessa cosa 😄 secondo te che problema potrebbe essere ? esiste un'impostazione che consente di ridurre o aumentare la distanza dei perimetri ? grazie mille per l'aiuto. -
[Geeetech PRO B] Pareti dei contorni non si uniscono.
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
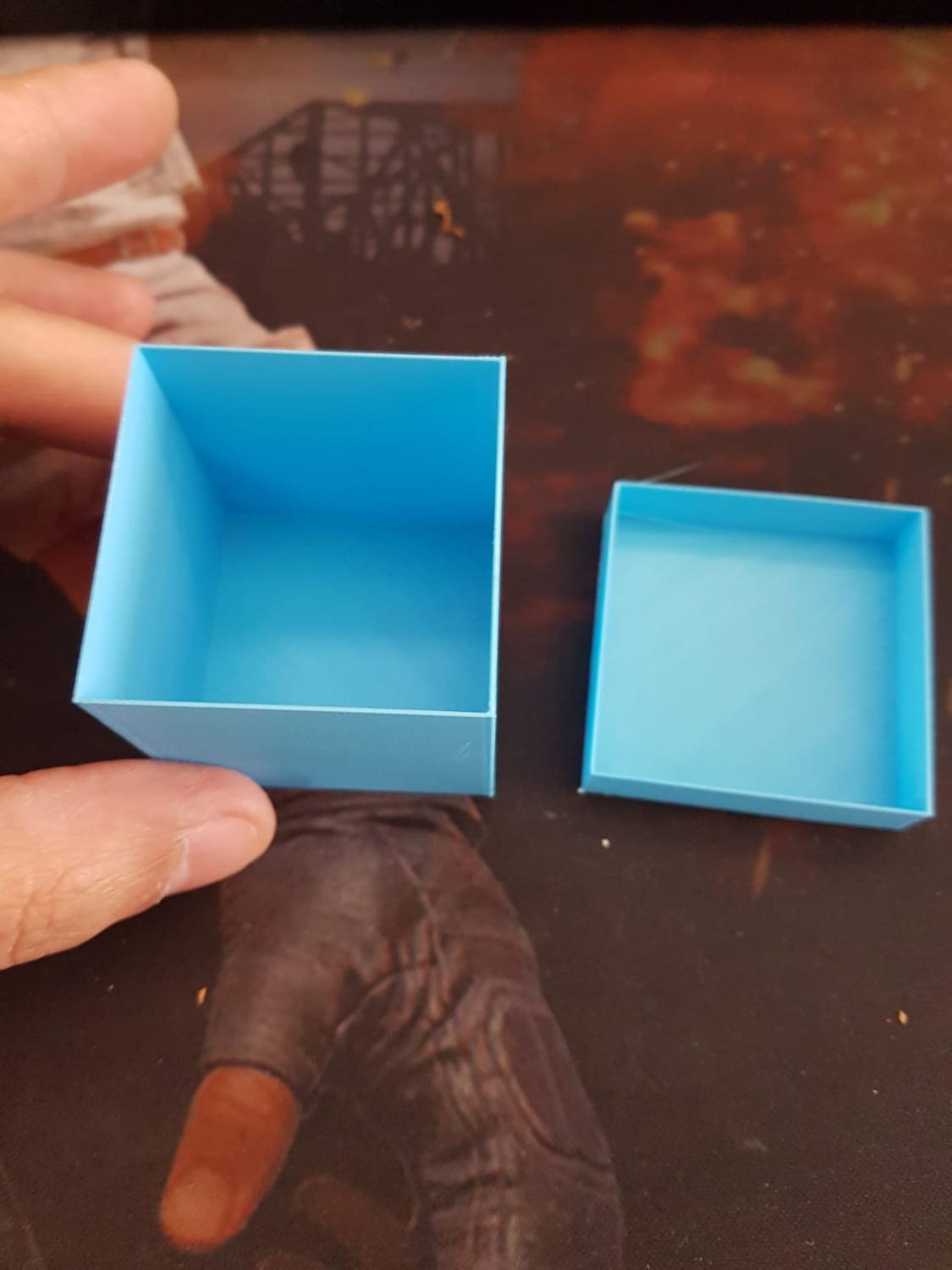
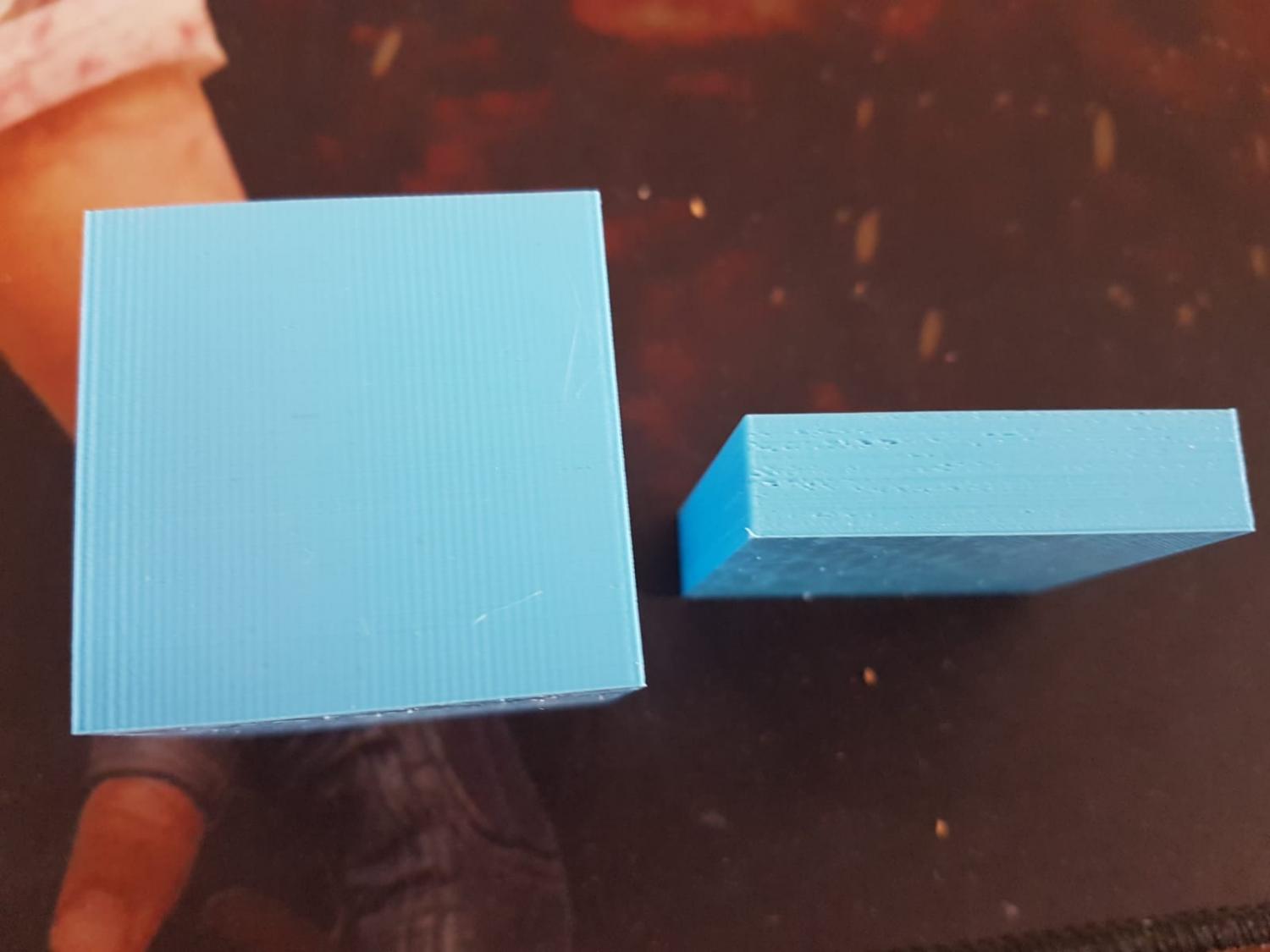
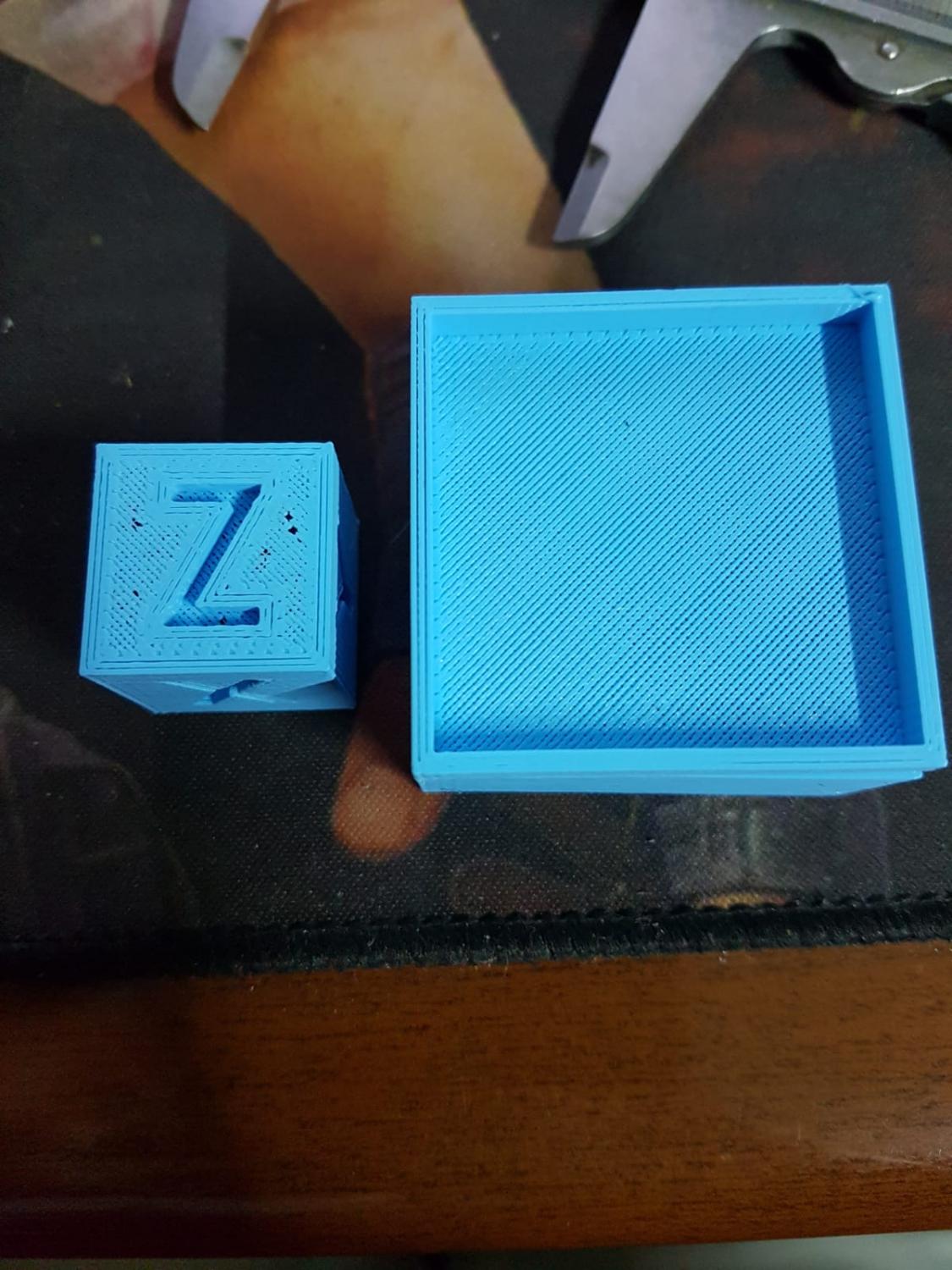
Allora, avevo già eseguito questa prova : Raggiungo lo spessore del perimetro di 0,45 circa se imposto come moltiplicatore di estrusione 0,70. per quanto riguarda l'ampiezza, se lascio in automatico, il software imposta 0,48 ma ho problemi di sottoestrusione, ho risolto impostando manualmente 0,55. allego la foto. p.s. il cubo tagliato/stoppato è quello stampato a 0,48 di ampiezza.
