

StefanoV
-
Numero contenuti
32 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da StefanoV
-
-
46 minuti fa, marcottt dice:
bestemmiare forte aiuta.... mettere i supporti dentro ai filetti.... aiuta (ma aiuta a bestemmiare non la stampa...)
Ahahahahaha ho risolto alla fine.
Come detto prima, i fili all'interno dei cerchi erano per la frizione nel tubo. Usare olio di vaselina su una spugna in cui faccio passare il PLA, mi ha risolto tutto... ma prima o poi prendo il capricorn (anche se essendo 1.9mm di diametro interno anzichè 2mm come quello classico, rischio molto se dovessi provare fili di bassa qualità con diametro troppo variabile).
Riguardo la filettatura, era una opzione di cura chiamata: Stampa prima la parete esterna rispetto a quella interna. 🤦♂️🤦♂️
Praticamente con quella opzione, la stampante andava a stampare prima la parte esterna della filettatura che poggiava SUL NULLA, e poi l'interno... e quindi ovviamente faceva i fili perché non attaccava! Mi creava inoltre il "seam" che dava spessore alla vite non facendola entrare.
Ho tolto quella opzione, ho messo 0.15 di tolleranza sulla filettatura (ed un fillet per non far consumare la filettatura), e non ha più fatto fili e la filettatura gira perfetta senza giochi e ne forzare.
Ora mi sento soddisfatto (e devo trovare un altro passatempo per questa quarantena, visto che la stampante è tarata al millesimo ormai ahahah)
😁
-
 1
1
-
-
4 ore fa, marcottt dice:
può anche essere il nozzle che inizia a deteriorarsi... oppure il materiale umido... però i primi mi sembravano linee non appicicate al piatto
Forse ho capito:
Le prime linee all'interno (prima foto) erano per il tubo, ed ho risolto con l'olio.
Le altre di oggi, sono per la filettatura.... è come se non riuscisse a gestire l'overhang della filettatura del dado.
Ci sono regole particolari per stampare un dado con la filettatura? Tipo usare i supporti o roba simile?
-
1 ora fa, marcottt dice:
può anche essere il nozzle che inizia a deteriorarsi... oppure il materiale umido... però i primi mi sembravano linee non appicicate al piatto
Come dicevo ho già cambiato ugello a causa del clicking pensando fosse bloccato, e i fili sono da metà modello fino alla parte più alta (dalla foto sembrano sullo strato inferiore, ma non lo sono).
AGGIORNAMENTO:
Ho appena cambiato l'olio sulla spugnetta che pulisce il filo mettendo l'olio di vaselina, ed ha appena finito di fare fili.... non ne ha fatti più neanche abbassando la temperatura di nuovo a 205.Quindi mi sa che è un problema di lubrificazione interna del tubo bowden, solo che non capisco: come si formano questi fili? perché la pressione eccessiva provoca questi fili? capisco il clicking a lungo andare appunto per la pressione interna, ma i fili nel bordo interno che AUMENTANO ALL'AUMENTARE DELL'ALTEZZA, è proprio strano...
