StePat93
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Obiettivi di StePat93
")
Newbie (1/14)
0
Reputazione Forum
-
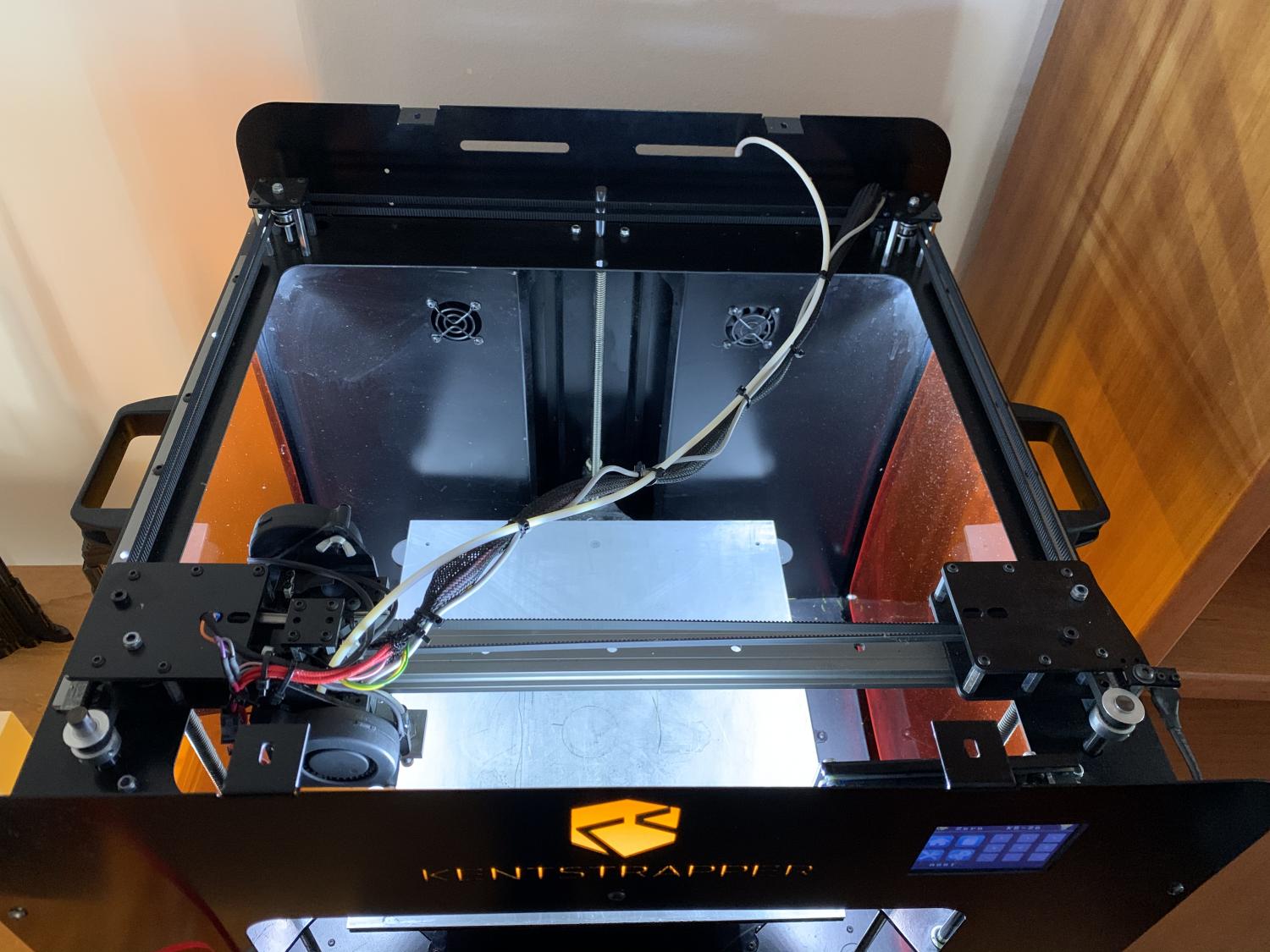
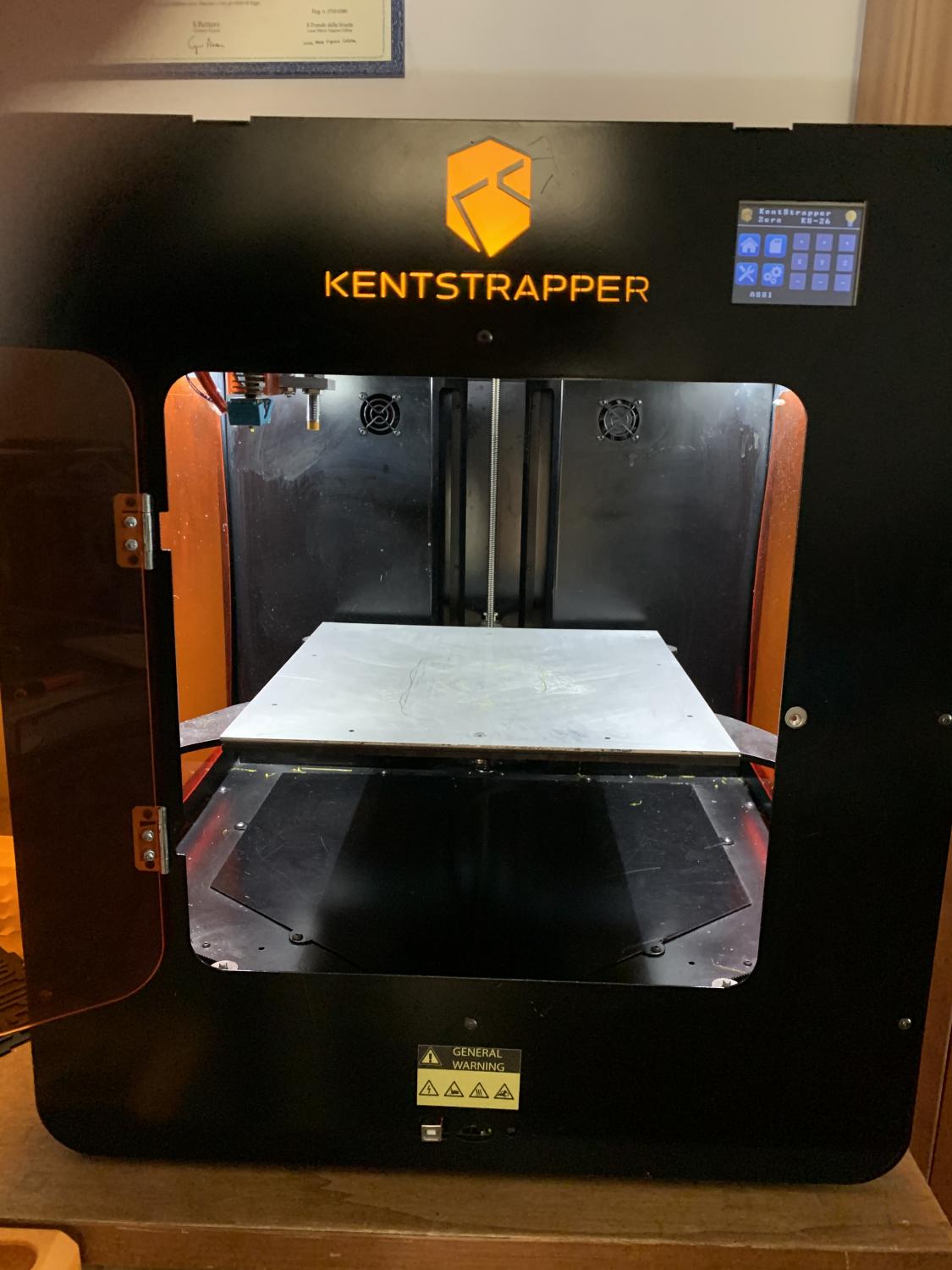
Buongiorno ragazzi! A mio malgrado mi vedo costretto a vendere causa scarso utilizzo la mia stampante 3D Kentstrapper Zero acquistata nel 2016, realizzata dall'omonima casa fiorentina, interamente Made in Italy. Stampante di livello professionale, utilizzata principalmente per hobby. La vendo a 1600€ (prezzo originale 2800 + IVA) con revisione a mie spese effettuata dal rivenditore di Milano (per verificare che sia tutto ok) da cui l'ho acquistata, Italy Maker. Specifiche tecniche: - area di lavoro 260x260x280 mm - estrusore all metal standard da 0,4 mm - auto calibrazione - piatto riscaldato - risoluzione massima 20 micron - velocità stampa da 10 mm/s a 300 mm/s - velocità movimento da 10 mm/s a 300 mm/s Per altre specifiche vi invito a visitare il sito della casa madre Kentstrapper. Spedizione a mio carico in tutta Italia. Se necessitate di ulteriori fotografie o informazioni non esitate a contattarmi!

