

Marco_PWD
-
Numero contenuti
32 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Marco_PWD
-
-
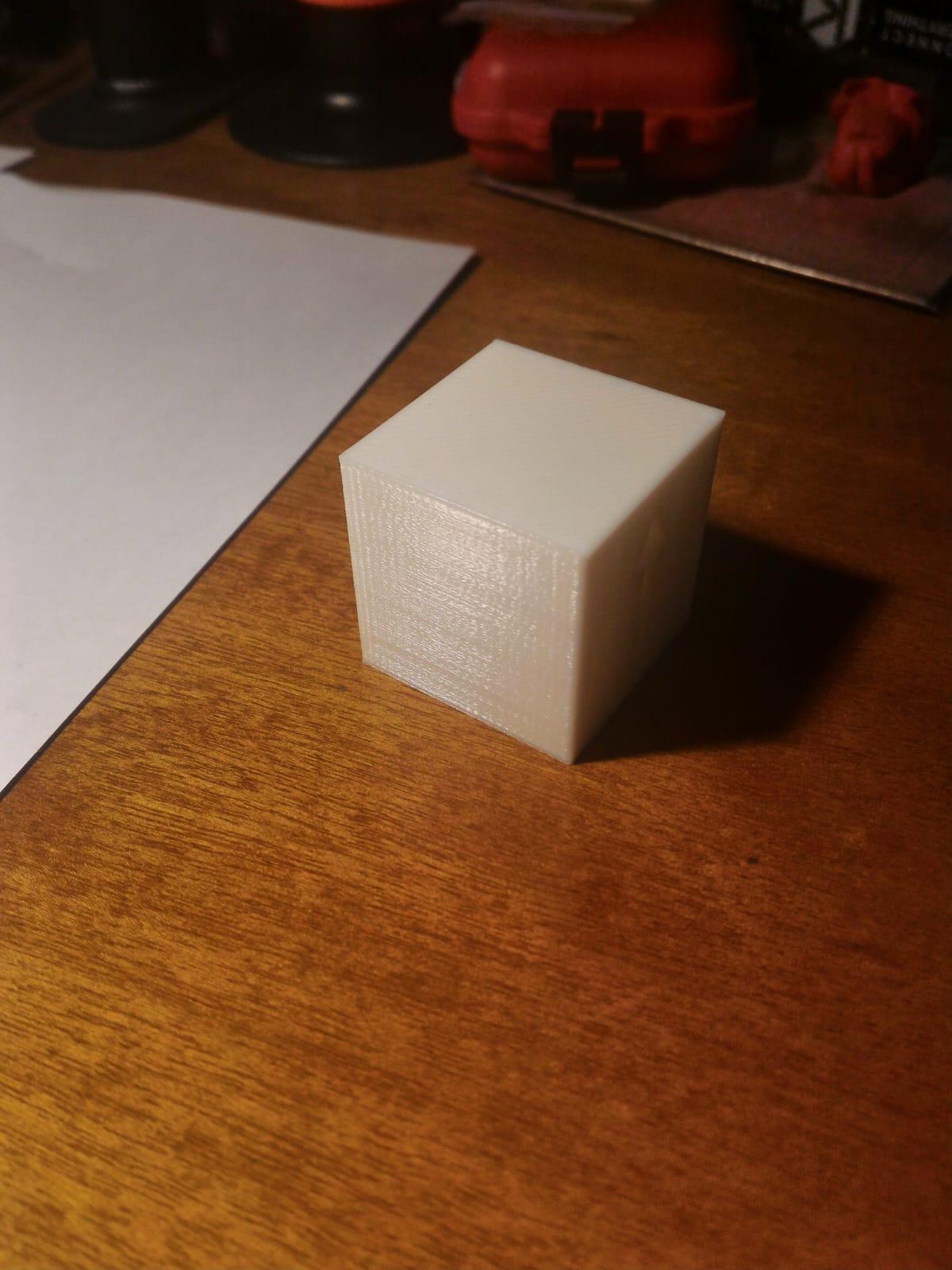
In che senso? Stampavo un cubetto a 50mm/sec...