-
25 minuti fa, marcottt dice:
a me quello non sembra stinging ma piuttosto i primi layer che non aderiscono bene
Ma non sono i primi, mi succede anche a metà o per tutta l'altezza del vaso...
-
Salve a tutti,
ho un problema con la stampa delle forme circolari con la mia CR10-Mini.
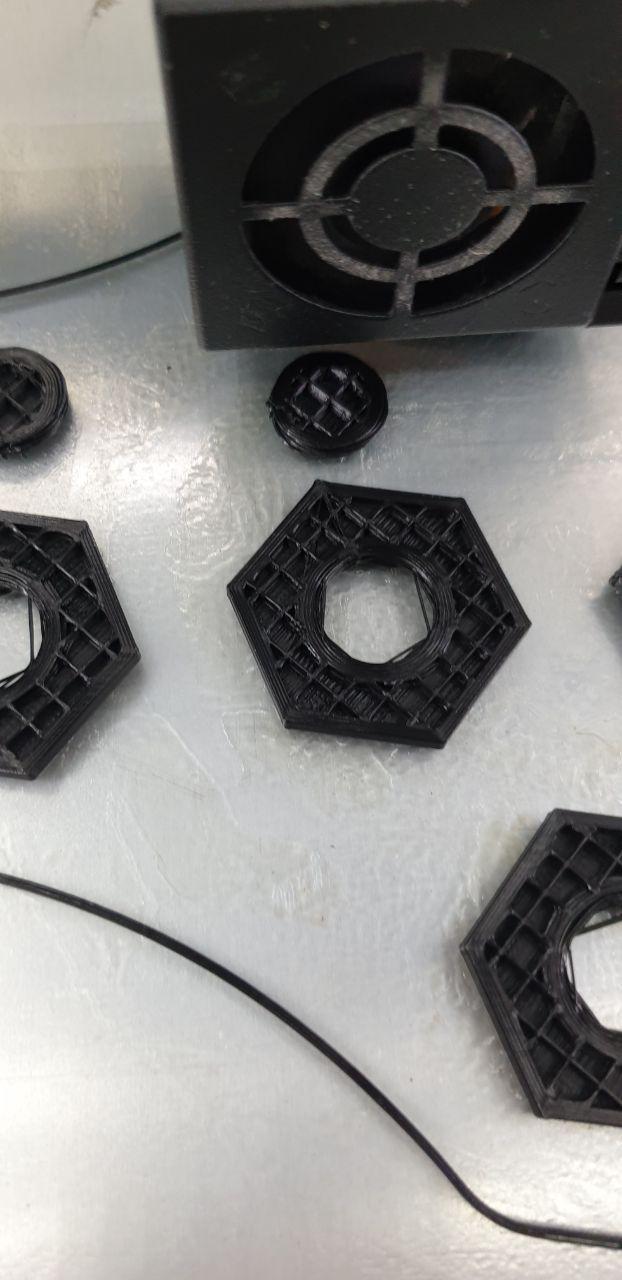
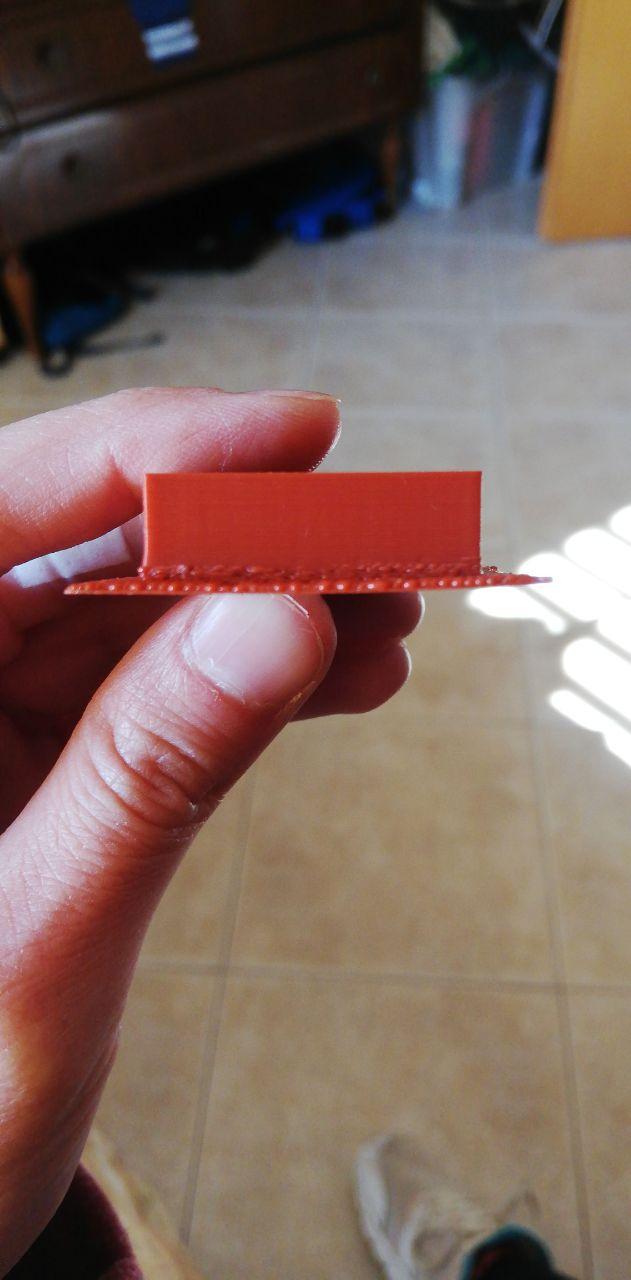
Praticamente, quando stampo qualcosa che abbia un buco circolare all'interno, mi trovo molto stringing all'interno: allego foto per far capire il problema e poi i parametri di stampa.

Le foto con i dadi sono la stampa che ho in corso in questo momento per testare la tolleranza quando progetto le filettature in fusion 360.
La temperatura di stampa (uso solo PLA Filoprint) che utilizzo di solito è 205° (la prima foto con il cerchio), mentre nei dadi ho usato 210 (e si vede che è gia troppo) ma cosi sembra che faccia meno fili, o forse li fa piu spessi, non saprei (appena finisce la stampa vedrò).
Ho controllato nello slicer (Cura 4.5) e la testina non passa al centro del cerchio neanche nel travel, quindi non ha senso che ci siano quei fili.
E' come se il bordo interno non attaccasse e quindi tirasse dritto scollandosi dal layer, cosi ho sceso la velocità di stampa bordo interno da 50 a 25 come per le pareti esterne, ma non è cambiato nulla.
Ho letto che poteva essere un problema di pressione dentro al tubo bowden, cosi ho preso del grasso al PTFE lubrificante, l'ho messo su una spugna, e faccio passare il filo li in mezzo... appena messo ieri sembrava che il problema si fosse ridotto... ma oggi con i dadi sembra sia tornato...
Cosa potrebbe essere?
La mia ragazza ha la Ender 3 ed usa Cura 4.5 come me, e tutto viene stampato perfetto da lei...
Sarei tentato a prendere il Capricorn PTFE tube, ma se il problema non è quello, mi scoccia spendere quei soldi a vuoto (anche se è un bel upgrade utile a quanto ho visto).Ultimo dettaglio che non so se è correlato: Quando faccio stampe molto lunghe (oltre le 4 ore di solito), ottengo del clicking nell'estrusore ed i fili aumentano all'interno dei cerchi (me li trovo dentro anche nei vasi con la modalità spirale di cura ad esempio)... ho provato a mettere estrusore in metallo, cambiare ugello, alzare temperatura, e rifare il livello del piatto (che è perfetto quindi non centra), ma non è cambiato nulla... mi viene da pensare seriamente che il tubo ptfe stock si sia deformato e crea pressione nell'hotend.
