Suchigno
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Suchigno
-
Geetech I3 PRO W Problemi Sensore 3D Touch
Suchigno ha risposto a trias nella discussione La mia prima stampante 3D
Sembrerebbe proprio il sensore, anche se 2 provati e danno lo stesso problema sembra strano. Forse sono test che hai già fatto, ma proviamo a capire dove sta il problema tra scheda, firmware e sensore. Se sui pin della scheda, quelli dell'end Z, ci rimetti il micro switch, poi dai l'auto livellamento, quando premi lo switch, l'asse Z smette di scendere e si ferma? Se si allora scheda e credo firmware sono a posto. Par quanto riguarda il firmware hai scritto fw adattato per autolivellamento. Cosa intendi? hai preso l'originale ed hai fatto le modifiche indicate oppure hai uplodato sulla scheda direttamente il firmware rilasciato dalla geeetech già per il bltouch. Io ho scaricato il FW per la gt2560a+ 3D touch, quindi non ho modificato niente sul firmware, Purtroppo non ho mai usato il tester per i pin di endZ del sensore, per cui non posso aiutarti su questo. Posso dirti che si, quando il pin del tocco del sensore va su, dovrebbe chiudere i due pin ed il tester dovrebbe darti 0 oppure farti il beep del corto dei due pin. -
Geetech I3 PRO W Problemi Sensore 3D Touch
Suchigno ha risposto a trias nella discussione La mia prima stampante 3D
Ciao, hai provato a fare un finto tocco? Ovvero quando il sensore sta scendendo verso il piano bloccalo tu... anche mettendo il dito. Se appena il sensore lo rileva torna su e di conseguenza l'asse Z va un po su, allora il sensore funziona ed è collegato correttamente. Io ci ho perso 2 settimane per capire perché andava giù spingendo sul piatto, era il piano non proprio ben livellato ed il blocco estrusore non perpendicolare al piatto. Smanettandoci un po sono riuscito a metterlo perpendicolare e non mi ha più dato problemi. Ovviamente do per scontato che la posizione verticale del sensore sia come da specifica cioè 2 mm sopra l'ugello, con il pin ritratto. -
temperatura estrusore instabile
Suchigno ha risposto a paklos nella discussione Hardware e componenti
Ciao, da una settimana, dopo qualche mese che stampo con la mia Prusa i3 Pro B Geeetech, la temperatura dell'estrusore ha iniziato ad essere instabile. Leggendo il topic ho capito quali potrebbero essere le cause. Ma a me lo fa anche da fermo. Quando preriscaldo l'estrusore e lo porto a temperatura inizia ad oscillare con offset di 20-30 gradi. Questo però succede solo quando ha raggiunto la temperatura impostata... cioè mentre lo riscalda sembra che sia lineare. Poi, per esempio se setto a 245°, appena raggiunti, inizia da un secondo all'altro a darmi 230, 220 ecc a volte poi supera i 260 e va i n blocco riportandomi l'errore di max temp. Se avvio una stampa ovviamente ci mette un po a partire perchè devo aspettare che durante le oscillazioni lui si prenda quella settata per la stampa, poi una volta avviata stampa lo stesso ma un paio di volte mi ha bloccato per il max temp. Questo penso sia dovuto al fatto che se lui legge una temperatura più bassa accende la cartuccia e riscalda ancora anche se non ci sarebbe bisogno. Voi dite che facendolo anche da fermo devo rimuovere il nastro arancione che copre il blocco scaldante, il cotone, e provare ad avvitare la vite che tiene fermo il sensore di temperatura? Eventualmente potrei fare solo un buco a nastro/cotone per raggiungere la vite, oppure devo per forza rimuovere il tutto? Grazie -
Scelta estrusore per Prusa i3 Pro B
Suchigno ha risposto a Suchigno nella discussione Hardware e componenti
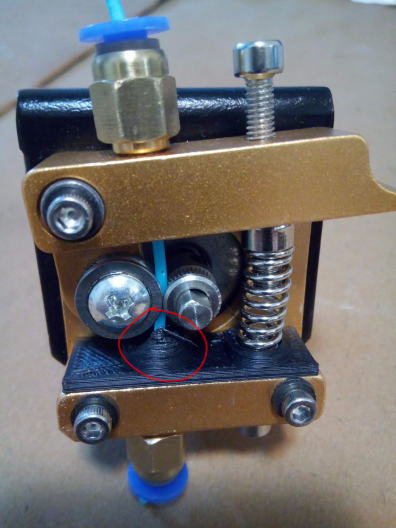
Ciao Alep, grazie. Purtroppo quel guidafilo è già montato... avendo montato il blocco di alluminio al posto di quello della Geeetech, ho preso quell'oggetto dal forum, ha funzionato bene per gli altri filamenti, ma per la gomma il problema si crea tra ingranaggio/cuscinetto e ingresso guidafilo,nonostante sia molto vicino ed il gap è poco. Ho aggiunto un cerchio rosso alla tua immagine per indicare dove si attorciglia il filo
