Marco_PWD
-
Numero contenuti
68 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Marco_PWD
-
calibrazione step/mm
Marco_PWD ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
Ciao, magari arrivo ultimo e dico una cavolata... ma io ho usato il display della stampante. Ogni pressione del tasto per far muovere l'estrusore fa 10mm, lo premi 20 volte e hai 200mm (20cm) così non stai a diventare matto con i programmi da collegare alla stampante. -
Di nuovo problemi di stampa.
Marco_PWD ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
Vedi qui: p.s.: ma ti si stacca dal piatto oppure rimane attaccato e i layer successivi non si "attaccano"? -
Si si. Ho scollegato il motore dalla scheda come suggerito anche da @Truck64. In ogni caso, ora ho rimontato tutto e provo. Grazie Ciao
-
Era per dire che non è layer shifting ma un inaccurato tuning da parte mia... Probabilmente il motore non ha nulla che non vada ma io non lo so ... Mi sembrava solo molto duro a muoversi... Comunque provo a montarne uno diverso e vedo se è duro uguale
-
Con layer shifting intendo un lievissimo scorrimento dei layer. Quello imponente l'avevo già sistemato ed erano i driver dei motori che si scaldavano troppo perchè si fermava la ventola che ci soffiava sopra... non riuscivo a capire ma poi ci sono arrivato. Ora è una cosa appena visibile o che si sente appena con le dita sulla superficie. Le cinghie le avevo cambiate anni fa prima di smettere di stampare, quindi sono abbastanza nuove... ora le ho solo ritensionate un pò. Magari cerco i giochi tra albero e puleggia ma non credo ce ne siano. Jerk e accelerazioni, ecco... punto dolente perchè sto usando quelli che mi sono arrivati dal profilo di un utente francese... la mia stampante non c'è nell'elenco di ideamaker (come non c'è per orca :-()
-
Penso di avere due motori della stampante precedente. Provo a cercarli e cambiarli e vedere se le cose cambiano. Sono Nema17 anche questi. Penso mi basti mettere un motore nuovo al posto del vecchio e provare lo scorrimento a stampante spenta... mi accorgo subito se "sforzano" alla stessa maniera. Staccherò il connettore così non rischio di uccidere la CPU Grazie
-
Ciao, beh, elettronicamente parlando va tutto bene. Se muovo i motori via firmware si muove tutto correttamente solo che ho ancora un pò di layer disallinati e volevo capire se potesse dipendere dal motore che non va come dovrebbe. Anche perchè percepisco che la resistenza alla rotazione non è sempre costante. I carrelli senza cinghie sono molto fluidi e la "fluidità" è costante lungo tutti gli assi; se collego le cinghie invece non è più così: in alcuni punti il movimento è più fluido e in altri è più duro. E poi scricchionano se stampo e non sono i carrelli perchè senza cinghie, sono silenziosi... devo provare a far girare i motori a vuoto per sentire se scricchiolano.
-
Ciao, possibile che il carrello X e il piatto Y, liberati dal motore scorrono benissimo e se li rimetto in cinghia con la puleggia collegata al motore, faccio molta fatica a spostarli? Come se ci fosse molta resistenza sugli alberi del motore... Come faccio a sapere se è normale la resistenza che offre l'albero motore? Secondo voi è una questione particolarmente importante? La stampante è la longer lk5 pro Grazie
-
righe strane giunzioni, e flusso volumetrico
Marco_PWD ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
Vedo le righe/bande orizzontali... è quello il difetto che dici? Anche a me faceva così, uguale uguale... poi @eaman mi ha consigliato di cambiare il tubo ptfe e l'ugello, ricalibrare il flusso e tutto è andato molto meglio. -
righe strane giunzioni, e flusso volumetrico
Marco_PWD ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
Ma se la guardi mentre stampa, il carrello xy fa qualcosa di strano o va via liscia? -
Primi layer larghi???
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Dici? Provo ad abbassare la sovrapposizione... in effetti il terzo perimetro verso l'interno è sparito coperto dal riempimento. Bella dritta! Grazie mille @eaman -
righe strane giunzioni, e flusso volumetrico
Marco_PWD ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
Non è che una sorta di funzione di attenuazione delle cuciture venuta male? Tipo una scarf joint
-
Primi layer larghi???