-
Buongiorno a tutti belli! Sono Stefano, un Graphic Designer di Sondrio che ha aperto nel 2016 la propria attività in autonomia. Principalmente appunto mi occupo di grafica ma ho un angolo che dedico alla stampa 3D più che altro a livello hobby-stico, diciamo che non ne faccio il primo lavoro. Spero di poter contribuire in questa numerosa community! Bella
-

Problema Kentstrapper Zero
StePat93 ha risposto a StePat93 nella discussione Problemi generici o di qualità di stampa
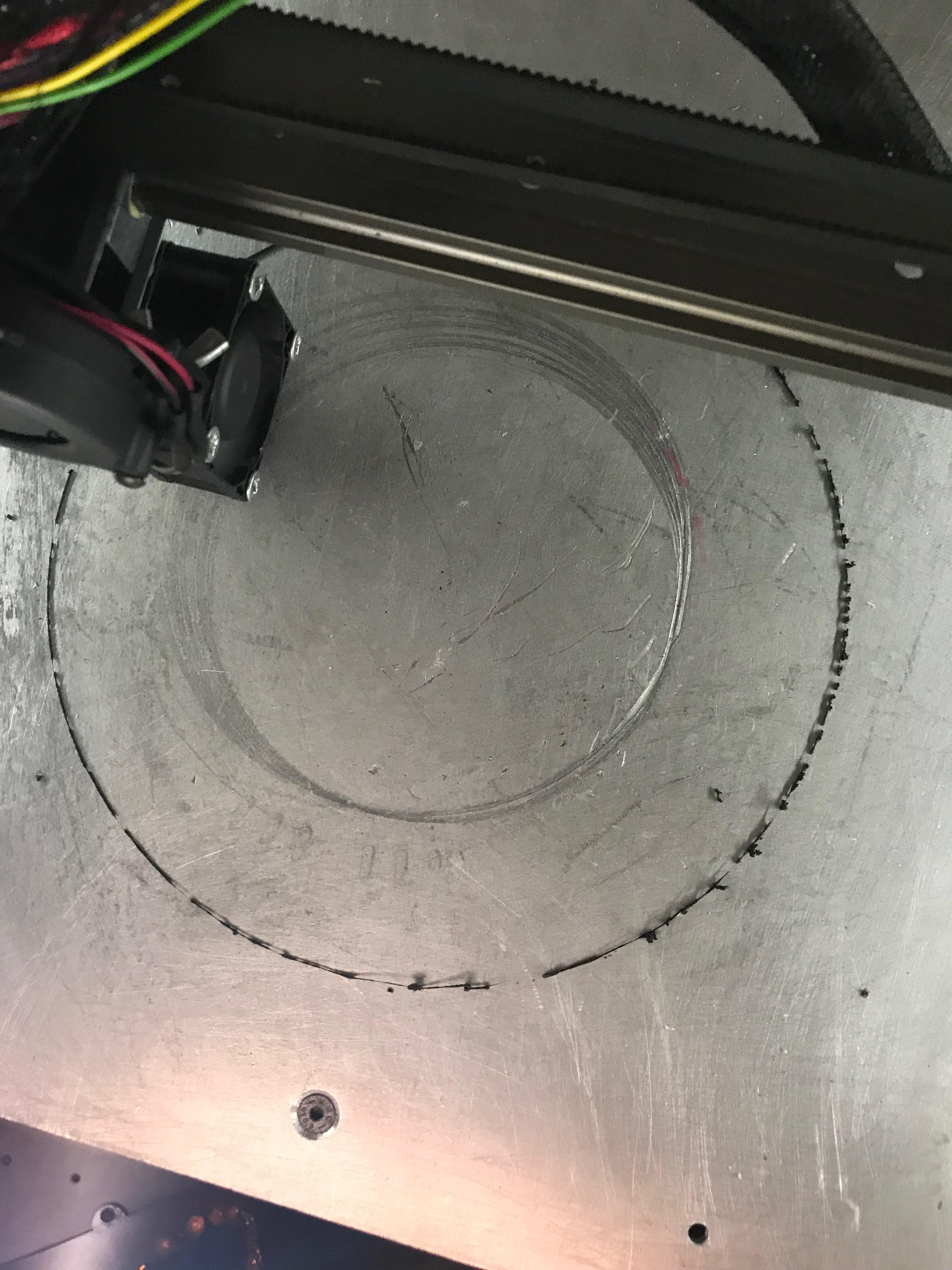
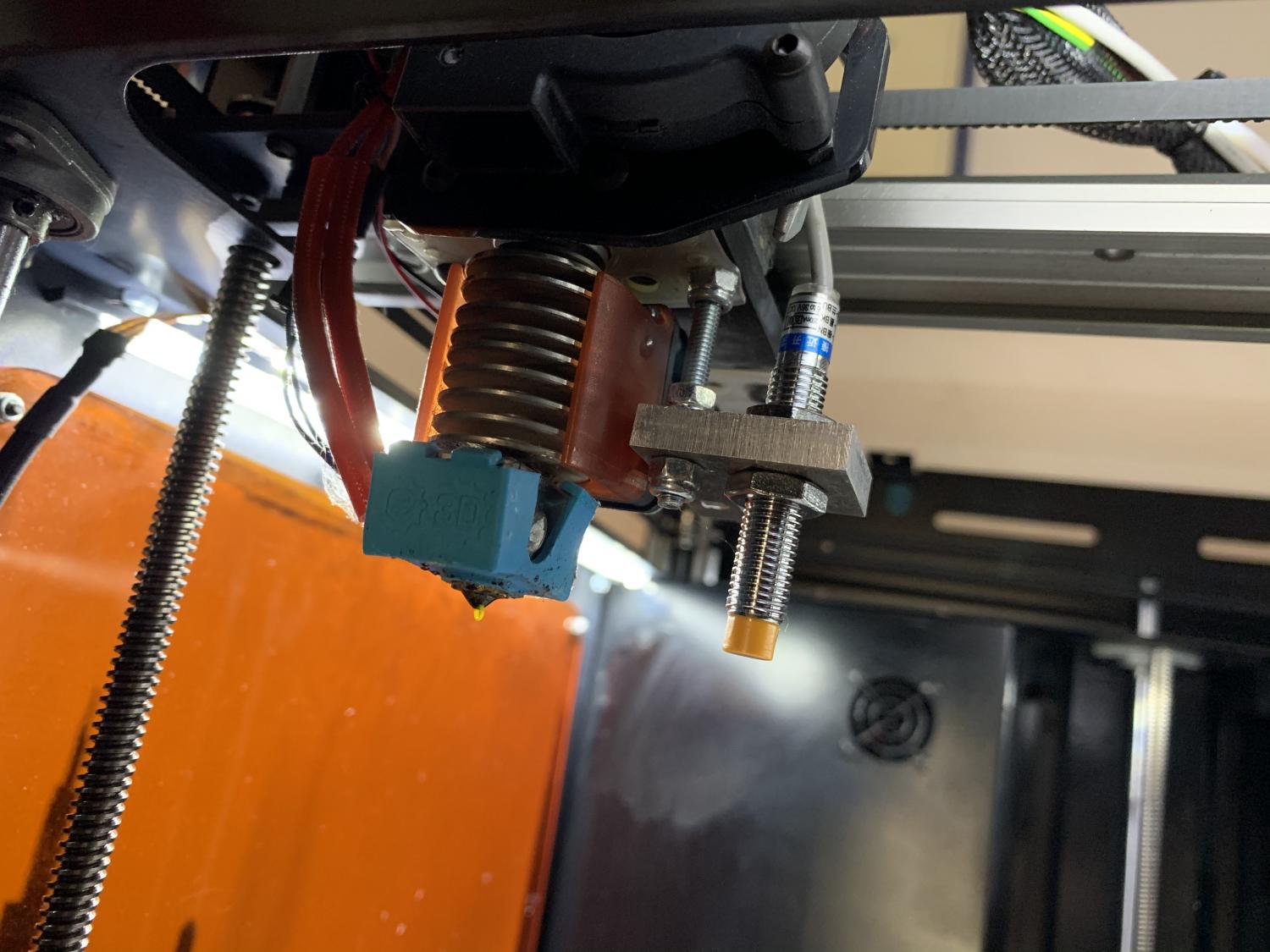
Allora ho fatto qualche prova con l'estrusione a vuoto a stampante appena accesa e scaldata, non ci sono problemi poiché il flamento esce dritto senza arricciarsi. Per il fatto dell'estrusore troppo lontano dal piatto ora provo a vedere di avvicinarlo, quello che mi lascia perplesso è il fatto che la mia Zero ha un sistema di autocalibrazione davvero efficente con cui non ho mai avuto alcun problema. Ma vedo se magari qualcosa può essere cambiato o qualche parametro sballato. Una cosa, il rivenditore l'ultima volta mi ha fatto notare che problemi di questo genere possono essere dati anche dal fatto che il tubo di teflon nel quale passa il filamento, se troppo vicino al piatto di stampa, può compromettere la corretta estrusione poiché riceve alte temperature (80°/90°) andando magari a "fondere" il materiale ancora prima che arrivi all'estrusore e di conseguenza rallentando il flusso avendo così problemi di sotto estrusione (nella foto potete notare la vicinanza dal piatto del tubo). Potrebbe quindi essere utile andare ad alzare (mi invento qualcosa) il filo in modo da portarlo molto lontano dal piatto?