-
Avrei l'esigenza di cambiare blocco estrusore sulla mia Prusa i3 B Pro della Geeetech. Attualmente ho montato l'originale, stampando ABS e PLA senza problemi e con buon risultati. Adesso però devo stampare dei filamenti in gomma (conduttiva e non) e sto avendo dei problemi... dopo qualche centimetro di estrusione, il filamento inizia ad attorcigliarsi e non spinge più correttamente nella gola (se pur ho impostato parametri generali suggeriti per stampare gomma e filamenti morbidi). Cercando in giro ho visto che non tutti gli estrusori sono compatibili con quel tipo di filamento. Vorrei sapere quale estrusore potrei comprare, compatibile con la stampante in possesso (modifiche permettendo), che possa migliorare la stampa ed ovviamente che mi permetta di stampare filamenti flessibili. Grazie
-
Montare dado su barre T8 con molla anti-backlash
Suchigno ha risposto a Suchigno nella discussione Hardware e componenti
Ciao Gigi, ho montato i dadi con molle. Lubrificato barre e dadi, verificato l'allineamento delle barre ecc. Tutto ok, i primi layer della stampa erano perfetti. Il problema è sorto dopo 3-4 layer, il dado di sx, quello del lato del motore, mi rimane indietro rispetto all'altro. Poggiando le dita su entrambi i cilindri di collegamento albero motore-barra T8, noto infatti che il motore di destra mi fa i micro passi sia per portare su l'asse sia per portarlo giù, mentre quello di sx, lato motore, quando deve andare giù ok, ma quando deve portare su sento che scatta e non ce la fa... come se non riuscisse ad alzare l'asse per il peso del motore. Per cui dopo pochi layer mi ritrovo che a destra l'asse è dove dovrebbe stare, a sinistra invece è di 1-2 millimetri più giù, quindi si blocca tutto ecc. Immagino che se lo lascio andare ancora il gap tra i due aumenta quindi dopo 2-3 millimetri di differenza fermo tutto. Ovviamente me ne sono accorto solo durante la stampa, dove il motore fa pochi passi, se lo muovo con i comandi per andare su e giù rimangono sempre allineati... per l'auto livellamento stessa cosa, funziona tutto e me li porta allineati durante i 5 punti di calibrazione del piano...controllo con il calibro all'inizio ed alla fine. Con i vecchi dadi T8 questo non mi succedeva, cosa potrebbe essere? Aumentare ulteriormente la vref del controller? E' già ad 1.1 Grazie -
Montare dado su barre T8 con molla anti-backlash
Suchigno ha risposto a Suchigno nella discussione Hardware e componenti
Ottimo Gigi, grazie. Immaginavo, bastano pochi mm di distanza. -
Montare dado su barre T8 con molla anti-backlash
Suchigno ha pubblicato una discussione in Hardware e componenti
Ciao, come da titolo vorrei montare sulle barre T8 della mia Prusa I3 Pro B i dadi con molle anti-backlash. Cercando in rete non capisco quale sia il modo più corretto per montarle. Alcuni la montano con il dado nella parte superiore, altri al contrario. Poi i due pezzi filettati, in alcuni casi li vedo avvitati a battuta... praticamente chiusi tra loro, altri li montano lasciando qualche millimetro tra l'uno e l'altro ma incastrando le linguette (che poi credo sia più logico visto che devono ammortizzare gli spostamenti). In allegato sotto la foto del dado di cui parlo. Grazie
-