-
[Geeetech PRO B] Pareti dei contorni non si uniscono.
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Aumentando l'ampiezza e il moltiplicatore dell'estrusione... la stampa migliora.. ma mi aumenta del 15% lo spessore del perimetro. nella scheda "altro" di simplify ho notato 2 opzioni distanza di rigonfiamento extra attualmente settato a 1.00mm moltiplicatore dell'estrusione di collegamento 100% non so se possono essere utili in questo caso.. grazie
-
[Geeetech PRO B] Pareti dei contorni non si uniscono.
egy1982 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ragazzi mi è rimasto solo questo piccolo problema, solitamente stampo con 2 linee di contorno.. ma i test le sto facendo con 3, praticamente c'è un piccolissimo strato vuoto tra le pareti che non permette l'unione dei contorni per ogni layer, sul primo layer si uniscono in quanto tendo sempre a far schiacciare leggermente il flusso del filamento sul piatto per una questione di adesione, ma sui layer successivi si intravede lo spazio e i contorni si staccano facilmente. consigli ? come software uso simplify3D, ugello 0.4 e filamento 1.75. ho provato ad aumentare il moltiplicatore di estrusione "attualmente a 0,80" che probabilmente mi risolve il problema ma ho paura che se esagero non mi trovo più con la misura dello spessore del perimetro che in base a delle prove effettuate ho dovuto calare il moltiplicatore a 0,70. p.s. stesso problema con i layer solidi inferiori e superiori se può aiutare faccio 2 foto. grazie mille a tutti in anticipo. -
Problema estrusione Geeetech I3 pro B
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
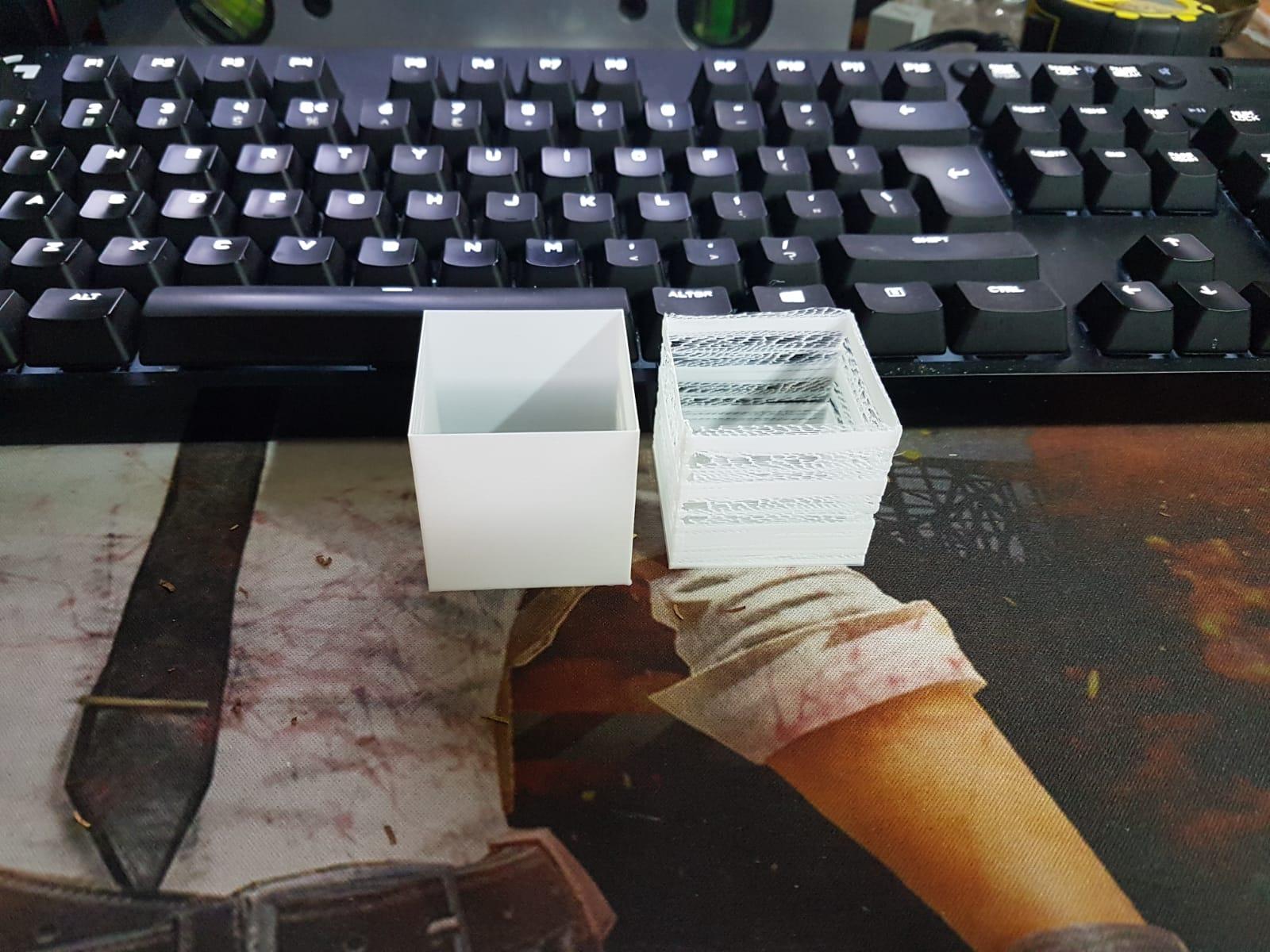
Ragazzi scusate il ritardo ma grazie per le risposte, Per il livellamento del Piatto ho usato il mesh bed leveling, praticamente il 3dtouch ora verifica solo il punto centrale, gli altri 4 punti li configuro a mano in questo modo ho risolto il 90% del problema. Invece ho risolto per metà il problema di sotto-estrusione, o meglio ho l'impressione che l'estrusore cerca di spingere troppo materiale durante la