Suchigno
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Suchigno
-
Prima stampante - Geeetech prusa i3 pro - consigli per l'ottimizzazione
Suchigno ha risposto a mattiamagno nella discussione Problemi generici o di qualità di stampa
No io mi riferivo a solo l'ingranaggio... riposto foto. Comunque se tutto il blocco che mi hai suggerito migliora parecchio, visto il costo lo prendo. Si trovano istruzioni di montaggio?
-
Prima stampante - Geeetech prusa i3 pro - consigli per l'ottimizzazione
Suchigno ha risposto a mattiamagno nella discussione Problemi generici o di qualità di stampa
Ho la stessa tua stampante, anche io quando usavo il filamento poggiato sovrapposto avevo meno ticchettii dell'estrusore. Quando ho messo una bobina nel supporto in dotazione ho avuto qualche problema. Ho montato due oggetti stampati, uno l'ho preso da thingiverse (https://www.thingiverse.com/thing:2459448), ed un altro me lo sono disegnato e stampato. in questo modo il filamento scorre in due supporti. Quello fatto da me è montato usando la vita in alto, una delle due del supporto barre, e punta verso il posteriore della stampante. Se ti serve ti faccio foto. Ovviamente io non sono tanto esperto da dirti se si risolve così, però aiuta sicuramente. Ti chiedo un favore, anche io vorrei cambiare ingranaggio estrusore, quello che avete postato nella discussione dove lo hai preso? Io ho cercato qualcosa di simile, in acciaio credo sia il migliore, ma ho trovato forme diverse, oppure da prendere dalla cina con tempi lunghi... reggi cavo posteriore.stl -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Non so sto andando un po in confusione... gli step li ho controllati... e l'asse si muove per quello che gli dico. Ho rifatto l'oggetto per il supporto cuscinetti, sta volta è venuto a misura. Però ho una domanda... può essere che slicer mi interpreti in modo corretto lo stesso oggetto ed un'altra no? A parte questo, l'oggetto dentro è venuto male, i layer interni fatti al 30 % non erano continuativi, io ho impostato slicer con Fill pattern, top e bottom, in Rectilinear (lo preferisco a Honeycomb), le linee, soprattutto quando lunghe tutto