-
Problema Kentstrapper Zero
StePat93 ha risposto a StePat93 nella discussione Problemi generici o di qualità di stampa
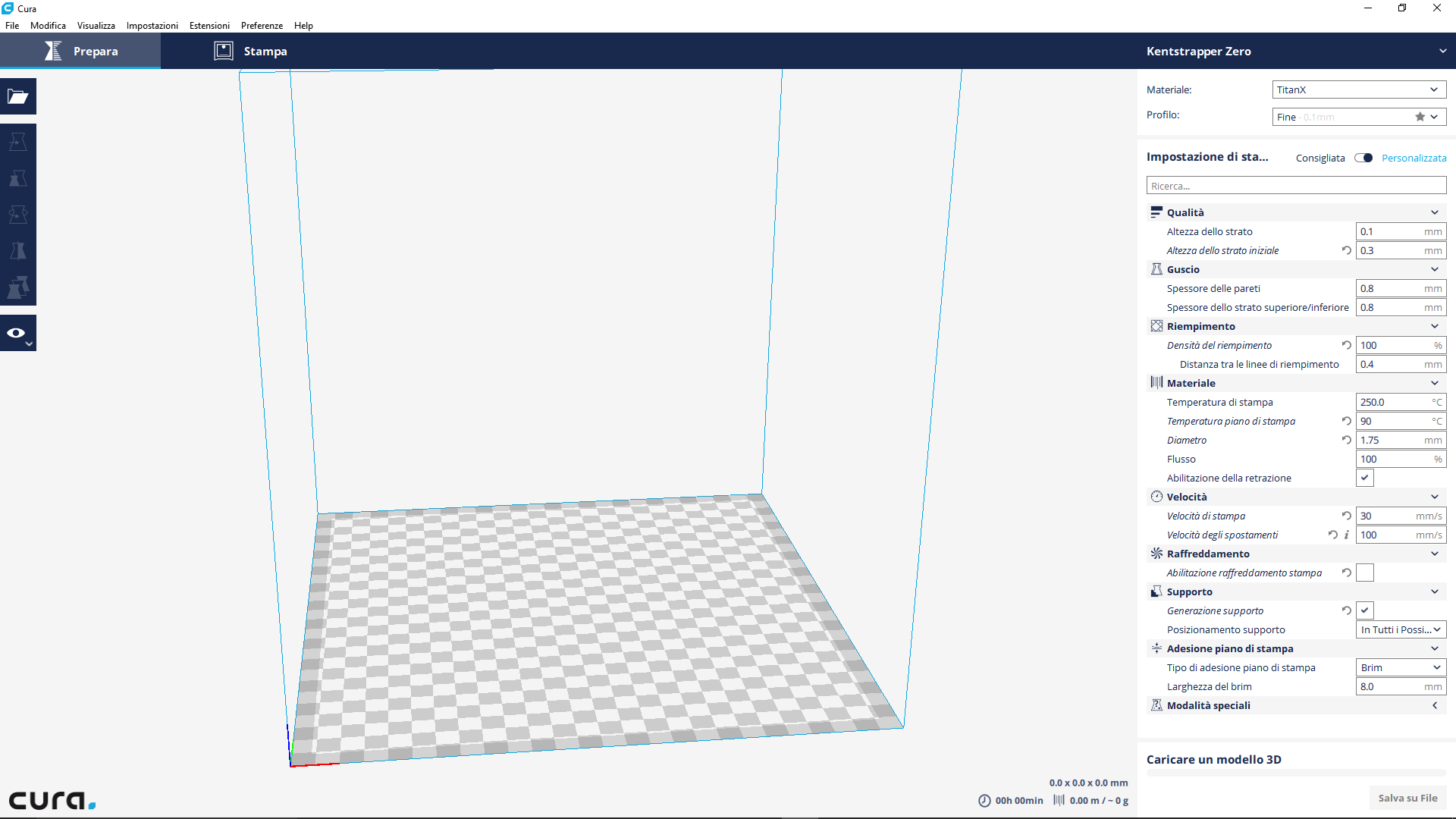
Ho provato a utilizzare Slic3r per impostare la stampa, ho seguito una guida in PDF a mio parere molto esaustiva e ho lanciato una stampa ma il risultato è più o meno lo stesso, anzi forse peggiore. Comunque allego lo screenshot del settaggio di Cura di quando uso TitanX e anche delle impostazioni della macchina. All'inizio di settimana prossima provvederò inoltre a comprare del PLA per fare una prova utilizzando un materiale differente che lavora a temperature oiù basse, voglio vedere cosa succede.