stampa. Ho eseguito la calibrazione del passo dell'estrusore e il moltiplicatore di estrusione con successo, impostando M92 E100, ora mi estrude preciso 100mm di filamento e mi trovo con lo spessore delle pareti stampate. Ora la cosa assurda e che se stampo con una risoluzione di 0.1 stampa benissimo, se stampo 0.2 con le stesse impostazioni mi va male e il problema si presenta nuovamente. possibile che il passo dell'estrusore deve essere cambiato in base alla risoluzione? oppure può essere una questione di velocità ? tenete presente che stampo ad una velocità abb lenta 2400 mm/min vi mostro una foto del cubo stampato per calibrare il moltiplicatore di estrusione. cmq la mia impressione e come se a 0.2 la stampante sa che deve estrudere più materiale e non riesce a farlo. Come software utilizzo Simplify3d. In allegato una foto, a sx il cubo a 0.1 a dx il cubo a 0.2. Attendo un vostro riscontro, vi ringrazio per la pazienza 🙂
-
Geeetech i3 pro b e piatto riscaldante
egy1982 ha risposto a egy1982 nella discussione Hardware e componenti
questa è la foto del piatto, ho provato a fare delle foto sull'avvallamento centrale ma non si nota dalle foto, anche ad occhio nudo è difficile notarlo, io me ne rendo conto facendo pressione con il dito. non uso il piatto di vetro ma uno in carbonio, al max posso provarlo a girarlo e vedere se compensa... anche se l'altro lato è per l'ABS ed è ruvido. consigli su come fissare il piatto in carbonio ? con le mollette mi risulta difficile considerando le modifiche che ho apportato con l'aggiunta della ventola e del 3dtouch. per avere una stampa decente ho dovuto apportare molte modifiche e l'unico problema che mi è rimasto, riscontrato anche da altre persone e non risolto ancora, è il livellamento del 3dtocuh... posso regolarlo e impostarlo da firmware come voglio, il lato destro della stampante risulta essere sempre più alto del lato sinistro... attualmente lo tengo impostato manuale, mi rileva solo il punto centrale e i 4 angoli sono manuali. ho pensato che potrebbe essere proprio un problema di avvallamento centrale, magari il 3dtouch corregge solo dislivelli lineari.... e così ho pensato di eseguire un ulteriore upgrade utilizzando piatti di alluminio... e grazie per l'interessamento :D