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
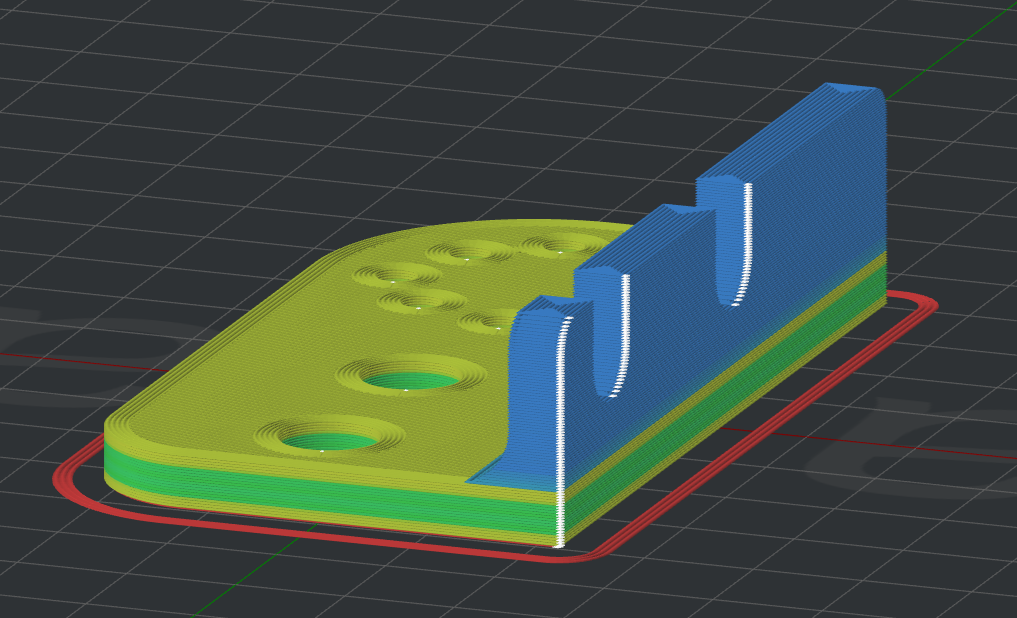
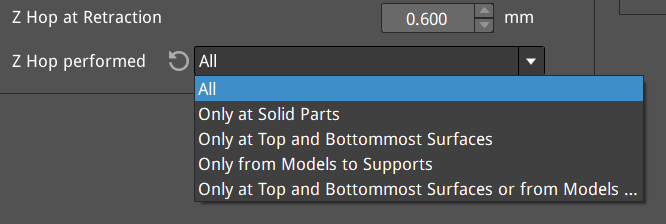
Aggiornamento. Primo layer, secondo me sono ancora un pò basso con l'ugello ma mi piace già tanto. Sui lati, quando cambia direzione, si vede un pò il cambio ma non si sente ed è 0,24 di spessore come da slicer. le dimensioni meccaniche sono perfette (a meno di qualche centesimo) ed è sparito il rigonfiamento alla base, anche il foro è giusto. Direi che ero troppo vicino al piatto e veniva tutto schiacciato. Ora non mi piace il TOP che è segnato (Zhop a 0,6) ma non so cosa scegliere come opzioni (nella stampa era impostato il penultimo: E non è bello liscio. Anche se si vedono le linee di riempimento, non importa... però si sentono i difetti del cambio di direzione e questo cambia la dimensione zeta ed è segnata la superficie.
-
Primi layer larghi???
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Si, hai ragione. solo che se stampo prima gli esterni, mi fa una cucitura molto in rilievo verso l'esterno... è un bel salamotto. Ho sempre stampato gli esterni per ultimi e quindi non so se è normale oppure è un'impostazione errata dello slicer. Ora sto riprovando dopo aver trovato la calibrazione perfetta per avere un bel primo layer... avevo sto dubbio anche se magari non è così. Poi scusa sai ma chi ti costringe a usare Ideamaker? Passa a Orca 😉 Ma magari! Mi piacerebbe avere le sue funzioni, ma lo trovo molto incasinato e non c'è il profilo per la mia stampante... me lo dovrei fare. Prima usavo simplify3d e c'erano 5 parametri e basta, in pratica. Però l'ho installato orca
-
Primi layer larghi???