Mi era già capitato appena presa la stampante, e la creality mi invio l'intero blocco di hotend, tubo, ecc... e mettendo il nuovo si risolveva per qualche mese... ne ho 2 di riserva.... ma non è che ogni 4 mesi posso comprare 36€ di hotend stock dalla creality 😄 vorrei capire il problema...
Voi che dite? E mi consigliate il Capricorn o non cambia nulla? Cosa può essere?
Grazie.
-
Problema risolto ragazzi!
Praticamente l'accoppiatore ha le viti probabilmente difettose: se lo metto a metà dell'albero del motore Z, nel salire si sposta piu in alto, e nello scendere scende... come se le viti non bloccassero l'accoppiatore all'albero del motore e forse anche alla barra filettata.
E' strano perché avrebbe proprio dovuto skippare step e non fare cosi... eppure, portando l'accoppiatore a tipo 2mm dalla base dell'albero del motore, e la vite tutta fino a dentro, ora stampa perfetto.
E' assurdo perché ovunque ho sempre visto che va montato non tutto dentro, e che la vite va staccata dall'albero del motore... ma a quanto pare se le viti non tengono bene, con le vibrazioni hai un cedimento.
Risultato, stampa perfetto ora.
-
2
-
-
Oliato e ingrassato nuovamente tutto, purtroppo non è cambiato nulla.
Però è assodato che il problema è quello, perché se forzo con la mano ad alzare il lato frontale del ponte, e do il comando di alzare 1mm, si alza tutto perfettamente. Se poi torno a Z home e lo faccio rialzare senza tenerlo con le mano, allora rifa il problema...
Eppure qualcosa non mi torna. Se una parte del ponte rimane indietro, perché se alto o abbassò di 1mm a mezz'aria non lo fa, ma se parto dallo stopper di Z si? Cioè perché a mezz'aria riesce a rimanere a livello tanto da alzare il ponte intero, mentre partendo dalla home, il primo mm alza solo la parte frontale?
-
4 ore fa, jagger75 dice:
allora sempre col mio okkio di falco ho notato che quando alzi di 2 mm e riabbassi subito l antivibrante della barra trapzoidale si allarga in modo anomalo e si retrae in ritardo
cio vuol dire che sta sforzando da un lato
percui alza di 10 cm il ponte
pulisci bene le barre lisce con qualche sgrassante che tolta tutto
poi olia o ingrassa non bene ma benissimo sia le barre lisce che la barra trapezoidale abbonda se usi olio e fai entrare bene nei cuscinetti guida
se hai una barra filettata per lato con hai propri lati barre lisce è meccanicamente inpossibile che alzando al centro una delle due barre rimane piu giu di un millimetro a meno che non sia tutto non ingrasato oppure le boccole dei cuscinetti guida sono si sono slabbrate
percio inizia ad oliare o ingrssare tutto bene e fai fare sue giu una 20ina di volte in modo che si lubrifichi anche dentro hai cuscinetti
se ancora fa gioco cambia i cuscinetti perche non sono piu rettificati o almeno puo essere che per qualche intoppo si siano deformati
non conosco la stampante ma è il meccanismo di alzata è simile all alzamento dei piatti delle corexy barra trapezoidale al centro che tira e 2 barre lisce che guidano hai lati se una non è ingrassata o non scorre si piega tutto
fai questa prova male che vada hai dato una bella ingrassata a tutto fidati 😉
p.s. non ho capito se la stampante è nuova o no ma verifica anche gli interasse delle barre lisce sopra sotto e della struttura e sopra e sotto hai cuscinetti del ponte devono corrispondere lgicamente
puo essere che all inizio delle barre non sia oliato dopo che ha superato lo strato secco e trova le barre oliate va da dio
Domani controllo tutto per bene allora, grazie!
Per risponderti ad alcune cose:
- Non ha doppia barra filettata
- E' nuova appena comprata su Banggood e da subito ha fatto questo difetto. (anzi appena ho fatto Z home appena accesa, vibrava e andava a scattoni... poi con l'uso e spalmando il gia presente grasso ha iniziato a farlo meno)
- Prima di scrivere l'ultimo messaggio, ho messo sulle barre lisce la vaselina e quando il ponte sale e scende se la pulisce e la barra resta secca, quindi mi sa che i cuscinetti sono stretti per le barre forse ...solo che non so come smontarle essendo tutto cosi piccolo e compatto. -
39 minuti fa, marcottt dice:
Devi capire se problema meccanico o elettronico. Hai 2 motore di z? Se sono identici potresti invertire cablaggi
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
Purtroppo è meccanico. Deve essere difettosa/storta quella linea.
Allego un video per far capire meglio.
https://www.youtube.com/watch?v=Q-sAmzy51gA
-
Il 22/1/2020 at 20:59, marcottt dice:
Ciao, è veramente una roba strana. Non ho capito una roba.. Prima iniziava il difetto a z=5 (per esempio) dopo hai alzato il bed ed adesso lo fa sempre a z=5 o no?
Altro test.. Se porti z=1 a che altezza reale si trova il nozzle? (immagino 1mm) se da console porti a z=10,20,50 etc che altezza raggiunge realmente?