-
Ma come mai?
Cambio impostazioni ok... ma cambio modello e lo stampa meglio?😲
-
il cubo con gli spigoli raccordati e stampare prima il perimetro esterno poi quello interno (due perimetri) ha migliorato parecchio.
Adesso provo ad andare meno veloce... 60mm/sec. Provo a calare a 40.
Grazie
Ciao
-
Ah,
comunque allentando le cinghie migliora di un attimo.
Tutto scorre fluido, però... l'unica cosa è che con le cinghie più lente, i carrelli scorrono ancora più fluidi... ma non posso allentarle troppo.
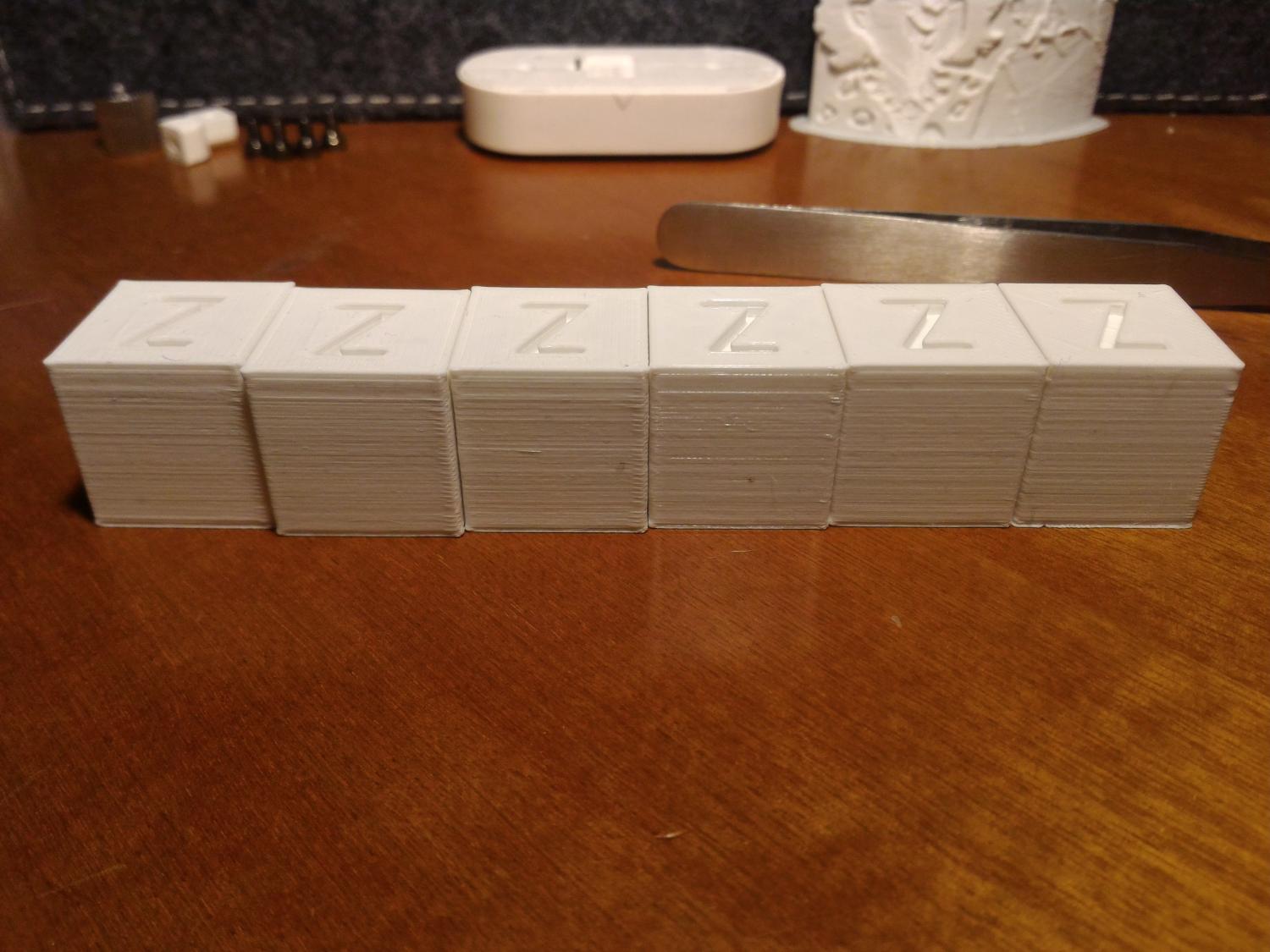
Ora sto provando a stampare un cubo ma con i raccordi agli spigoli... tanto per vedere cosa fa su pareti non lineari.