-
Geeetech i3 pro b e piatto riscaldante
egy1982 ha pubblicato una discussione in Hardware e componenti
Salve a tutti, ho intenzione di sostituire l'hotbed della mia stampante, in quanto ho difficoltà nella taratura manuale e con il 3dtouch ... ho notato che il piatto è ovalizzato o meglio è più bombato nella parte centrale .. probabilmente il calore l'ha deformato.. esistono hotbed più resistenti ? ho notato che ce ne sono diversi .. anche in alluminio e un certo superplate3d sul sito del produttore... ma non so se sono compatibili ... -
Problema estrusione Geeetech I3 pro B
egy1982 ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ciao Alep, grazie per la risposta. Quindi pensi sia un problema di grip ? proverò a cambiare l'ingranaggio di trscinamento; https://www.amazon.it/Popprint-MK8-Estrusore-ingranaggio-stampante-confezione/dp/B0711KBMPX/ref=sr_1_1?ie=UTF8&qid=1526810619&sr=8-1&keywords=mk8+drive+gear questo va bene ? per quanto riguarda il cuscinetto spingifilo senza gola dove posso trovarlo ? Una curiosità, a cosa serve la ventola laterale dell'MK8 con relativo dissipatore ? serve anche se ho aggiunto una ventola che punta all'ugello ? ah ottimo lavoro per il guidafilo lo proverò sicuramente. come mai hai lasciato perdere il 3d touch ? -
Geeetech i3 - Pareti "zigrinate"
egy1982 ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
stampa questi : https://www.thingiverse.com/thing:2264693 ti servono 4 viti da 10mm m3 con dadi sempre m3 dopo averlo stampato controlla sempre se la parte che entra nella barra liscia sia abbastanza larga da non ostacolare/forzare il movimento dell'asse Z e se i dadi m3 è quello di bronzo della stmapante entrano perfettamente negli alloggi. se ricordo bene tempo fa ho fatto 3 prove aumentato leggermente la dimensione... l'originale era qualche mm più stretto. -
Problema estrusione Geeetech I3 pro B
egy1982 ha pubblicato una discussione in Problemi generici o di qualità di stampa