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Credo di aver capito perchè non va, la molla spinge troppo, anche se la vite è messa la minimo, e fa troppo grip sul filamento. Sia a freddo che a caldo, se io premo un po sul perno allentando il grip tra cuscinetto ed ingranaggio, il filamento esce correttamente ed il motore non ticchetta. Eppure la molla è quella originale del blocco di alluminio. Adesso cerco di capire dove trovare una molla che spinge meno. -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Alep ti aggiorno sulla situazione., perchè non ne vengo fuori 😞 Avendo smontato gola ecc ne ho approfittato per fare un'estrusione a freddo,a vuoto, senza gola, in modo anche da rifare la taratura dei passi/estrusore. Quindi dopo aver abilitato l'estrusione a freddo ho provato a fare i 10 cm di estrusione segnando sul filamento la misura. Bene, tutto scorreva regolarmente ma poco dopo 5 cm di movimento del filamento il motore di nuovo inizia ticchettare e non sposta più il filo. Provato più volte, sempre dopo circa 5 cm il motore si pianta e non spinge il filo. Quindi c'è qualcosa che non va nel motore a sto punto. MA perchè sempre dopo 5 cm?!? Oppure potrebbe essere che quando ho abbassato le velocità nel firmware, per avere stampe più precise, ho modificato anche l'accelerazione o velocità di quel motore? -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Comunque ho deciso di smontare l'ugello e dargli una pulita, il cambio di filamento forse lo ha intasato... il filamento forse aveva polvere addosso, per cui un tentativo che non avevo fatto era appunto di pulirlo, adesso lo stasato, ho rimosso quello che c'era dentro e liberato il foro. Stasera proverò a rimontarlo e vedere come va. Vorrei però capire una cosa, quando ho cambiato il blocco da originale geeetech ad alluminio, l'ingranaggio spingifilo aveva una dentatura diversa rispetto all'originale, questo incide sui parametri da cambiare nel firmware per i passi del motore rispetto all'estrusione da fare? Se si, quale sarebbe il parametro nel marlin? DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400,93} l'ultimo parametro? Grazie -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ti riferisci alla vite che tiene il cuscinetto oppure a quella dell'ingranaggio sull'albero motore? Grazie -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ok lascio perdere il cambio motore. Per il resto sono controlli che ho già fatto, quando qualche settimana fa ho cambiato il blocco da originale geeetech ad alluminio, ho montato tutto quello che c'era nel kit, quindi il cuscinetto (con gola), l'ingranaggio ecc ecc. Tutto nuovo e tutto pulito e ben centrato sul filamento. Tra l'altro ho anche aggiunto un pezzo che hai pubblicato tu in un post che fa da scorrifilo dall'ingranaggio alla gola, che effettivamente il kit di alluminio ne era sprovvisto. Controllato anche la vref, provato a portarla anche a 1.2 volt, ma il risultato non cambia. -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ciao Alep, sono stato via un po di giorni quindi non ho potuto fare prove. Ho ripreso il tutto oggi. Ho controllato, la gola ha il teflon dentro, fino all'estremità dove poi trova l'ugello. Come ti accennavo nel post precedente ho provato a rimettere il vecchio filamento in ABS, che non mi dava problemi, ed il problema c'è. L'ingranaggio spingi filo praticamente scatta sempre, il filamento esce solo quando spingo io a mano, e soprattutto esce bene quando premo la molla, quindi l'ingranaggio non grippa sul filo. Non so, avendo sostituito gola, dado, nozzle tutto nuovo, o rimetto il vecchio estrusore (nozzle, gola e dado vecchio) oppure che sia il motore a dare problemi? Anche quando do il comando di ritrarre il filamento, prima andava, adesso scatta anche li e per tirarlo su devo farlo a mano. Questa cosa non l'ha mai fatta. Secondo te dovrei provare il motore di un asse al posto di quello dell'estrusore? -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Si ok allora è montato correttamente. Che poi è come era in origine al blocco geeetech. Per quanto riguarda i cavi non credo siano rotti. Anche perché quando ho messo gola, dado, ugello nuovi, c'erano anche i cavi nuovi dentro e li ho lasciati, non ho montato i vecchi. Proverò a rimettere il filamento ABS che non mi dava problemi per vedere se il problema scompare. -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