Grazie
Ciao
-
Ho allentato un pò le cinghie... Ora provo di nuovo
Ma si, il problema si manifesta su x e su y ma salendo... dici che non c'entra la zeta?
Grazie
Ciao
Marco
-
Ciao,
dopo un sacco di tempo ho riacceso la mia i3 mega che stampava benissimo: le superfici erano perfette e tutti i layer ben allineati.
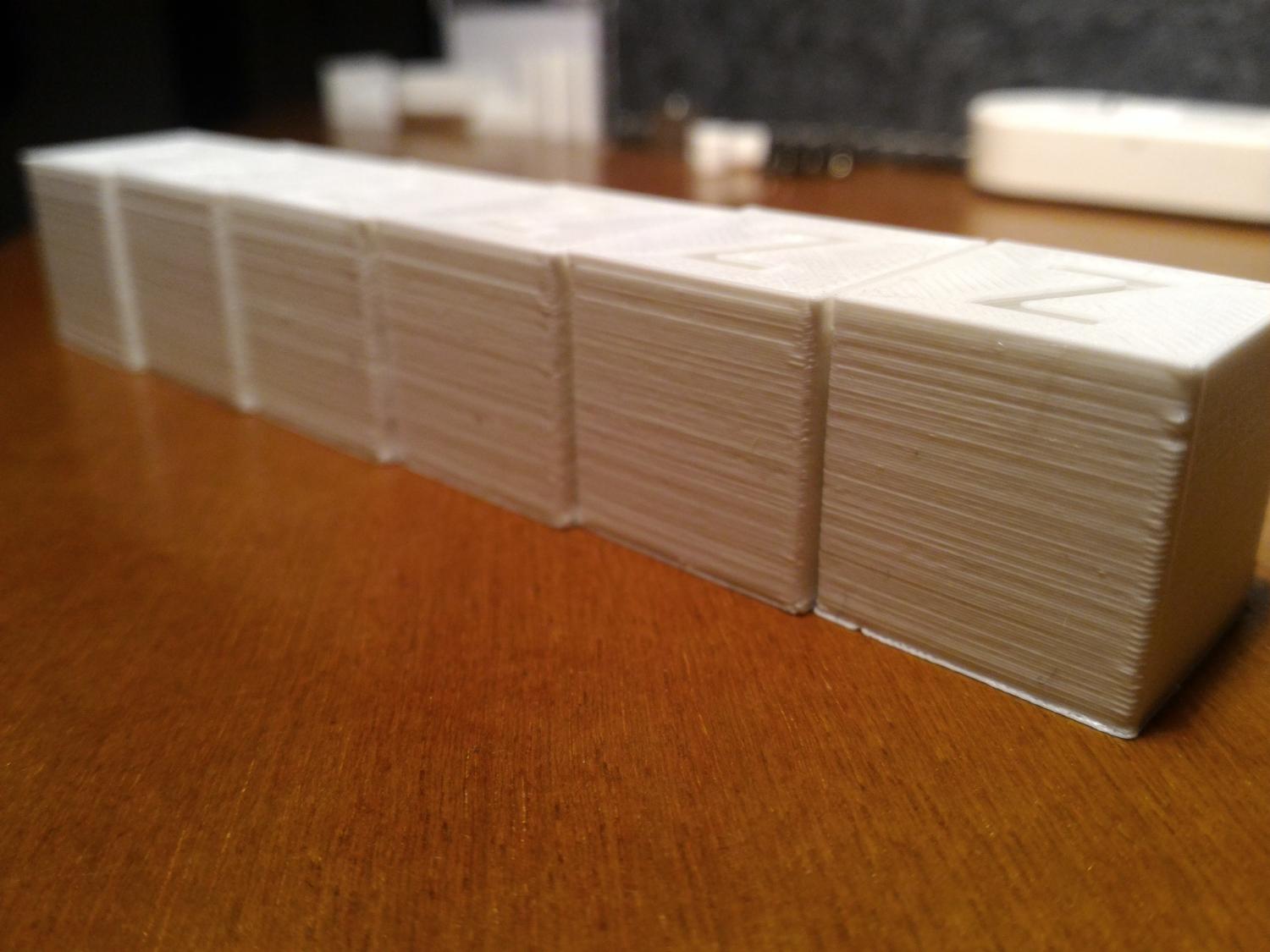
Ora invece un sacco di problemi come se un layer scorresse verso destra su una faccia (facendo effetto rientrante) e pure sulla faccia opposta (effetto uscente)... di pochissimo, ma la superficie non è più uniforme come una volta.
Ho messo accoppiatori flessibili, cambiato le chiocciole zeta di entrambe le viti trapezie (messe quelle antibacklash), aggiunto una piastrina stampata con foro diam 8mm perfetta sulla vite zeta (così non ha possibilità di muoversi nelle chiocciole), e bloccate le viti zeta in alto con un sistema a cuscinetto... diciamo che ho migliorato... ma non so di più come posso fare.
Grazie
Ciao

-
Ma a quella velocità stampa bene?
-
Ciao a tutti,
eccomi dopo qualche tempo di prove con la stampante e credo che la questione possa interessare a chi ha una i3 mega (comprata tra febbraio e aprile) con scheda a 32bit.
Incollo qui sotto il listato originale inviatomi dall'assistenza anycubic.
Praticamente sembra che con questa versione di FW, non si possa intervenire sui parametri di stampa... è così com'è!
Quindi, repetier si connette e si possono controllare i movimenti, l'estrusore, la SD ecc, ma ad esempio nei dati che repetier legge, non legge la riga M92 con gli step per mm... quindi non so che valori hanno o meglio, li so perchè ho chiesto il listato sotto a anycubic.