l'oggetto, perdevano estrusione... quindi l'interno è venuto molto fragile e pieno di buchi. Prima di chiederti ho cercato sul forum ed ho trovato la discussione "ABS si ritira solo ai primi layer", anche se il titolo non è proprio inerente, leggendo però ho visto i tuoi consigli su velocità di stampa, e sulla sovrapposizione dell'infill. Quindi può essere che quando viene estruso il riempimento la stampante va troppo veloce, in effetti rispetto ai layer esterni che vengono bene, va molto più veloce. La sovrapposizione dell'infill invece non ho capito se potrebbe aiutarmi. In slicer il parametro si chiama "Combine infill every" ? Grazie Dimenticavo, nello stesso post di cui ti parlavo ho visto che hai pubblicato l'oggetto calibrazione.stl, proverò anche io a stamparlo per vedere il risultato. -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ho provato ad allentare i grani delle barre orizzontali, mosse un po per lasciare un po di agio, ma niente da fare, per muovere i motori dell'asse Z ho dovuto portare il vref a 1.1, meno di 1,4 iniziale, ma comunque non posso tenerla a 0.82. In ogni caso l'asse ha dei problemi, ho stampato uno dei due supporti superiori suggeritomi da thingiverse, quello per montare i cuscinetti, l'oggetto in origine è 8 mm di altezza, a me è venuto 5mm circa. Il lavoro me lo dava completo, correttamente con gli 3 strati superiori ben fatti ma di 3 mm in meno. Questo dovrebbe essere causa proprio dall'asse Z che non va su come dovrebbe? -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Eh infatti adesso provo ad allentarle e smuoverle un po. Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ma al di la delle bare parallele, incidono molto le due scatole in cui scorrono le barre e su cui c'è attaccato il motore ed il fine corsa (a sx), dall'altra parte c0è solo la scatola è la farfalla cinghia. Se io provo durante la salita a spingere verso l'esterno le due scatole, le barre si muovo meglio... per cui dovrebbero essere i supporti superiori a tenerle alla giusta distanza... giusto? non sono agganciate ad altro! -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
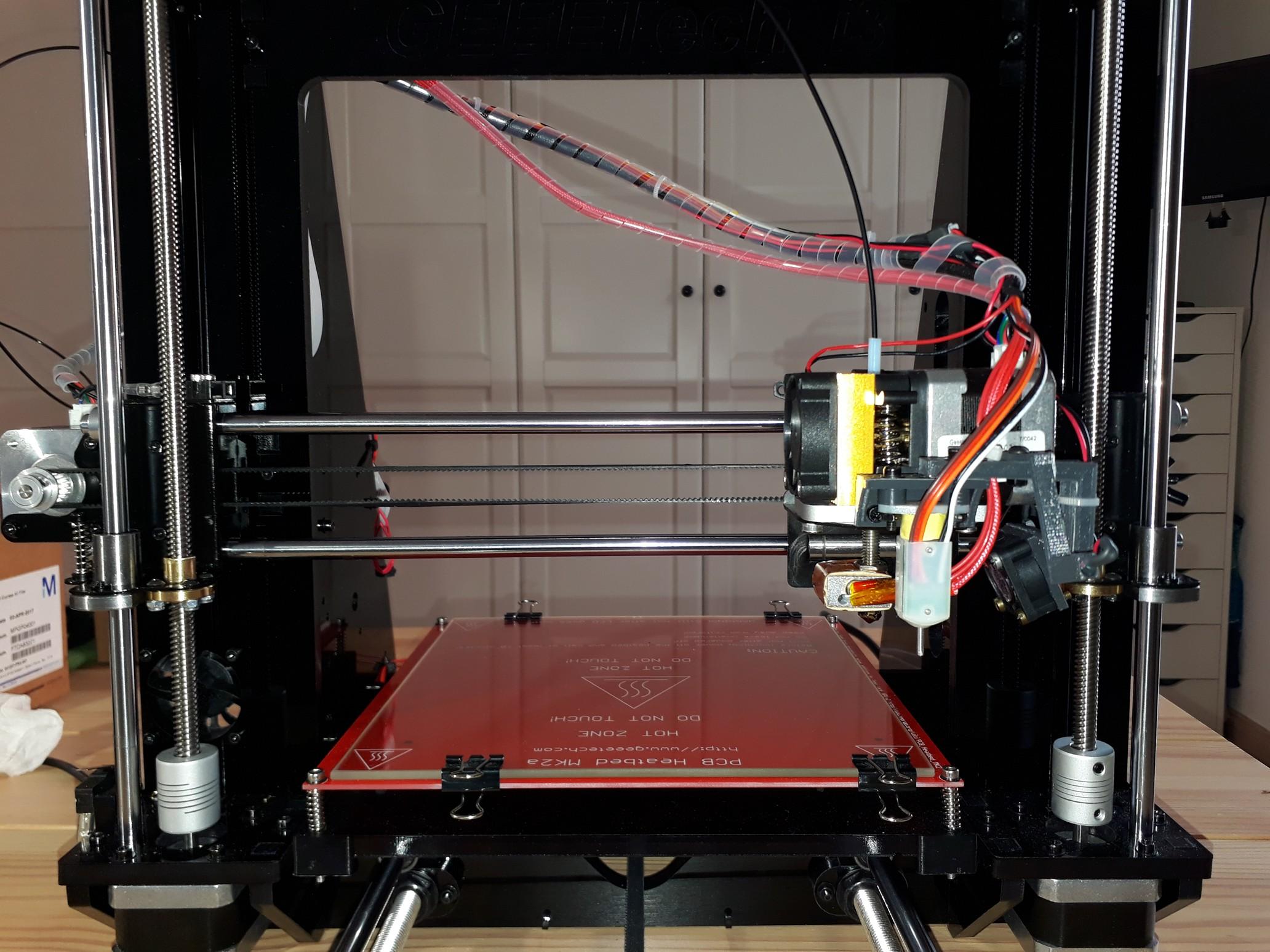