-
Problema Kentstrapper Zero
StePat93 ha risposto a StePat93 nella discussione Problemi generici o di qualità di stampa
Grazie mille per la prontissima risposta, adesso sto impostando Slic3r e farò una prova utilizzando questo poi seguo gli altri consigli andando con ordine. Una domanda, i parametri che ho utilizzato sono adeguato oppure c'è qualcosa che modificeresti? -
Problema Kentstrapper Zero
StePat93 ha risposto a StePat93 nella discussione Problemi generici o di qualità di stampa
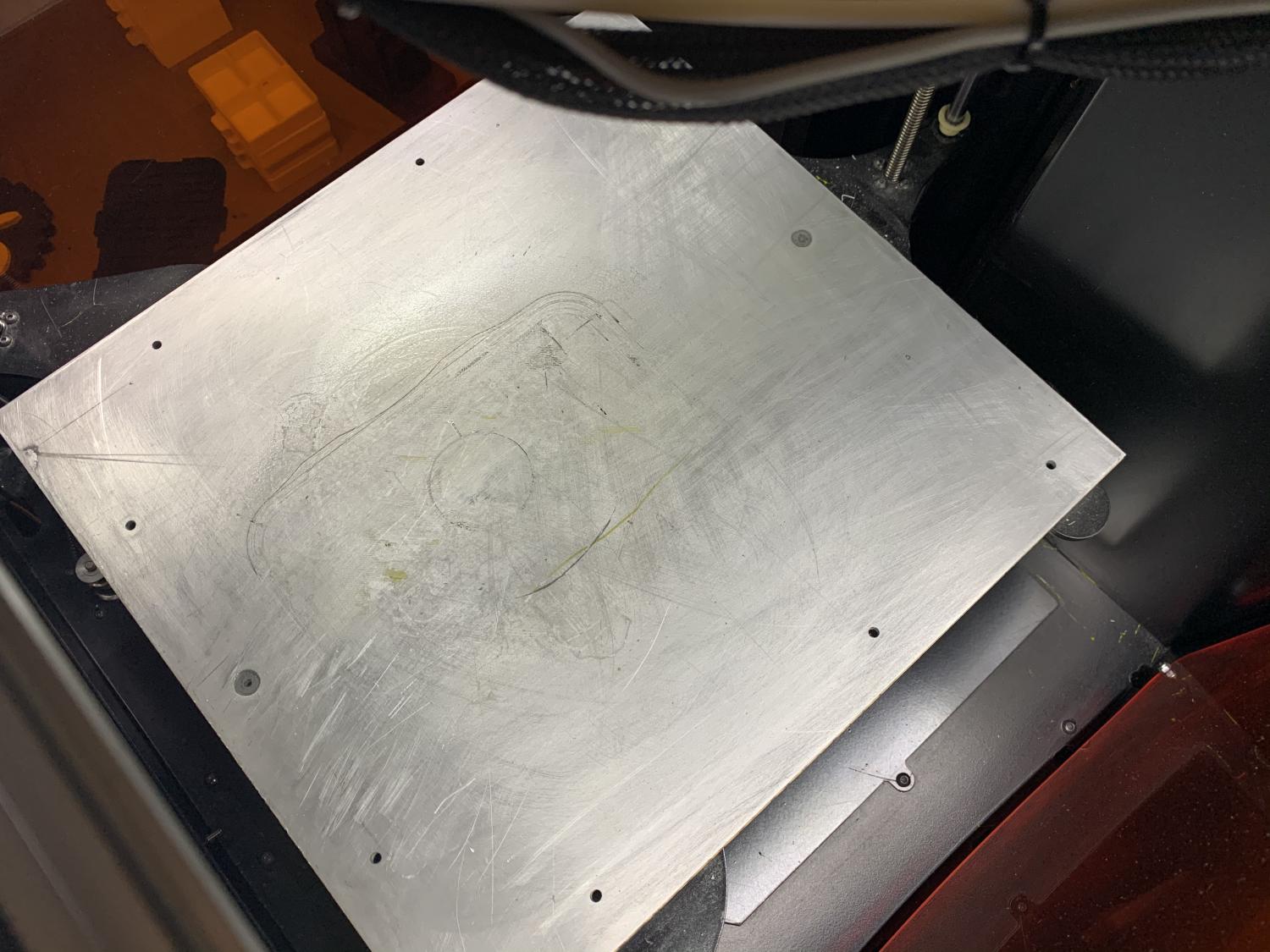
Continuo a scrivere qui perché il problema è sempre il medesimo e non sono riuscito ancora a risolverlo (causa manutenzione impianto elettrico stampante ho avuto poco tempo a disposizione per guardarci bene). Nelle foto in allegato si può osservare quale è il problema di base, ovvero la stesura del primo layer. Tutt'ora stampo in ABS, Titan X per la precisione, filamento spessore 1,75 e ugello da 0,4 mm. Come slicer sono passato a Cura 2.7.0 (prima avevo la versione 15.4.6 ma anche usando quella il problema si presentava lo stesso) in cui ho dovuto impostare il codice di avvio e di fine che mi sono fatto dare dalla casa prodruttrice. In breve accade che mentre i layer seguenti al primo strato sono accettabili e comunque "compatti" e definiti, il primo è come se fosse scarso, quasi come se mancasse apporto di materiale. Ho letto documentandomi che può essere l'ugello troppo distante dal piatto ma in fase di stampa a mio parere è "incollato" al piano (tra i due c'è la distanza di un foglio di carta normale A4 80gr) oppure l'ugello leggermente intasato, ma facendo il test dell'estrusore il filamento esce bello dritto (non si arriccia). Le impostazioni che uso in fase di stampa sono le seguenti (stampa "fine" consigliata dallo slicer): - altezza layer 0,1 mm - altezza layer iniziale 0,3 mm (non so perchè variando questo valore con qualsiasi altro lo slicer mi segnali di rosso/arancione la casella) - spessore delle pareti 0,8 mm - spessore strato sup/inf 0,8 mm - riempimento 100% (per esigenza personale) - temperatura stampa 250° - temperatura piano 90° (vario da 80 a 90 dipende anche da