Inviato dal mio tablet utilizzando Tapatalk
Credo di aver trovato il problema:
Se metto Z su home, e poi alzo Z di 1mm, la parte frontale (dove sta scritto WARNING) si alza, mentre quella dietro (verso dove c'è il motore) NON SI ALZA.
Poi se alzo ancora di 1mm o qualsiasi altra cifra allora va bene....
Come lo risolvo un problema del genere?
-
Anche con slic3r stesso difetto:
Ho provato a mettere in Cura M851 Z-0.2 subito dopo il G28 (Home), ma non sembra essere cambiato nulla.
INOLTRE, il primo layer di 0.3 (ho messo 0.3 per adesione ora) mi esce perfettissimo ed uniforme, poi la stampante alza di 0.2 (ho visto il motore Z girare), ma sul display segna ancora 0.3!!!
Poi finisce il livello e segna 0.7!
In effetti al secondo livello non vedo creare linee, ma sembra passare sulle stesse creando solo accumuli quando cambia direzione.
E' come se il secondo livello non si alzasse e poi si portasse le rimanenze appresso fino a 6 o 7 livelli praticamente.
Eppure il blocco che tiene la vite al motore Z è stretto fortissimo quindi se vedo girare, gira...
Che posso fare?
A questo punto metterei un Gcode che il primo livello lo salta proprio cosi il secondo diventa il primo... non so più che provare!
-
5 ore fa, jagger75 dice:
hai usato sempre e solo cura?
hai provato a cambiare slicer? forse qualche impostazione a cui non hai fatto caso è sballata prova un altro slicer vedi che succede
anche se all inizio il problema sembrava meccanico ma se hai alzato ed abbassato il bed ed il problema si sposta insieme al bed mi viene da pensare che sia problema di slicer forse
Domattina provo, ma ho usato anche il gcode di default nella stampante (però anche quello potrebbe essere generato con cura).
Ho Slic3r, provo con quello domani e vediamo se cambia qualcosa. Grazie.
Ho trovato alcuni post con lo stesso problema (con stampante diversa), molti dicono sia il nozzle troppo vicino al bed, ed in effetti è praticamente appiccicato!
Però il livello al centro è perfettamente tarato, e se lo allargo non attacca nulla neanche mettendo 0.3, 0 ventola, e 120% di spessore linea sui valori primo layer. La superficie di stampa è tipo ruvida e porosa, non posso mettere lacca o colla li sopra.
Magari potrei provare con un M851 con valore positivo per alzare l'offset Z?
-
4 ore fa, marcottt dice:
Hai bowden? Può essere un problema meccanico di scorrimento materiale?
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
Si ho bowden, ma piu che problema di scorrimento sembra sovraestrusione perché di materiale ne esce troppo.
Ho provato a stampare con flusso 80% e la stampa viene poco meglio in quella zona, cosi ho messo flusso 66% al primo layer e 80% su tutto, e continua ad essere meglio su quei pezzi... solo che il resto ovviamente è sottoestruso.
Gli E-steps su 100mm mi estrudono 94.6mm e mettendo il valore corretto di e-step il problema peggiora perché ovviamente estrude piu materiale.
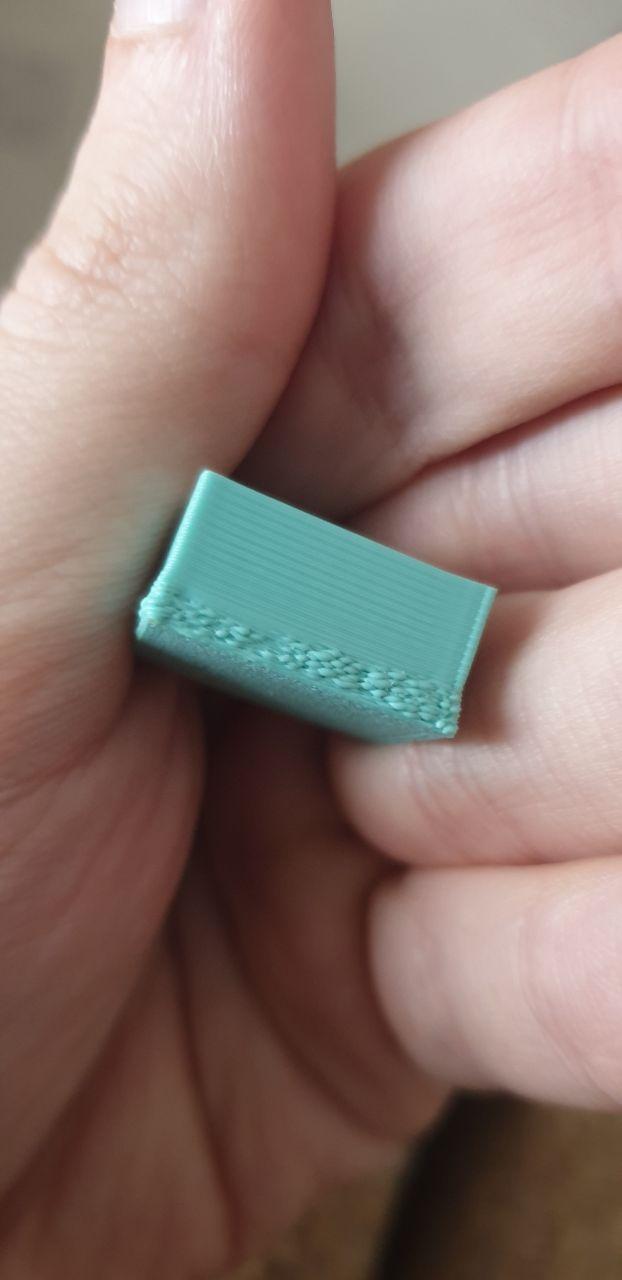
Ho fatto il test stampando una cubo solo pareti (singola parete) con flusso 100%: sopra è 0.40 preciso, sotto in quei layers è 0.75!