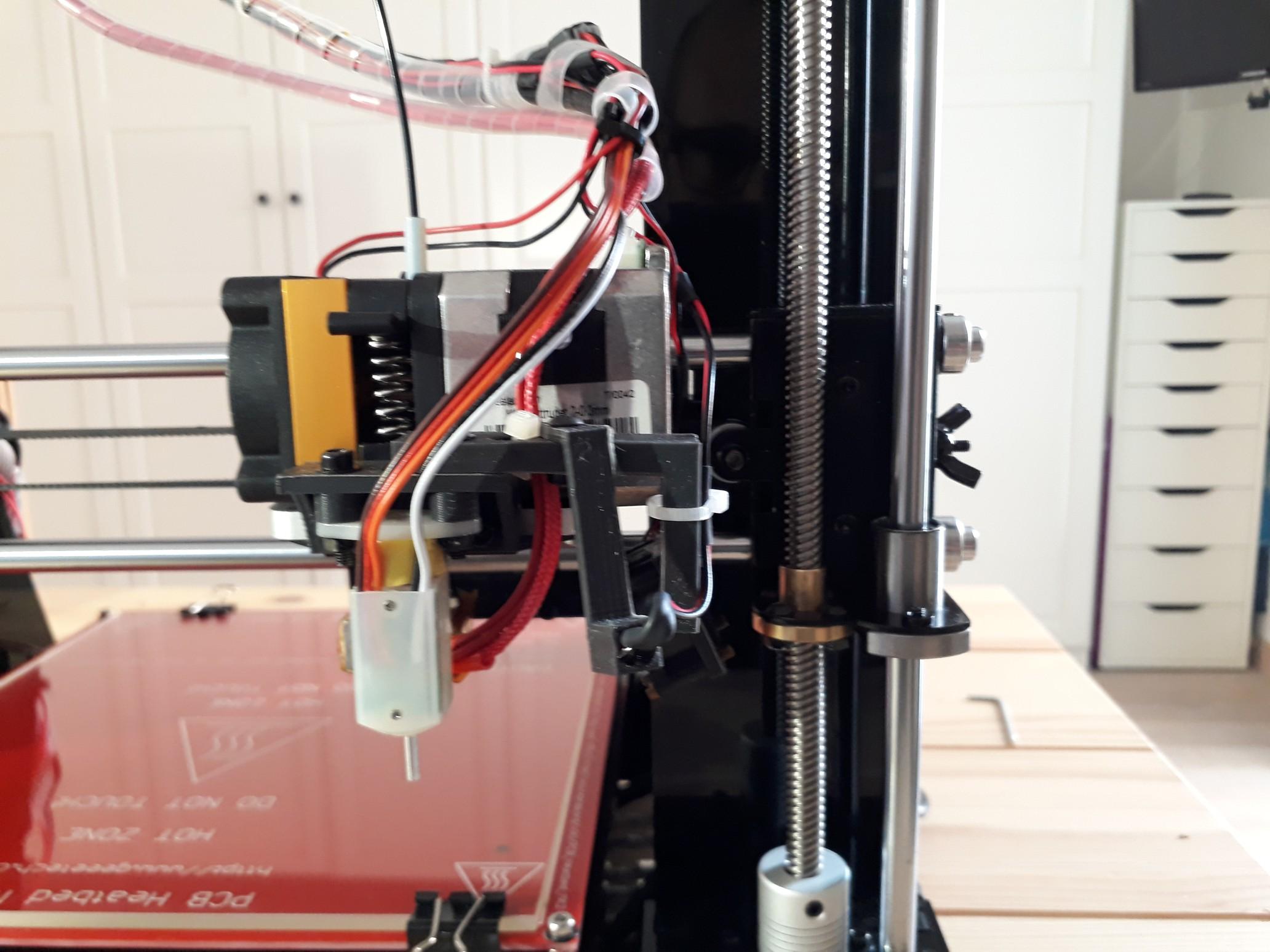
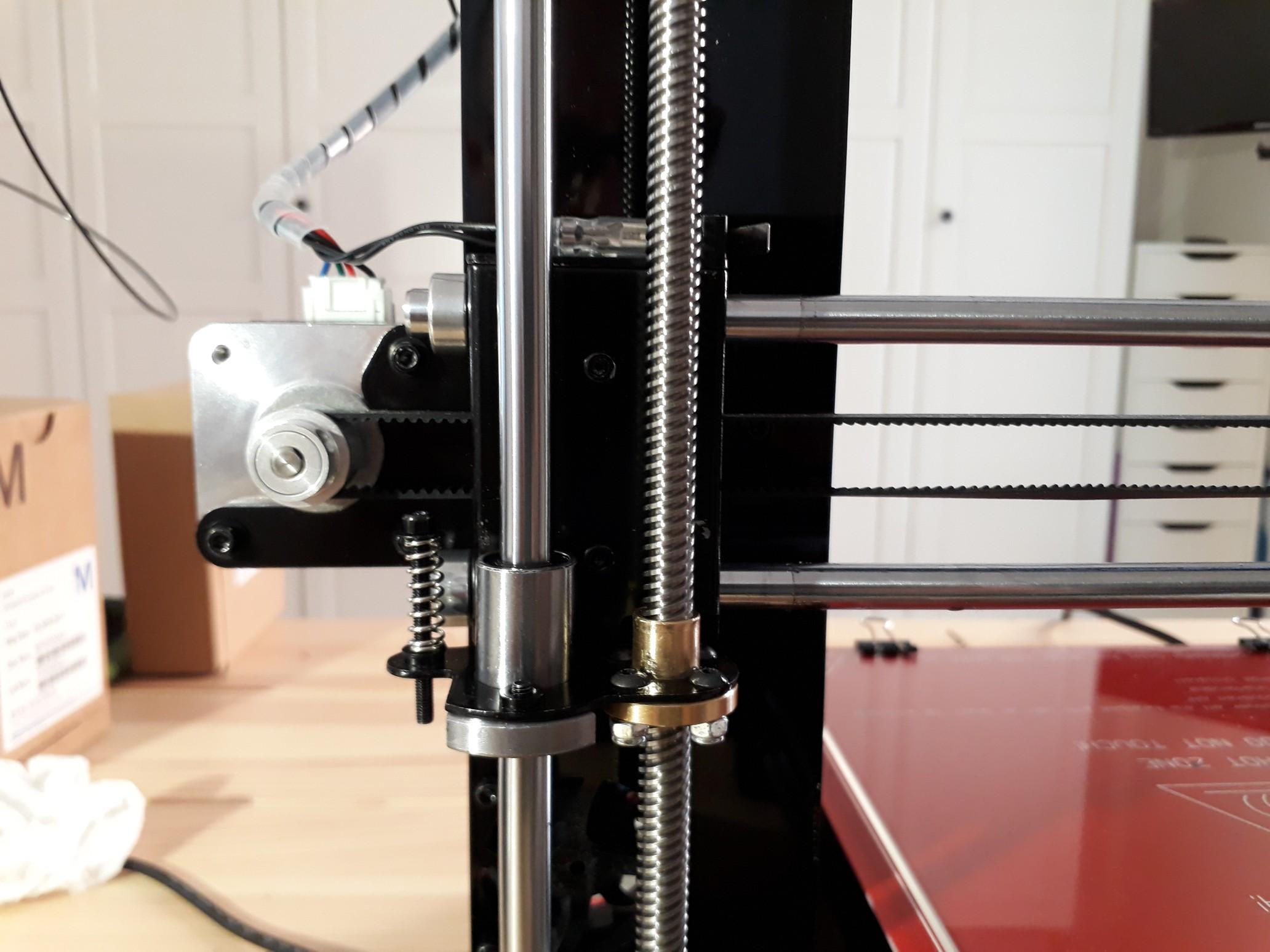
Posto foto tutto asse, poi parte destra e parte sinistra. Non so forse quando ho montato le nuove barre ho rimontato male le barre dell'asse X
-
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ragazzi, siccome non volevo darmi per vinto sul tenere una Vref così alta, per scrupolo ho fatto alcune prove. Non so forse può servire a qualcuno che ha lo stesso problema... Ho rimosso i due supporti superiori, quelli che tengono in asse barre lisce e filettate. Quindi ho lasciato in alto tutte e 4 le barre libere. Ho riportato il Vref dell'asse Z a 0,83. Ho liberato le barre filettate anche dal cilindro dell'albero motore. Ho provato a mano a girare le barre filettate ed andavano benissimo. Quindi le ho rimesse nell'albero e fissate. Lasciandole libere sopra facevo muovere via software i motori mentre io giocavo con le barre nella parte superiore, allargandole tra loro o stringendo un po, ed ecco che i motori con la vref originale si muovono senza piantarsi. Quindi ho rimontato i supporti superiori e riprovato... praticamente i motori funzionano normalmente solo quando l'estrusore e nella posizione di home X, vanno su è giù senza problemi, quando l'estrusore è al centro a alla fine dell'asse, quindi tutto a destra, i motori non riescono a muoversi. E come se il peso del blocco estrusore cambiasse non so la posizione delle barre orizzontali che lo reggono... perchè giocando anche su quelle i motori vanno in alcuni casi, difficile capire esattamente se quando provo ad allargare tra loro le scatolette nere di ferro in cui entrano, oppure se provo a stringere! Ci sarebbe una tecnica per capire quando le barre orizzontali dell'estrusore siano montate bene e che siano realmente parallele? Misurate con il calibro agli estremi hanno un offset di 80 micron... è l'unica cosa che posso misurare credo. Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ok grazie E quello che avevo trovato io. Sembra essere il migliore per montare cuscinetti -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Non proprio, la mia è una geeetech prusa i3 pro b in acrilico... -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Grazie Alep, ho letto il post, effettivamente il caso sembra un po diverso, nel mio caso le mie barre originali (fortunatamente) erano diritte, le stampa non venivano male. Ho fatto comunque l'upgrade delle barre trapezie perchè comunque è una miglioria notevole. Per sostituirle ho solo tolto i due pezzi sopra e le barre dell'estrusore, quindi secondo me non ho cambiato tanto la struttura in se della macchina. Per scrupolo però adesso ho controllato con il calibro varie cose, la distanza tra le barre filettate e lisce, tra le singole barre è la struttura di acrilico, a varie altezze, e gli offset sono in tutti i casi di decine di micron, non ci sono differenze che arrivano a 100 micron. Non so perchè io debba tenere una vref così alta. Comunque sono in attesa di fare un ultimo upgrade, sto aspettando che mi arrivino i cuscinetti per montarli in alto dove le barre filettate girano all'interno del buco fatto nell'acrilico, li effettivamente un po di gioco c'è. Non so però se questa modifica migliora solo la qualità o incide anche sullo sforzo dei motori per muovere gli assi. Adesso sto valutando su Thingiverse quale oggetto stamparmi per la I3 per montare i cuscinetti. Anzi se hai consgili a riguardo sono ben accetti :-) Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ottimo grazie, adesso è chiaro Si ieri durante la stampa controllavo anche il dissipatore del driver, praticamente tiepido, direi meno caldo dei driver X e Y che lavorano molto di più. Quindi direi che lo lascio così, se poi mi dovesse servire misurare la temperatura al lavoro ho una sonda termica per tester, per cui userei quella. Io ho una I3 Pro B della Geeetech -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Sapevo del surriscaldamento del motore, ho controllato nell'ultima stampa (però durata 40 minuti circa) ed i motori sembravano a temperatura quasi ambiente! Ma io penso anche ai driver... potrei bruciare il driver lasciandolo andare per molto tempo? Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Si. Tra l'altro con il driver spostato per non avere i motori che si fermano in salita durante l'auto levelling devo mettere 1.31 di vref. Ho provato un po di valori e se non tengo 1.31 mi si piantano!!! Non capisco! Ieri dovevo arrivare a 1.61v per non farli piantare. Se lo muovo io manualmente sembra che si muovino... ed anche bene, misurando col calibro se gli dico di farmi 10mm me ne fanno 10. Però se provo a fare una stampa, quindi con estrusore e letto in riscaldamento, se setto vref meno 1.31 mi si piantano già durante l'autolivellamento! Ma con le barre originali non mi succedeva. Eppure ho lubrificato il tutto, quando a macchina spenta giro a mano i raccordi barra/motore si muovono (sembra) con facilità! Devo dire però che la stampa viene benissimo.... ma posso tenere quel valore di vref per ore?!?! -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ciao Gigi, ho invertito i driver, riportando a 0.82 il Vref di quello che aveva modificato alzandolo a 1.64. Per scrupolo ho rimisurato il vref del driver che ho messo su Z, preso daY, e dai 0.82 che erano, nella nuova posizione mi da 0.77. Comunque ho provato a far andare l'asse Z, a scendere sembra vada, a salire niente.. i motori picchettano. In allegato il video di quello che succede in entrambi i motori... anche se ho inquadrato solo quello di sinistra per farlo vedere meglio... mail risultato è identico al destro... 20180524_213004_001.mp4 -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Si si è Y. Okkstasera provo e vedo che succede, e posto il video in caso di problemi. Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
No figurati 🙂 quindi riporto il vref a 0.82 come era in origine e poi lo scambio con quello accanto che sarebbe dell'asse Y giusto? -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Trovato il driver per i motori Z, sul pdf delle specifiche della 2560 della geeetech c'erano indicati i driver per tutti i motori. Da 0.82 che era la tensione originale l'ho dovuta portare ad 1.64 v per non avere motori che si stoppavano durante la salita. Spero sia corretto e che non siano troppi ampere sui motori. Però adesso mi arrivano fine in alto senza bloccarsi -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ciao