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Domani provo subito a imporre il pressure Advance... Da quanto parto come valore? Qui c'erano 5 perimetri ovunque e i layer di base erano 5 da 0.24. come fossero dei First layers X5 (idea maker fa cosi ma penso di possano limitare). In pratica ho 1.2mm circa di base piena che è proprio lo spessore che si deforma. Con pieni intendo questo, non pieni nell' infill che era a 25 per cento. Provo comunque ad abbassare la temp dove c'è più materiale. Grazie a entrambi -
Primi layer larghi???
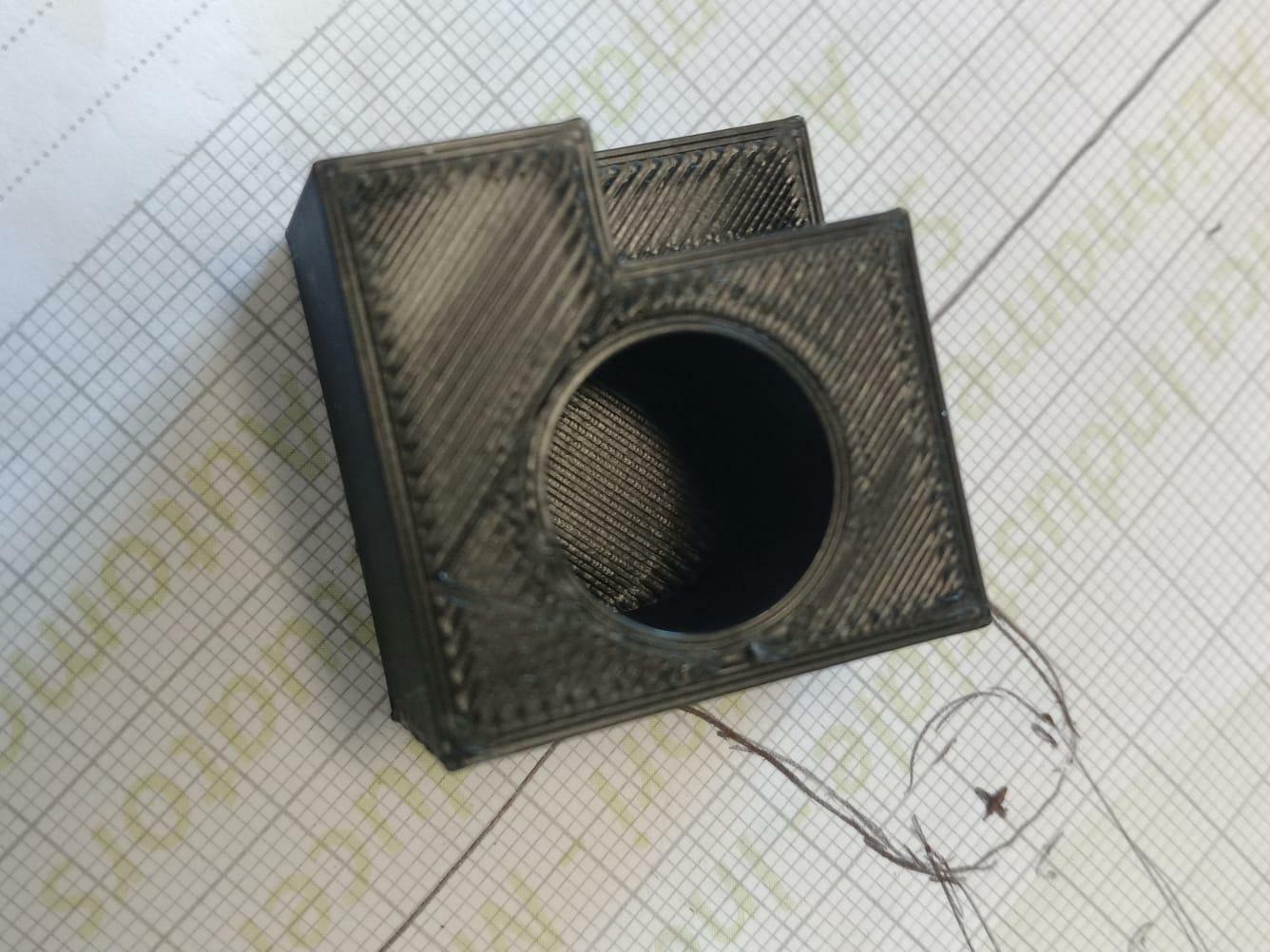
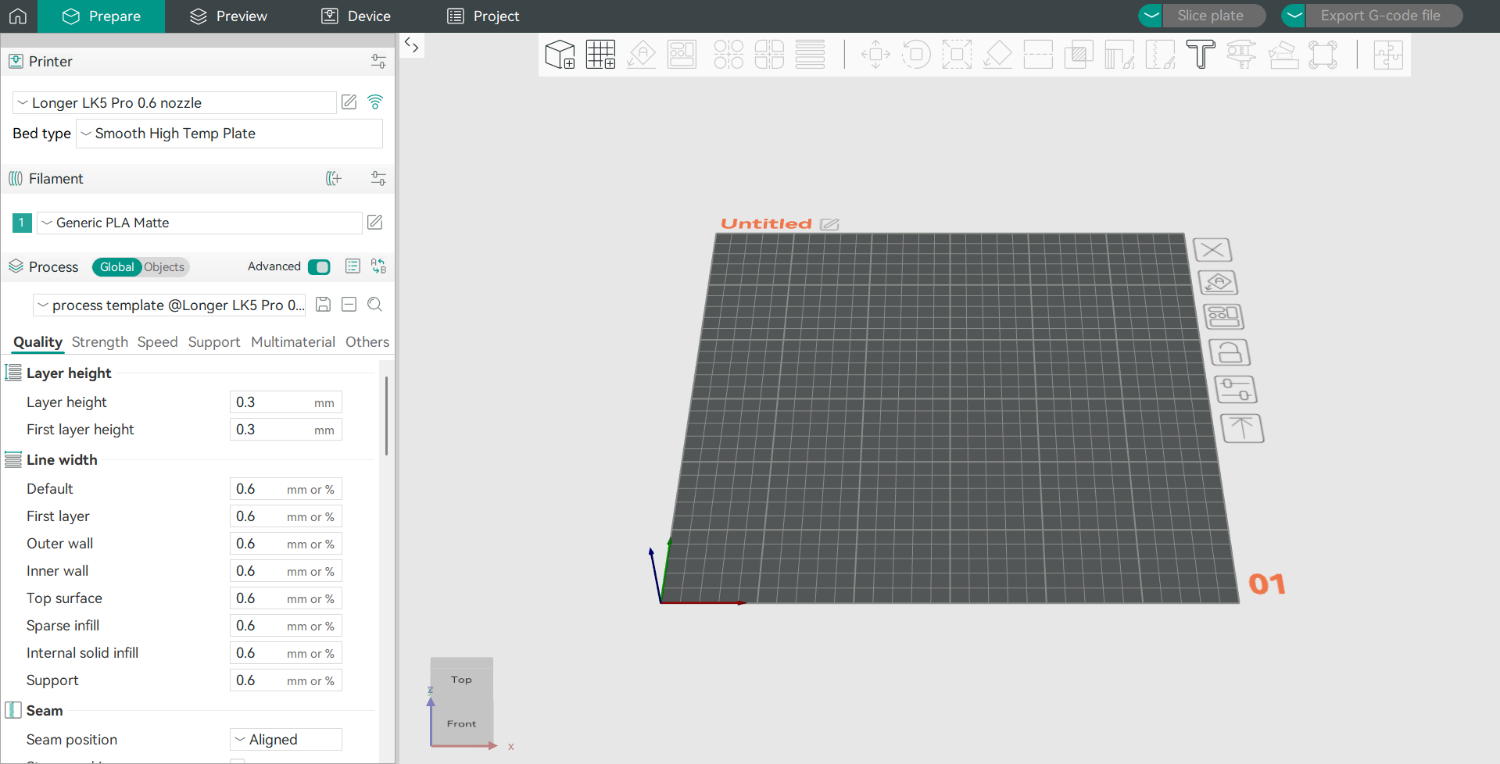
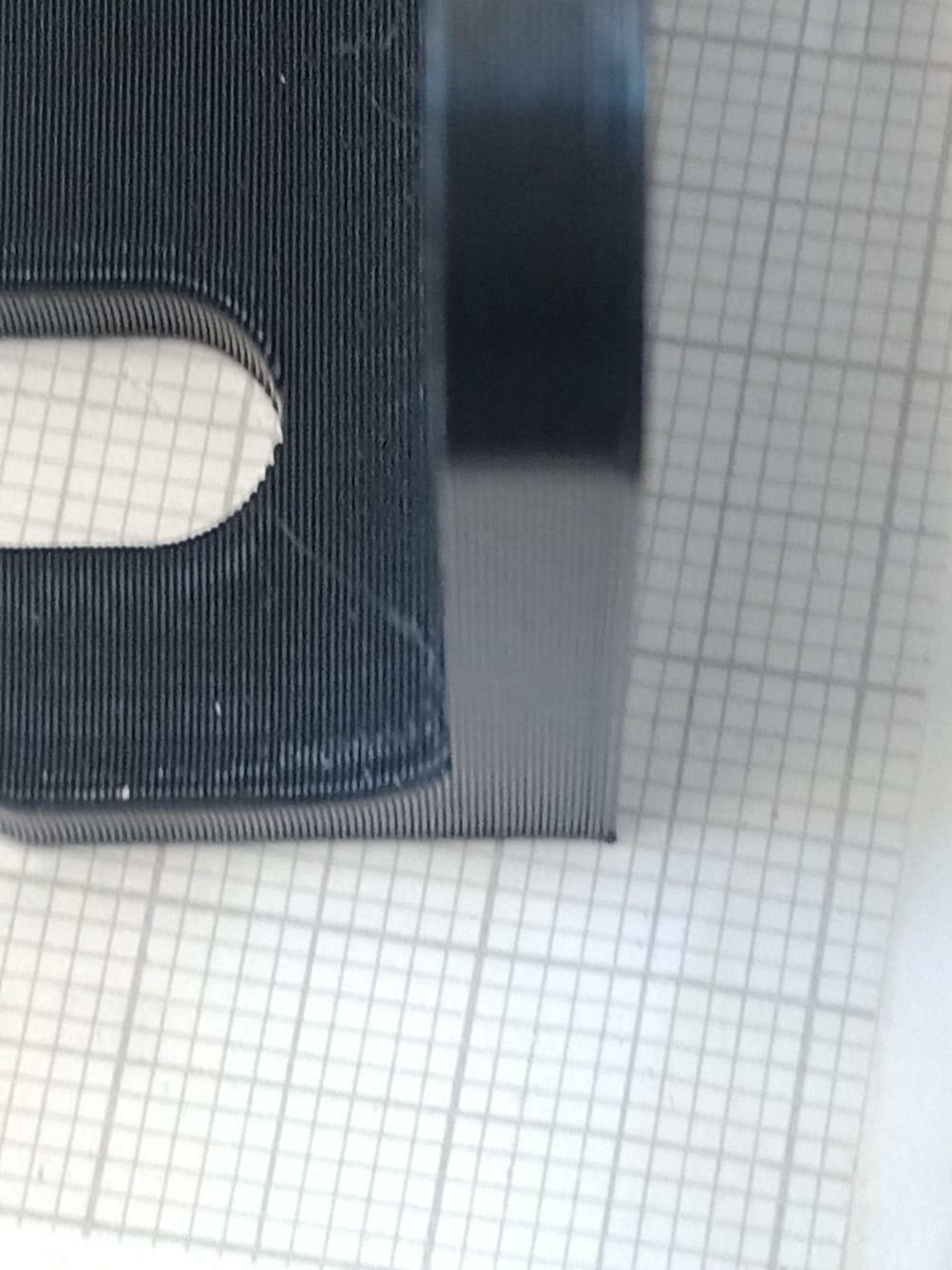
Marco_PWD ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, ho iniziato a stampare dei pezzi meccanici e devo dire che ora la superficie laterale (grazie @eaman) è molto carina. Mi trovo però ad avere dei problemi di dimensioni SOLO sui primi layer (quelli pieni dopo i quali inizia l'infill). Si vede dalle immagini che i primi 5 layer sono tipo a zampa di elefante (ho attivato la correzione sul primo layer)... Ho provato anche a spegnere il piatto per evitare deformazioni da calore ma nulla. Sono 5 decimi in più; il resto del pezzo è a misura +/- qualche centesimo. Ho provato ad analizzare lo slicing e le questioni escono fuori proprio dove segna lo slicer attivando la visualizzazione del layer time: I primi layer gialli sono più larghi, e la seconda striscia gialla è più marcata nel pezzo ed è visibile ed è proprio dove il tempo di stampa è maggiore. Secondo voi c'è modo di sistemare? Uso ideamaker come slicer. Grazie mille Ciao
-
Ciao, che stampante è?