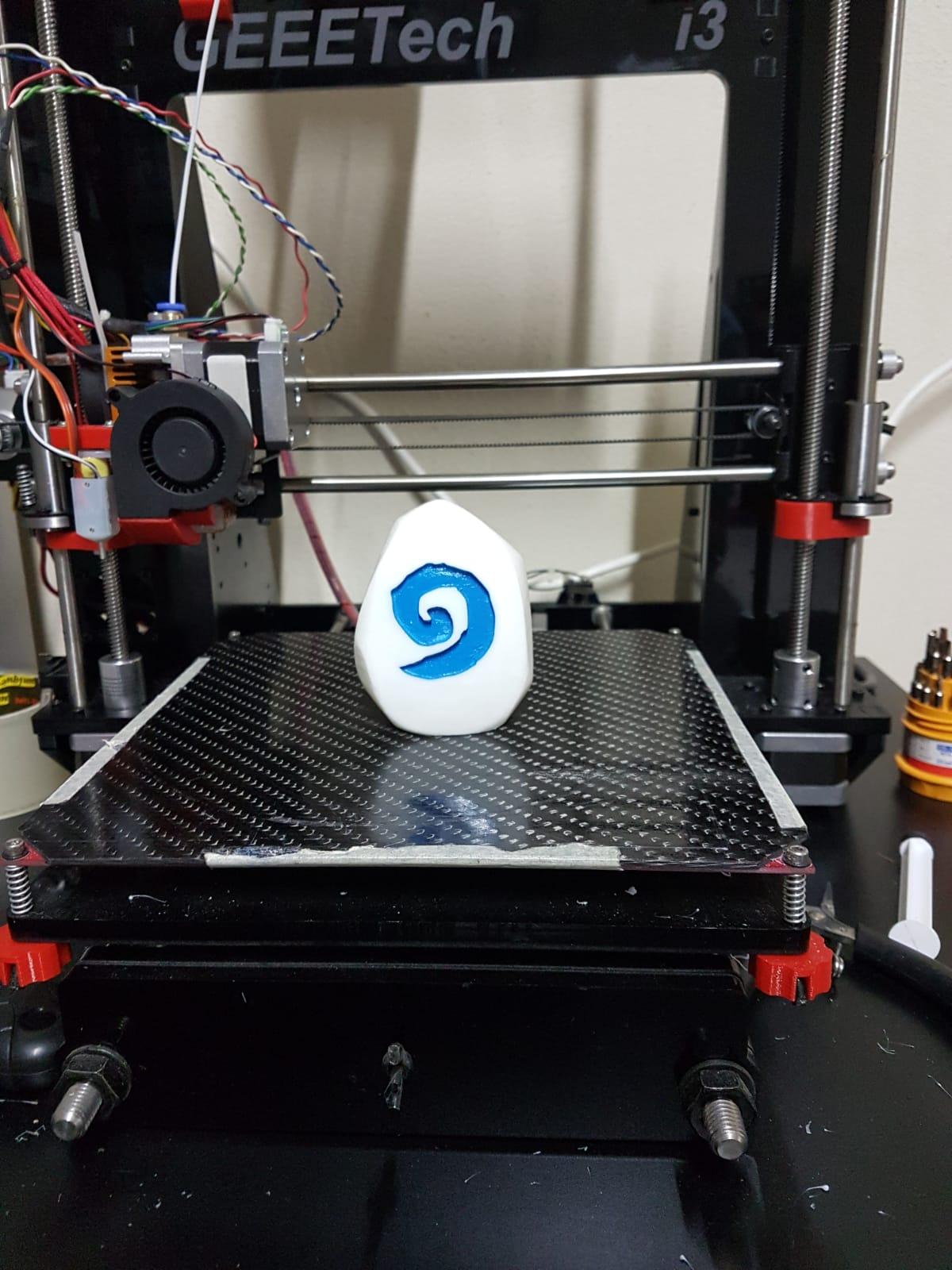
Salve ragazzi, ho acquistato da qualche mese questa stampante e mi ha dato qualche problema, considerando che è una stampante economica mi sono divertito ad applicare qualche modifica e ad oggi ho solo 2 piccoli problemini. Vi anticipo le modifiche effettuate: agg firmware 1.1.4 ( la ver. 1.1.8 devo ancora testarla) sostituite barre filettate con delle T8 applicato anti Z wooble sostituito piatto di vetro con quello in carbonio montato un sensore 3dTouch sostituto il feeder di plastica con quello in alluminio montata ventola secondaria con convogliatore che punta all'ugello a breve utilizzerò dei distanziatori in ottone da 15mm ed elimino le molle che tengono su il piatto. Tutto sommato mi stampa bene ma : ho un problema di sotto-estrusione, praticamente a layer random l'estrusore fa fatica a spingere il filamento (sento dei colpetti proprio sulla puleggia trascinatrice) e la stampa risulta tratteggiata proprio in quei punti. non penso si tratti di ugello otturato, ho provato diverse volte a pulirlo e ultimamente l'ho sostituito con uno nuovo.... un'altro problema è sul 3dTouch, dopo aver livellato su 6 punti prima della stampa continuo ad avere qualche problema, l'ugello sulla parte alta/DX del piatto è più vicino mentre la parte sinistra del piatto è perfetta. Qualche info di stampa: qualità di stampa 0.1 nozzle 0.3mm filamento 1.75 temperature provate 210/220/230, piatto 65 software per lo slicing Simplify3D velocità della ventola dal layer 2, 60% (non conosco la velocità massima della ventola ma a 100% sembrava troppo veloce) filamento PLA BQ "se volete vi passo qualche screen della configurazione." Allego delle immagini su qualche prova fatta: Il test sul piatto con il 3dtouch non è mio ma il problema è identico a parte la posizione, il teschio invece presenta dei layer non estrusi correttamente, il test a cubo XYZ invece è uscito perfetto (almeno credo). spero qualcuno possa aiutarmi, e grazie mille in anticipo -
Salve a tutti, appena iscritto 🙂 Egidio da Napoli