Gigi, ho montato le barre. Controllato l'altezza con il calibro per metterle alla stessa. Quando i motori devono tirare giù l'asse tutto ok, quando devono tirarlo su il motore di sx si muove a fatica quello di dx non si muove affatto. Ho letto che devo aumentare la potenza usando il trimmer sul driver, ma quello che non ho trovato e su quale dei 4 che la GT2560 monta devo aumentare la potenza.... Controllando il Vref, partendo dal driver di sinistra io mi trovo un 0.72 volt, poi 0.82, poi 0.82 ed infine 0.92 Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ok grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ok grazie, allora infatti posso tenere quelli originali. Stasera monto le barre... poi se ho capito bene i passi da modificare nel firmware sono 400 al posto di 2560. Ed eventualmente fare delle prove per modificare il 400 con valori più appropriati. -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
grazie Gigi ma io non mi riferivo ai dadi filettati, quelli mi sono arrivati con le barre, e lo so non hanno i buchi filettati ma a casa di viti m3 ne ho di varie misure, dadi anti bloccanti pure. Io mi riferivo al giunto che collega l'albero motore alla barra, allego foto... avevo capito che anche questi andavano sostituiti...
-
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Alla fine ho preso le barre trapezie :-) Per scegliere i cilindretti cosa devo guardare? sembra che tutti siano da 5 a 8 mm ma non indicano se per barre trapezie oppure no. Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Si pensavo anche io a le barre suggerite da te... è che costano 14 euro ciascuna...quindi 28 euro. Volevo risparmiare un po sulle barre, ma non so cosa prendere in alternativa a quelle. Tra l'altro se prendo le barre suggerite da te, devo sostituire anche i due cilindretti? Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
In uno dei 2 mi si è incastrata un pezzo di vite m3 spezzandosi. Quindi se voglio recuperarlo, togliendo il filetto rimasto dentro, devo metterlo in trapano verticale e praticamente provare a rimuovere... potendo rovinare il pezzo o la filettatura dentro, volevo farmi un backup...