La temperatura per il filamento dice da 180 a 210, io ho provato anche ad arrivare a 235 ma non cambia il risultato. Le dimensioni dell'oggetto sono di poco superiori al cubo, circa 3cm quadrati, rispetto al 2x2 del cubo credo cambi poco. Se la gola è la vite in cui passa il filamento dall'alluminio all'ugello, quella non è raffreddata. O meglio la ventola è montata sul dissipatore attaccato al blocco di alluminio. Non sapevo si dovesse raffreddare... con l'abs stampavo a 240 e non l'ho mai raffreddata. Uso repetier host, ma non conosco il parametro per mantenere costante l'ugello, non dovrebbe farlo di default? -
Problema estrusione Geeetech I3 pro B
Suchigno ha risposto a egy1982 nella discussione Problemi generici o di qualità di stampa
Ciao ragazzi, scrivo qui visto che l'argomento è lo stesso. La mia stampante è quella in oggetto alla discussione, ed anche io ho montato il blocco in alluminio sul motore, al posto di quello originale geeetech. Mi è saltato fuori un problema. Ho stampato per un bel po dell'ABS senza alcun problema, poi qualche giorno fa ho cambiato filamento in PLA, tra l'altro ho preso un filamento con delle buone recensioni. Ho fatto il mio cubo per ritarare il tutto e lo ha fatto senza problemi. Poi non so perchè l'estrusore ha cominciato a darmi dei problemi, o meglio il motore che spinge il filamento ha iniziato a ticchettare, prima poco, quindi poca mancanza di estrusione, poi praticamente sempre ed il filamento rimane li e non viene estruso. Vi faccio la lista delle cose che ho fatto per cercare di risolvere: - varie misure con il calibro sull'effettivo diametro del filamento, poi fatta la media - aumentato vref motore - controllato la puleggia dentata, tutto pulito - ridotta la velocità di estrusione - avvitata e svitata la vite del blocco di alluminio, che dovrebbe aumentare/diminuire il grip sul filamento - provato tutte le temperature fornite dal produttore di filamento, dal minimo al massimo ed anche 10 gradi in più - alla fine pensando che si fosse intasato il nozzle ho pure sostituito il blocco estrusione, nozzle, dado riscaldante e vite che lo collega al blocco motore, ne avevo uno nuovo quindi pulito Non so più cosa provare, le prime due stampe erano venute bene. Tra l'altro anche se volessi ritarare gli step per l'estrusore non credo riesco a farlo perchè slittandomi sul filamento otterrei una misura non reale rispetto ai passi eseguiti dal motore. Suggerimenti su cosa posso fare per risolvere? Aggiungo un ultima cosa, se a mano spingo io il filamento mentre il motore rimbalza allora smette di ticchettare ed esce correttamente. Grazie -
Risparmiare qualche minuto in avvio della stampa
Suchigno ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Eccole: ; generated by Slic3r 1.3.1-dev on 2018-06-17 at 22:53:31 ; external perimeters extrusion width = 0.33mm (1.44mm^3/s) ; perimeters extrusion width = 0.40mm (2.12mm^3/s) ; infill extrusion width = 0.38mm (2.66mm^3/s) ; solid infill extrusion width = 0.40mm (1.41mm^3/s) ; top infill extrusion width = 0.40mm (1.06mm^3/s) M107 M190 S60 ; set bed temperature and wait for it to be reached M104 S220 ; set temperature G28 ; home all axes G29 G1 E10 F120 G1 Z5 F5000 ; lift nozzle ; Filament gcode M109 S220 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 G1 Z0.250 F7200.000 G1 E-2.00000 F2400.00000 G92 E0 G1 X84.650 Y85.654 F7200.000 G1 E2.00000 F2400.00000 G1 F900 G1 X86.412 Y84.115 E2.10854 G1 X88.587 Y83.254 E2.21709 -
Risparmiare qualche minuto in avvio della stampa
Suchigno ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Ciao Alep, grazie, quando io mando in stampa automaticamente mi vanno a temperatura letto ed estrusore, quando entrambi sono a temperatura impostata fai l'autolevelling e poi inizia a stampare. Comunque io da un po di tempo vado a temperatura sia di estrusore che di letto, a mano, una volta raggiunta, estrudo 10mm o fin quando lo vedo uscire, e poi parto con la stampa che a quel punto mi parte subito perchè le temperature ci sono già. E poi si ho aumentato lo skirt per avere più estrusione prima che inizi la stampa. -