-
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Ok. Allora provo a vedere per il tubo più preciso, per ora Grazie di nuovo -
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Ciao, questo, in realtà dovrebbe essere il matte della elegoo... ma non è molto matte 😞 Usavo il matte della eryone che ha sempre stampato bene ed era matto davvero 😁 e costa il giusto... è solo un pò rugoso quindi le dimensioni fisiche non sono proprio precisissime. Se con bowden intendi il tubo, allora ci sta... avevo anche un capricorn nella i3 mega di qualche anno fa ma non ho mai superato i 220C... qui magari, se la tengo, tra un pò lo cambio... Se un estrusore costa così poco, invece, mi conviene. La mia monta un hotend clone MK8, dove lo trovo quello "buono"? E l'estrusore compatibile? Provo a vedere se trovo qualcosa io. Intanto provo a 3 temperature diverse e abbasso ritrazione. Si si, ma infatti adesso sono contento... magari c'è qualcosa che non è perpendicolare anche... ho già dovuto spessorare il motore Z perchè andava su storto ed anche l'hotend non era troppo perpendicolare al piatto. Grazie di tutto @eaman -
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
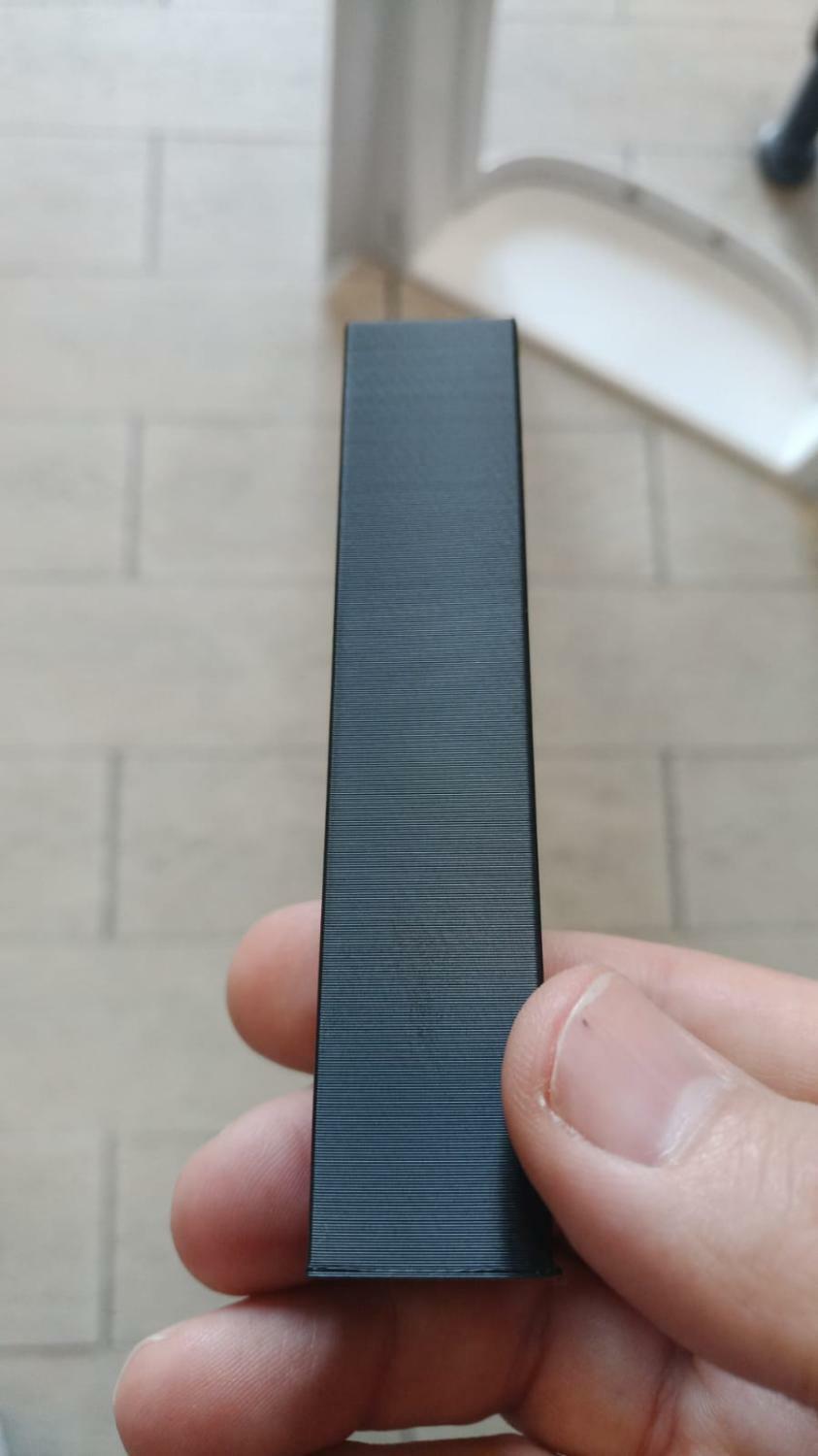
Aggiornamento. Molto molto meglio. Ci sarà anche qualcos'altro penso, ma direi che è molto migliorata la superficie. Un lato è molto meglio ma in generale è decisamente molto più liscio... quasi quasi non si sente. Ho 6mm di ritrazione a 60mm/sec... provo ad abbassarla e a fare