Praticamente il primo layer esce perfetto, il secondo inizi a vedere che prende materiale del primo e lo trascina ai bordi, e da li si accumula sempre piu materiale ai bordi... poi verso il 6° o 7° layer, tutto si risolve e stampa perfetto.
INOLTRE, non so se fosse un bug grafico: prima ho messo una stampa con il primo layer 0.3, ed il resto 0,2... il display segnava 0.3 sia sul primo layer che sul secondo layer! Poi al terzo è passato a 0.7 direttamente!
Non ho guardato se il motore avesse girato, ma rimettendo la stampa non l'ha piu fatto... quindi non saprei.
Non so più che inventarmi ma mi viene da pensare che sia la motherboard o il motore Z difettoso che perde steps...ma perché solo li e poi sopra esce perfetto?!
-
15 ore fa, marcottt dice:
Ciao, è veramente una roba strana. Non ho capito una roba.. Prima iniziava il difetto a z=5 (per esempio) dopo hai alzato il bed ed adesso lo fa sempre a z=5 o no?
Altro test.. Se porti z=1 a che altezza reale si trova il nozzle? (immagino 1mm) se da console porti a z=10,20,50 etc che altezza raggiunge realmente?
Inviato dal mio tablet utilizzando Tapatalk
Ho alzato direttamente dal display touch screen a 5 alla volta arrivando a 55mm, e sembra essere corretto.
Ho misurato con il calibro, ma essendo grande (il calibro) sono andato un pò a occhio, non so se noterei quei pochi millimetri di differenza.
Ad ogni modo il movimento è uniforme sia sotto che sopra, non vedo rallentamenti in salita o discesa.
Ora ho fatto un'altra cosa, anziché alzare il piatto, l'ho abbassato al minimo (quindi stringendo al massimo le molle del piatto), ed ora il difetto lo fa MOLTO MENO!
Non vorrei che è il piatto che balla per le molle! Questo perché è un piatto magnetico ed al centro non è pieno e solido, ma ha due strisce metalliche con le calamite, quindi non stabilissimo direi.
A questo punto, anche se da display non sembra perdere steps Z (anche se è ritardato: appare che sale di Z tipo 5 secondi prima di finire il layer e salire effettivamente...ma sarà solo un bug grafico), rifaccio la calibrazione su tutti gli assi .
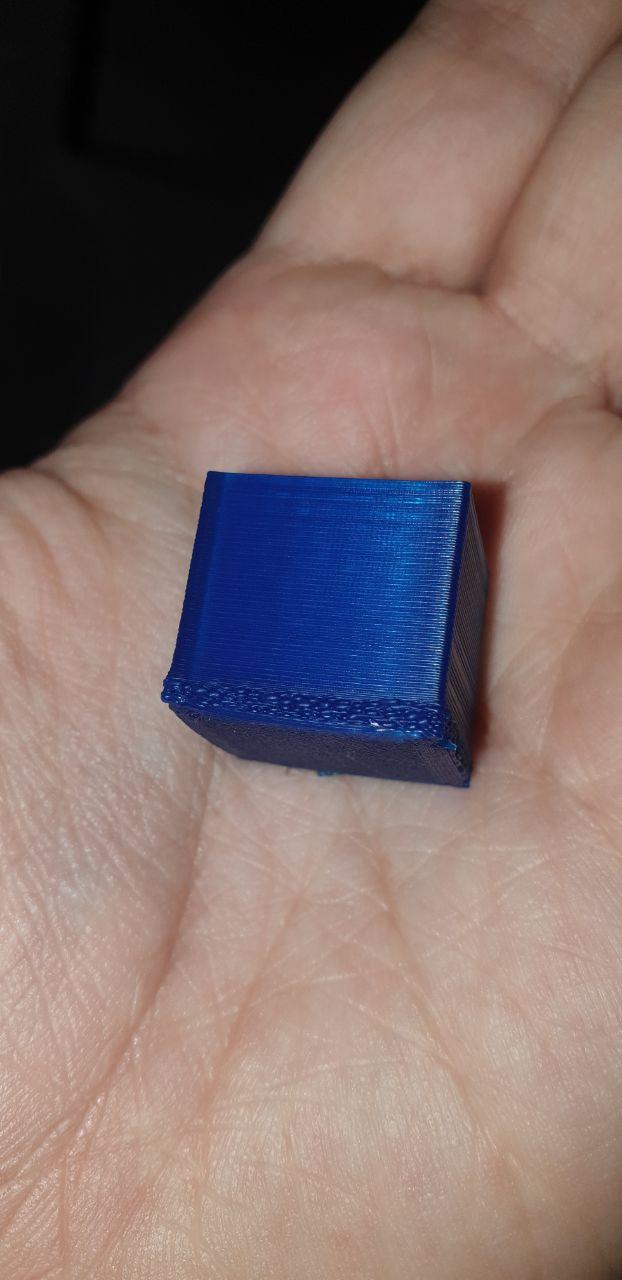
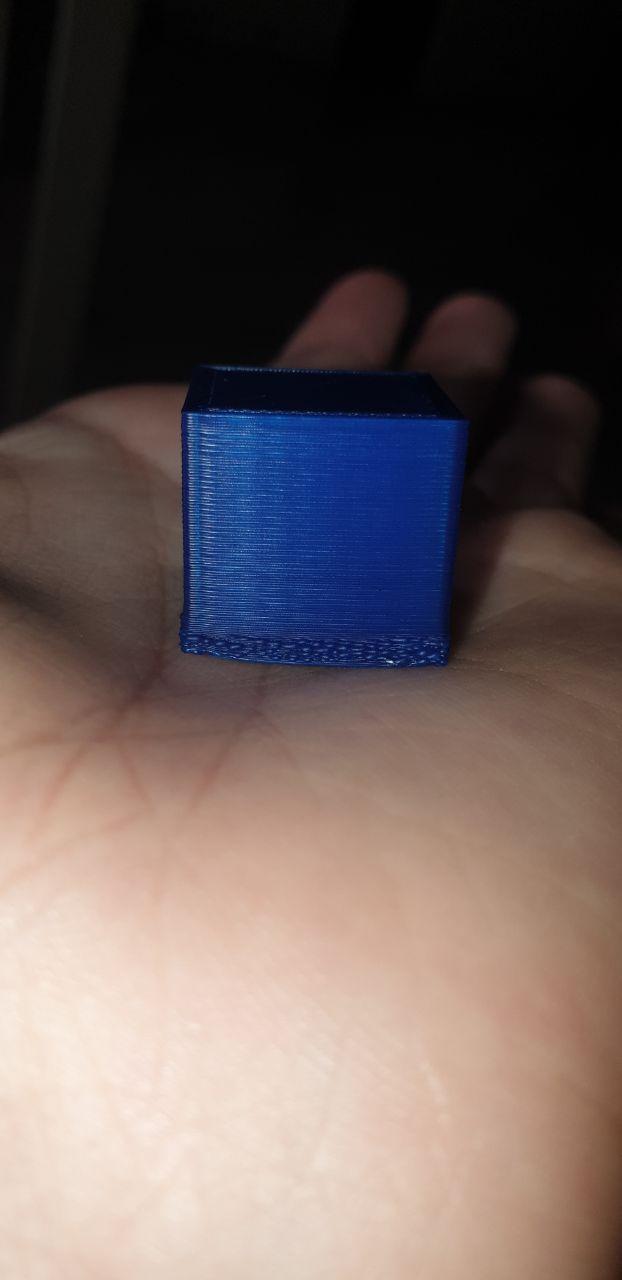
EDIT:
Come non detto, ho stampato un cubo subito dopo ed ecco il risultato:
-