Ben, ho detto... ora che li conosco, piazzo il comando M92 nello start gcode di simplify3d e da là regolo i miei step per mm per avere misure corrette: SBAGLIATO! Sembra che la macchina non consideri per nulla la riga che ho messo: M92 X80.3 Y80.4
E si che c'è scritto nel firmware anche come fare l'override!
Avete indicazioni, vi è mai capitato? Anche con altre macchine ad esempio.
Ciao
Grazie
-----------------------------------
/**
* Default Axis Steps Per Unit (steps/mm)
* Override with M92
* X, Y, Z, E0 [, E1[, E2[, E3]]]
*/
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 92.6 }
/**
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3]]]
*/
#define DEFAULT_MAX_FEEDRATE { 500, 500, 6, 60 }
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3]]]
*/
//#define DEFAULT_MAX_ACCELERATION { 9000, 9000, 60, 10000 }
#define DEFAULT_MAX_ACCELERATION { 3000, 2000, 60, 10000 }
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
//#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
//#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
//#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves
/**
* Default Jerk (mm/s)
*
* "Jerk" specifies the minimum speed change that requires acceleration.
* When changing speed and direction, if the difference is less than the
* value set here, it may happen instantaneously.
*/
#define DEFAULT_XJERK 10.0
#define DEFAULT_YJERK 10.0
#define DEFAULT_ZJERK 0.4
#define DEFAULT_EJERK 5.0
--------------------------------------------------------
-
Hai verificato quanto è piegato il piatto?
Fai qualche foto.
Ciao
-
Ciao.