tutta la lista di calibrazioni che mi hai linkato. Grazie P.S.: ora continuo con questa, se devo cambiare l'estrusore, preferisco prendere una stampante nuova che magari cambiano anche velocità e accelerazione. con questa a più di 90 non vado che si vede che il firmware non la lascia andare più forte... Magari apro un nuovo thread per i consigli sulla nuova e prima cerco altri thread. Tu hai fatto una magia con la ender... io non sono in grado di certo...
-
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Ciao eccomi. Calibrato il flusso e passato la punta da 0,4 nel foro del nozzle e direi che la situazione righe casuali è migliorata tantissimo sul cubo di calibrazione. Ad occhio si vede ancora qualche linea fuori fase e un bel pò di buchi solo su una faccia, ma al tatto è tutto molto liscio... potrebbe essere il filamento? Ora riprovo la torre alta per capire se c'è ancora il pattern che si ripete. Grazie per l'aiuto 🥰
-
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Grazie @eaman! L'ho stampato con i due perimetri come l'ultimo. Provo in vase ma prima provo a vedere il flusso. Di Nozzle ne ho altri 7 e anche quelli in acciaio. Ci vuole così poco che magari dopo lo cambio. Intanto ci passo dentro una punta da 0,4 per vedere che sia davvero un ugello da 0,4... è talmente piccolo il foro. Rispetto a prima esce un filino di PLA sottilissimo. Grazie Ciao -
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
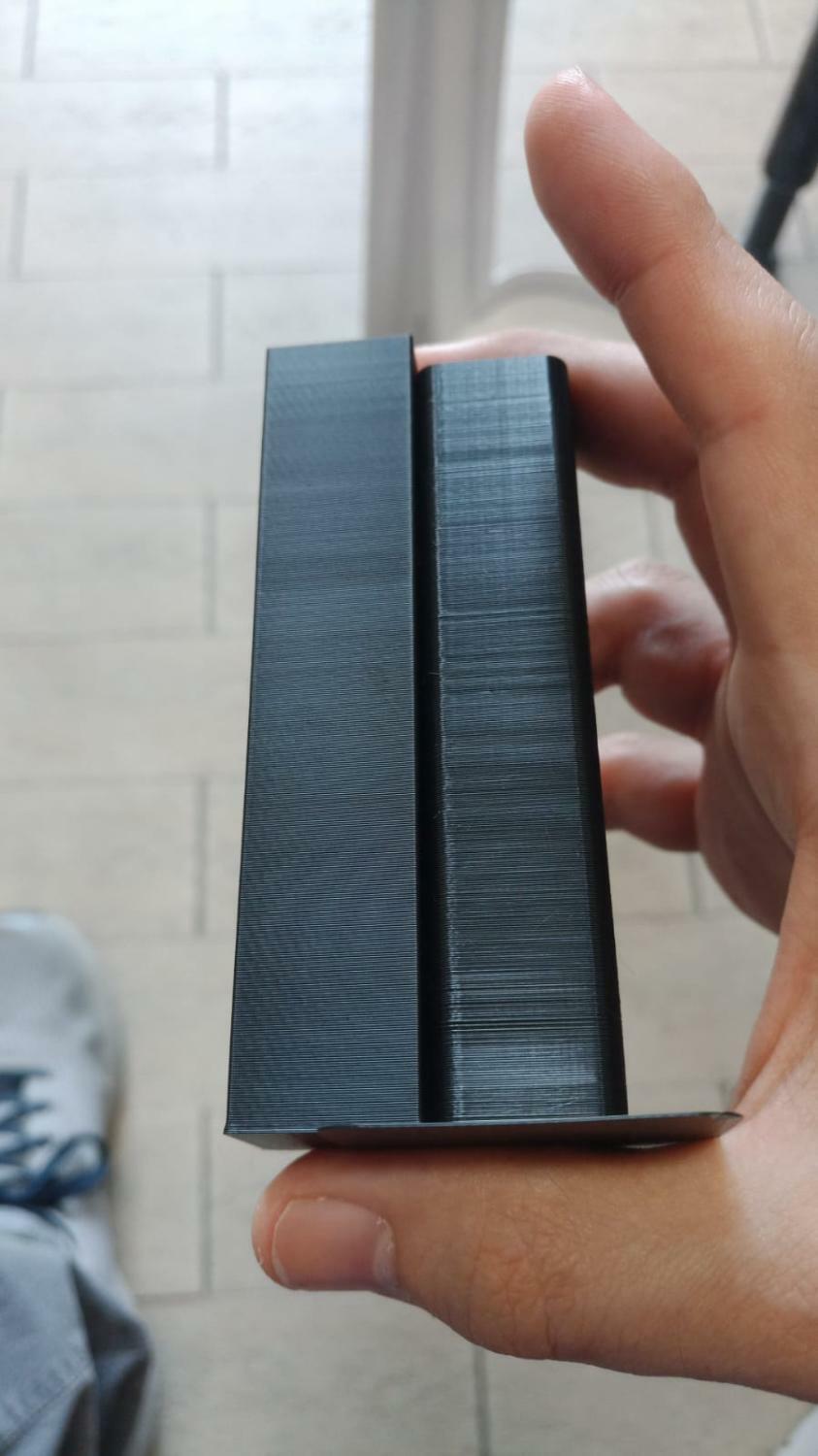