Si, anche se ho alzato il bed, viene fatto sempre intorno al layer 5 (non ho visto di preciso iil numero del livello).
Domani provo a usare repetier-host in modo da poter vedere effettivamente il layer a cui mi trovo e l'altezza segnata in spostamenti e stampa, ed aggiorno la risposta. Grazie.
-
1
-
-
Buonasera,
ho dei problemi con la stampante 3D "Longer Cube 2" che ho regalato alla mia ragazza.
Premetto che io posseggo la CR-10 Mini che stampa perfettamente, e che ho moddato in tutte le maniere (quindi, tralasciando firmware ed elettronica, so come metterci mano).
La stampante da quando è arrivata, fa i primi 3 layer bene, poi per una 10ina di layer è come se non alzasse l'asse Z (o se lo alzasse di pochissimo) stampando sempre sulla stesso livello che viene fuso a causa del nozzle caldo, e dopo continua a stampare bene...
Allego delle foto per far capire il problema, e poi indico le anomalie e ciò che ho provato per risolvere:
Come si può notare, nella prima foto (gcode predefinito della stampante) in basso tra il raft ed il modello è tipo fuso/mangiucchiato/saldato... nei vasi stampati con i miei setting su cura 4.3, la base è uscita con quel problema, mentre il resto è perfetto (altezza layer 0.2). QUINDI LO FA SOLO IN QUEL PUNTO!
Ora vediamo le cose che ho provato:
1. Ho pensato alla calibrazione steps dei motori X Y Z ed E. (niente)
2. Ho pensato fosse la vite filettata dell'asse Z che avesse problemi o il motore che perde steps in quel punto, perciò tramite l'apposita vite che regola l'asse Z ho alzato il piatto (perdendo mm di altezza), e anche qui niente di risolto, il problema lo fa ugualmente (la foto con il filamento rosso è fatta dopo questa operazione infatti).
3. Cosi ho pensato: forse è il fan duct che spara aria sull'ugello anzichè raffreddare i primi strati, e che salendo, essendo lontano dal letto di stampa, soffre meno il caldo. Cosi ho modellato un fan duct personalizzato (ho messo il modello su thingiverse se vi serve vederlo, ma è semplicemente lo stock con il beccuccio a scendere anzichè dritto). Risultato: stampa migliore (prima i layer nella stampa non si vedevano perché venivano uniti come se si stampasse a ventola spenta, ora si vedono....) MA IL PROBLEMA IN BASSO RIMANE IDENTICO.