quanti gradi ho in ufficio) - velocità di stampa 30 mm/s - velocità spostamenti 100 mm/s - retrazione abilitata - supporto di tipo brim con larghezza 8 mm - ventola di raffreddamento sull'oggetto spenta (stampo in ABS) - utilizzo lacca per adesione piano di stampa Sono un neofita nel campo della stampa 3D e sto cercando di imparare. Il problema è che sono passato da stampare pezzi a mio parere molto ben definiti qualitativamente parlando a pezzi, come mi accade ora, inaccettabili. Soprattutto considerando che mani alla stampante non ne ho messe (anche perché sono ancora abbastanza inesperto) e l'unico incidente che ho avuto è stato ampiamente risolto tramite manutenzione. Sarebbe grandioso se riuscissi a risolvere questo dannato problema. Grazie per l'attenzione!!
-
Problema Kentstrapper Zero
StePat93 ha risposto a StePat93 nella discussione Problemi generici o di qualità di stampa
Anche a me è successo tutto dopo aver provato a stampare EasyWood, il tutto perchè non ho allentato le viti del meccanismo di scorrimento del filo! Comunque ho provveduto a sturarlo per bene ma mi si è presentato un problema riguardo al tubo di PTFE, nel senso che non riesco mai a chiuderlo perfettamente contro l'ugello e di conseguenza ogni volta che estrudo si forma una cicca di materiale (stampo ABS adesso) tra l'ugello e la parte finale del tubo stesso. Ho provato a smontare e rimontare più volte, pulendo e tutto ma ho ottenuto sempre il medesimo risultato. -
Problema Kentstrapper Zero
StePat93 ha pubblicato una discussione in Problemi generici o di qualità di stampa
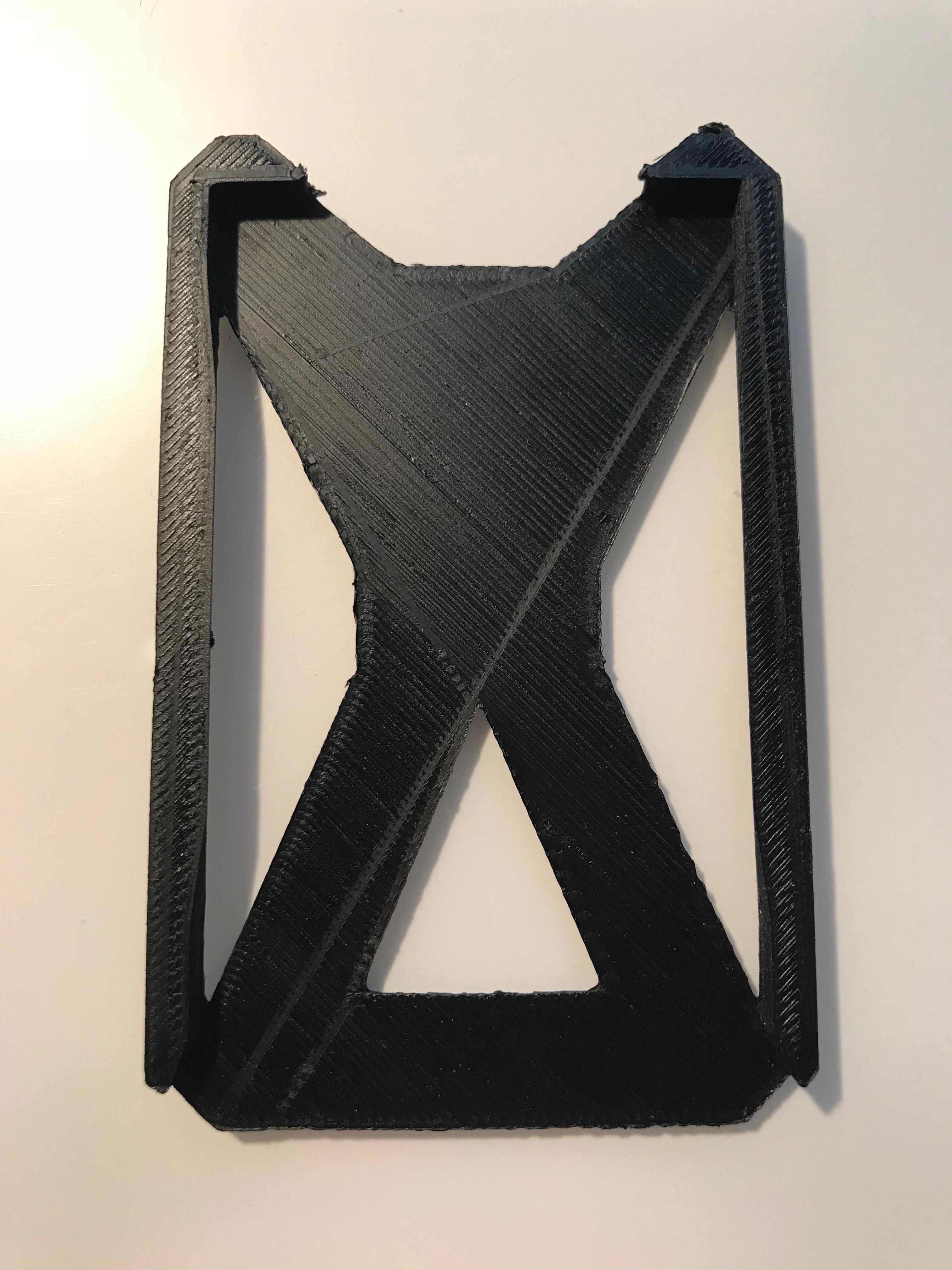
Salve ragazzi, sono nuovo in questo forum e mi sono appena presentato nell'apposita sezione! Ho aperto questo topic perchè sto avendo dei problemi di stampa con la mia kentstrapper Zero. Sto stampando un orologio da parete di piccole dimensioni e stavo facendo delle prove per il supporto che regge il meccanismo al quarzo. Il problema è che ho stampato un primo supporto (sbagliato per via delle misure) senza nessun problema, ho avuto poi un problema con la stampante in quanto mi si era bloccato il filamento all'interno del tubo