Ciao a tutti. In effetti non ho mai stampato roba diversa da pla... massimo che sono arrivato è stato 220 per un caricato che non ricordo cos'era ma sembrava metallizzato. Poi, oltre 245C non arriva nemmeno la stampante... cioè, credo che modificando il firmware ci possa arrivare ma non mi interessa a dirla tutta. Ho stampato la torre con il nuovo nozzle ed è molto peggio di prima 😞 A destra il vecchio ugello e a sinistra quello nuovo... Adesso sono così tanto disallineati tutti i layer che non capisco più se il pattern si ripete; è aumentato anche molto lo stringing. Ho lasciato tutti i parametri dello slicer, uguali a quella del vecchio ugello. Se tolgo lo zhop, potrebbe migliorare? magari il posizionamento e il ritorno non sono esattamente uguali e la cosa schiaccia il layer sottostante... per dire. Ciao
-
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Immaginavo che fosse più rognoso ma non pensavo di dover aumentare così tanto le temp... la mia arriva a 245C, quindi alla fine ci posso stampare quasi solo PLA anche se caricato... allora mi tengo quello in ottone e lo butto quando è ora, per quello che costano. Grazie della info Ciao -
Z Banding
Marco_PWD ha risposto a Marco_PWD nella discussione Problemi generici o di qualità di stampa
Montato quello di ottone... Vediamo. Dopo non rimane che buttarla se non è questo il motivo del difetto... Cambiato tutto tranne motori e telaio 😑


.jpeg.bd1e43455a2fc6d90a7fba5f3e85fc91.jpeg)

.jpeg.8f290b7e29fc844823a694e0d52eebf5.jpeg)