4. Ho pensato: beh se lo fa dopo i primi 3 layer per altri 5, faccio un raft alto 10mm cosi me lo fa nel raft e sopra la stampa è perfetta.... risultato? Mi fa il raft perfetto fino al penultimo layer, e poi mi fa il tetto del raft fuso e l'inizio del modello fuso per i primi 5 layer circa, rendendolo impossibile da staccare! Inutile dire che anche evitando il raft fa i primi 3 layer bene, poi altri 5 male, e poi il resto bene.
A questo punto è come se la scheda madre della stampante, dopo un paio di layer, non da abbastanza potenza al motore Z per alzarsi, e dopo si riprende... il problema è che non è randomico, ma sempre ai primi layer del modello... indipendentemente se si mette raft o altro...
Ciò mi fa veramente strano e non capisco cosa possa essere.
Ovviamente ho provato sia Cura 4.3 che Cura 15 che il gcode default nella stampante, e che il livello del piatto è livellato perfettamente.
Cosa potrebbe essere? Cosa potrei provare?
Guardando la stampante passare sui layer incriminati, è come se il motore alzasse di poco in quel punto e la testina di vede e sente sbattere a cio che ha stampato fondendolo, e poi salendo recupera gli step e stampa bene...
Non mi è mai successo con nessuna stampante io abbia mai avuto tra le mani.
Grazie in anticipo!
-
Mi sa che sta CR-10 Mini è un pò difettosa... anche io problema sull'estrusore...
Il venditore (amazon) mi ha spedito il pezzo, ma ho già messo un E3D v6 nel frattempo... se tornerà alla sua qualità originale ok, sennò metterò il ricambio inviato e se non andrà ancora, chiederò il reso e prenderò una CR-10 normale, o non so ché (visto che penso siano gli stessi pezzi).
-
1 ora fa, Kite79 dice:
ciao @stefanoV
Questo problema secondo le mie sperimentazioni si presenta quando:
i termini corretti non li conosco, ma tra l'estrusore e il "dissipatore" c'è un pezzo di tubo di ptfe, se questo tubo non è della lunghezza perfetta, ovvero deve coincidere con il bordo interno del estrusore e il bordo interno del dissipatore, si presenta il problema da te descritto...ti allego una foto per farti capire meglio... scusa i miei termini da ignorante 😄
Ho cambiato piu volte tubo ed ugelli...e nulla!
Alla fine mi sono deciso ed ho installato un E3D V6 che ha l'heatbrake con il tubo già inserito come quello da te linkato (il mio originale della CR-10 Mini aveva l'heatbrake semplice ed il PTFE doveva arrivare fino all'ugello in fondo, e quindi probabilmente si portava sopra il calore, fondendo il filo prima di arrivare all'heatblock.
Per evitare casini con il firmware ho lasciato heatblock, cartuccia riscaldante e termistori, originali della stampante... ed ho cambiato solo heatsink, ugello, e ventola... ed ora stampa senza sottoestrusioni anche a 190 gradi!
Unica cosa: ora stampa alcuni dettagli con delle onde fuse come se fosse troppo caldo (il cubo di calibrazione, la parte sopra della X e della Y è tipo distorto, ma il resto è perfetto)... infatti tra qualche giorno arriveranno 2 ventole che inserirò ai lati per freddare il filamento appena estruso, perché ho notato che succede solo in zone molto piccole in cui la ventolina originale non riesce a raffreddare velocemente il filamento... quindi il problema potrebbe stare li!
-
Ho sperimentato un'altra cosa:
Se inserisco il filamento direttamente (anche ad ugello appena cambiato), il filamento è come se non fondesse del tutto... infatti se lo tiro indietro è tipo gommoso. Se similo una retrazione di pochi mm a mano, si crea un intasamento enorme ed il filo gonfia.
Se stampo senza retrazione riesco a fare 2 stampe e poi si blocca tutto, con retrazione a valori bassi (3mm 40mm/s) si blocca a metà stampa.
Insomma credo il problema sia nell'heatblock.
C'è qualcosa che posso fare prima di sostituire tutto il pezzo?
Ho già messo autotune dei PID, migliora un pochino ma non risolve.
-
😞
E' stranissimo che con ugello nuovo inserito, temperatura di 210, inserisco il filamento a mano nel tubo e spingo, ed esce pochissimo filamento e con moltissima forza!
Eppure non è intasato nulla!
E' come se il filamento gonfiasse nell'heatsink.... Se tolgo il tubo ed inserisco il filamento direttamente nell'heatsink con ugello inserito, il filamento esce scorrevole...
Cosa cavolo può essere? 😞
-
2 minuti fa, Gigi dice:
intanto regola gli step x l'estrusore (il valore E)
M92 X80.00 Y80.00 Z400.00 E93.00
segui il video, se guardi anche gli altri meglio, così regoli anche gli altri valori
https://www.youtube.com/playlist?list=PLyi8xaT0V3GRBeyKYATK2NVdBSNMK_FqJ
il pla tianse l'ho provato e la temperatura è 205
sempre da repetier fai
M201 Z40 E800
M502
M500
così abbassi le velocità di Z e E
Sia estrusore, che flusso, che assi: sono calibrati (cubo da 20x20x20 esce perfetto, e il thin wall test esce 0.8 su 0.8, l'estrusore a ptfe tolto fa 150mm su 150mm (comando G1 E150 F120), se invece ci metto il ptfe e scaldo a 220 gradi, estrude 130 su 150, e anche aumentando l'estrusore, estrude sempre intorno a 130 su 150...