PTFE durante un cambio materiale quindi ho dovuto smontare il tubo, pulirlo e rimontarlo. Una volta fatto ciò però stampando con le stesse impostazioni (uso Cura 15.04.6 come slicer) ho notato che la stampa risulta molto più "imprecisa" diciamo, sembra come se invece che stampare col fill al 100% stampasse a 20/30%, come se ci fosse una carenza di materiale che porta ad ottenere il pezzo stampato molto più grossolano e poco finito. Ciò si nota subito fin dalla stampa del Brim, che invece che risultare omogeneo e compatto appare esattamente l'opposto. Allego due foto in cui si vede come era il primo supporto (sbagliato) e il secondo (che è stato anche carteggiato cercando di rimuovere le impurità. Si nota anche una differenza a livello di peso nonostante i pezzi siano praticamente identici e con lo stesso riempimento quello stampato per ultimo risulta più leggero e flessibile. Grazie in anticipo per le eventuali risposte!
-
Buongiorno a tutti! Mi chiamo Stefano Patriarca e mi sono laureato in Design del Prodotto Industriale al Politecnico di Milano. Da poco ho avviato uno mio studio in cui mi occupo principalmente di progettazione grafica e soprattutto di stampa 3D. Ho deciso di iscrivermi poiché sono un neofita nel campo della prototipazione e ogni tanto necessito di supporto, quindi quale modo migliore per trovare aiuto se non iscrivendosi nel principale forum italiano di stampa 3D? Come inizio ho acquistato una Kentstrapper Zero con cui sto facendo molte prove stampando diversi oggetti impiegando sia differenti materiali che differenti settaggi. Se volete saperne di più su chi sono e cosa faccio potete visitare il mio sito web personale all'indirizzo www.patriarcadesign.it inoltre potete trovarmi su: - Facebook -> https://www.facebook.com/patriarcadesign/ - Instagram -> https://www.instagram.com/patriarcadesign/ - Twitter -> https://twitter.com/PatriarcaDesign Inoltre allego il curriculum personale e una brochure che riassume quanto detto in precedenza. Grazie per l'attenzione e buona giornata a tutti!! 20170302_Resume IT.pdf 20170302_Leaflet IT_no stampa.pdf



.png.cd4763b35d09695d0d9bc1654ab245d6.png)