Z probe offset from extruder non funziona
Suchigno ha risposto a metaleon nella discussione Problemi generici o di qualità di stampa
Ok allora farò il riavvio della scheda, tanto non ci mette tanto. E che ho due piatti in vetro, uno originale della Geeetech, uno acquistato da me, che dichiarato dava 3 mm, in realtà sono 2.88. La cosa strana e che che con il piatto della geeetech devo mettere 0.6, con quell'altro devo mettere 0.3 Con l'autolivellamento questa cosa non dovrebbe cambiare ma invece cambia. Non capisco ma mi adeguo :-) -
Z probe offset from extruder non funziona
Suchigno ha risposto a metaleon nella discussione Problemi generici o di qualità di stampa
Ma se è solo la precisione della manopola, comunque dovrebbe portare il valore anche inferiore a 0.5, magari con step più grandi di 0.1 ma dovrebbe farlo. Oppure è proprio la rotazione della manopola che non porta ad avere step superiori a 0.5? Anche se in altri parametri sembra averli... -
Z probe offset from extruder non funziona
Suchigno ha risposto a metaleon nella discussione Problemi generici o di qualità di stampa
Io ho un problema con lo Z_PROBE_OFFSET_FROM_EXTRUDER. Firmware Marlin con 3D Touch (A+), quando inserisco in questo parametro il valore -3 e ricarico il firmware, tutto funziona, mi tiene il parametro e lo vedo da LCD, Controllo --> Movimento --> Zoffset ecc ecc Quando però voglio da LCD, manopola, cambiare questo valore, appena cerco di editarlo il parametro mi va a 0.5 minimo e non riesco più a metterlo a 0.3 (se non riavviando la scheda). E come se ci fosse un limite inferiore che viene caricato quando si entra nella modalità di modifica. Ho cercato nel file configuration.h quale potrebbe essere questo parametro ma non ho trovato nulla. E possibile capire da dove prende questo valore per poterlo cambiare? Grazie -
Risparmiare qualche minuto in avvio della stampa
Suchigno ha risposto a Alep nella discussione Software di slicing, firmware e GCode
Ciao, io ho un problema con lo Start G-code di Slic3r (lo Start G-code di printer setting). Questo è il codice che ho io: G28 ; home all axes G29 G1 E10 F120 G1 Z5 F5000 ; lift nozzle La riga in grassetto l'ho inserita io perché voglio che proprio prima che parta la stampa, mi estruda 10mm di filamento. Questo perchè durante l'auto livellamento, mentre fa i 5 punti di calibrazione, l'estrusore si svuota un po colando filamento, per cui quando inizia a stampare prima di estrudere filamento a volte non basta stampare skirt o i primi brim. Il problema e che non sempre mi estrude i 10 mm che chiedo, non capisco con quale logica a volte li estrude ed a volte no. Escludo il fatto che me li estruda mentre fa l'autolivellamento perchè non sento il motore dell'estrusore, ne vedo muovere filamento. Cosa può essere? Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ok. Cioè aumentare il valore 400 o diminurlo, che ho inserito con le nuove barre? Grazie -
Geeetech i3 - Pareti "zigrinate"
Suchigno ha risposto a PowerRS nella discussione Problemi generici o di qualità di stampa
Ciao Gigi, ho stampato il cubo calibrazione.stl, la versione 40x40x4, è venuto bene, le dimensioni sono 40x40 perfette. In altezza però ha fatto un 3.5 e non 4. Cosa può essere? Considerando che se testo l'asse Z dandogli il comando per andare su o giù di 10 per esempio lui mi fa i millimetri esatti... Poi ho notato che se rimisuro con il calibro, a fine stampa, l'altezza dei due dadi sulle barre filettate, c'è una piccola differenza... di 1 millimetro. Prima di iniziare la stampa li metto sempre a misura uguale. Poi me li ritrovo ad altezza diversi