Come se ci fosse un blocco nella parte che scalda che si ripresenta anche aumentando gli step/mm...
Ho abbassato Z ed E, ma non è cambiato nulla... tra l'altro non voglio rallentare l'accelerazione, vorrei ripristinare la stampante come 2 mesi fa 😞
Cos'altro posso inventarmi?
-
1 minuto fa, Gigi dice:
da repetier fai M503 e posta quello che ti esce
15:45:34.753 : M503
15:45:35.579 : echo:Steps per unit:
15:45:35.586 : echo: M92 X80.00 Y80.00 Z400.00 E93.00
15:45:35.586 : echo:Maximum feedrates (mm/s):
15:45:35.586 : echo: M203 X300.00 Y300.00 Z5.00 E25.00
15:45:35.586 : echo:Maximum Acceleration (mm/s2):
15:45:35.586 : echo: M201 X1000 Y1000 Z100 E5000
15:45:35.587 : echo:Accelerations: P=printing, R=retract and T=travel
15:45:35.587 : echo: M204 P500.00 R500.00 T1000.00
15:45:35.587 : echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
15:45:35.587 : echo: M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
15:45:35.587 : echo:Home offset (mm):
15:45:35.587 : echo: M206 X0.00 Y0.00 Z0.00
15:45:35.587 : echo:Material heatup parameters:
15:45:35.587 : echo: M145 M0 H185 B45 F0
15:45:35.587 : echo: M145 M1 H240 B110 F0
15:45:35.587 : echo:PID settings:
15:45:35.587 : echo: M301 P22.20 I1.08 D114.00 C100.00 L20
15:45:35.587 : echo:Filament settings: Disabled
15:45:35.587 : echo: M200 D3.00
15:45:35.587 : echo: M200 D0Ad ogni modo ho misurato il filamento filoprint che uso ed è 1.75mm, ma nella parte in cui si era bloccato era 2.10mm (ed il tubo che uso è 2mm interno) quindi si blocca, ma non capisco il perché... è come se il filamento fondesse prima di arrivare alla parte di fusione... forse devo potenziare la ventola sull'heatsink?
Ho provato anche a stampare senza retrazione.
-
Ciao a tutti,
scrivo questo post perché ormai ho cambiato mezza stampante e non riesco a capire perché ancora la mia CR-10Mini sottoestrude.
Praticamente se giro l'ingranaggio dell'estrusore a mano (a temperatura di 220° con PLA), andando molto lento va tutto bene, mentre andando un pò piu veloce, il filo slitta ...
Di seguito ciò che ho provato:
- Ugello intasato: No. L'ho sostituito adesso per assicurarmi che fosse pulito.
- Tubo bowden: Appena sostituito... in effetti prima faceva molta frizione e potevo stampare solo sotto i 20mm/s, ora a 40mm/s ci arrivo... ma appena acquistata 3 mesi fa stampavo anche a 100mm/s senza problemi, quindi almeno a 60mm/s ci vorrei arrivare.
- Ingranaggi dell'estrusore: Ho appena finito di montare la versione in alluminio e l'ho stretta anche al massimo per provare... il problema rimane
- Heatsink intasato: No. Ho provato a far passare da parte a parte il tubo in PTFE, ed esce tranquillamente pulito.
- Settaggi slicer: Ho provato con Cura, Slic3r, Simplify3D (con gcode fornito dal venditore), e cura 15 con parametri di acquisto.
- Filamento: Ho provato PLA Tianse, Eluteng, Make-A-Shape,Aibecy, ed ora sto usando Filoprint.
Aumentando la temperatura, riesco ad andare più veloce, ma stampare a 260 il PLA per riuscire ad andare a 60mm/s, non mi sembra normale (considerando che stampavo 2 mesi fa il filoprint a 80mm/s a 210 gradi).
L'estrusore fa clicking continuo mentre estrude, e inserendo a mano il filamento devo fare moltissima forza.
Ho notato che rimuovendo il filamento dopo il problema, è come se si gonfiasse nel tubo, e quindi intasasse il condotto... infatti ho fatto moltissima fatica a rimuovere il filamento.
L'unica cosa che mi viene da pensare è che sia guasto l'heatblock... ma non so sostituirlo e sia il display che repetier host, dicono che la temperatura è fissa (ho anche fatto l'autotunind del PID).
Cos'altro posso fare? Il venditore di amazon (cinese) vuole inviarmi un heatblock di ricambio, ma non so assolutamente come montarlo, e dice che ci vorranno 25 giorni per arrivare...
-
Ciao ragazzi uso Cura 3.3.0 aggiornato oggi (il problema esisteva amche in cura 3.2.1).
Praticamente se stampo qualcosa senza supporti non ho stringing, Se metto i supporti ottengo stringing solo sui supporti...
Se stampo il test per lo stringing non ho neanche un filo (appunto perché non necessita di supporti).
Il problema è che ho lasciato le impostazioni base della mia cr10 mini che sono già eccessive (10mm a 100mm/s), quindi aumentarla non avrebbe senso.
Può essere colpa di altri parametri tipo lo z-hop a .1mm o retrazione al cambio layer ecc..?





Stringing all'interno dei cerchi
in Problemi generici o di qualità di stampa
Inviato
Si infatti anche io facevo un occhio al pc a lavorare, e uno alla stampante XD