Bisognerebbe vedere come l'hai stampato.
-
Grazie.
Sono molto nuovo e quindi ancora ste cose non le capisco.
Ma mi documenteró... Il g code può scrivere nella eeprom... Non sapevo.
Grazie ancora.
Ciao
-
Grazie Gigi.
Vediamo se è quello o la cinghia.
Lo devo mettere nello start, giusto?
Grazie mille
-
Ciao.
Siccome ho un leggero wobble sulla y ho verificato e ho notato che la cinghia y è molto lenta.
A mio parere il problema è lì.
Visto che non c'è un tendi filo, il supporto anycubic mi ha scritto come sotto...
------
if you have belt Torsion Spring, you can also try this
------
Praticamente dice di usare le molle delle mollette per stendere la biancheria...
Qualcuno, oltre a questo, sa come cambiare il jerk e le accelerazioni da gcode senza accedere al fw che nella i3 mega sembra chiuso?
Si sa mai che il problema non sia solo la cinghia.
Grazie mille
Ciao
-
Ciao.
Spaceclaim è ottimo... Ma costa.
-
Si,
credo anche io il mos... semplicemente perchè un mio amico elettronico ne ha cambiati 6 negli ultimi 20gg.
Nulla di preoccupante.
Ciao
-
Si, in effetti un foglio intero non passa.
Stanotte vedo cosa mi rispondono.
A parte che ho un altro piatto ultrabase che mi hanno mandato insieme alla stampante. Quello è piano davvero, ma anche quello montato sulla stampante quando l'ho ricevuta era piano...
Sembra che sia l'accoppiamento tra vetro e lamiera con differenti coefficienti di dilatazione che piega il vetro.
-
Il mio è leggermente convesso ma un foglio non passa.
Io ho provato ad infilare lo spigolo del foglio nella fessura ma non è entrato.
-
Ho stampato un cubo di 30mm sui ogni spigolo e in effetti è tutto perfetto... solo un leggero effetto ghosting che sto cercando di eliminare anche se sono molto contento dei risultati.
Ciao.
Grazie
-
Ciao,
Ecco cosa mi hanno risposto dalla anycubic:
--------
Dear friend
If the error is about 0.2 mm, it won’t effect the printing.
Most of time, Ultrabase won't bend because it made from special glass
Maybe just some metal parts are a little bent during the shipping time, so it let the platform uneven
please refer to this video---------
Ciao
-
In realtà è il contrario. Si allarga salendo... ma ora ho provato solo su un pezzo alto 1mm. Magari finisce lì.
Quando ho provato con più roba ti faccio sapere.
Grazie
Ciao
-
Cambi di direzione troppo veloci che portano a troppe vibrazioni della meccanica?
-
Si, anche la mia ha quel problema... stasera sento la Anycubic.
Il piatto non è a livello. Quando mi rispondono ti faccio sapere. Io comunque ho una buona qualità!
Ciao
-
Hai ragione... devo provare con il cubo.
Ti faccio sapere!
Grazie mille
Ciao
-
Winthorp,
eccellente suggerimento ed infatti hai risolto alla grande! Il primo strato è perfetto come le prime stampe.
Il mio è proprio un puntiglio ma ora devo risolvere il TOP... lo vorrei più pulito: ho visto che il riempimento di tipo concentrico lo finisce meglio.
Apro un altro thread... magari può essere di aiuto come questo lo è stato a me!
Mille mille grazie
Ciao

.jpeg.06f1c2ac916ca1e894fb92c03778dfd2.jpeg)

Anycubic I3 mega - problemi su Z
in Problemi generici o di qualità di stampa
Inviato
Allora provo ad abbassare ancora e vedo se stampa ancora meglio... credo che poi ci sia anche un limite inferiore... forse anche gli spostamenti li devo abbassare ora sono a 80mm/sec per gli spostamenti e 40mm/sec per la velocità di stampa.
Diciamo che ho confrontato gli stessi pezzi stampati 1 anno e mezzo fa e sono migliori.