

Mker97
-
Numero contenuti
59 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Mker97
-
-
Il filamento che si arriccia potrebbe essere causato dalla temperatura troppo alta...se invece non si attacca al piatto durante il primo layer potresti avere problemi di errata calibrazione e/o adesione insufficiente. Dalle foto che hai allegato noto inoltre parecchio "wobbling", difetto che nasce da allineamento scorretto delle barre filettate dell'asse Z o addirittura possono essere le barre stesse ad essere storte o non rettificate a dovere; in molti casi comunque è colpa dei giunti elastici che collegano l'asse dei motori alle barre filettate.
La causa della vite collassata potrebbe essere scarsa ventilazione oppure troppa estrusione.
-
Dal video sembrerebbe essere troppo tirata la cinghia.
-
Ciao, per quanto io ne sappia esistono pochissimi materiali non organici che rispecchiano le tue richieste ma posso comunque elencartene alcuni... ricorda che sono in via di sviluppo perciò non perfetti al 100% e magari anche instabili e soprattutto costosi!
Questi materiali sono tutti termoplastiche:
Peek (materiale): https://www.3d4makers.com/products/peek-filament?variant=13704093060
Taulman (produttore): http://taulman3d.com/index.html
Policarbonato o PC (materiale, molto valido e ad un costo contenuto): https://www.matterhackers.com/store/3d-printer-filament/175mm-polycarbonate-threequarter-kg
CarbonX (materiale): https://www.3dxtech.com/carbonx-carbon-fiber-nylon-3d-printing-filament/Probabilmente ne esistono altri ma questi sono alcuni tra i più conosciuti per le loro uniche proprietà.
Per quanto riguarda filamenti metallici, esistono quelli caricati a polveri metalliche... dopo la stampa è possibile rifinire la superficie per dare un effetto metallizzato.Un ultimo filamento che propongo ma ancora in via di sviluppo e miglioramento è il Filamet della Virtual Foundry il quale, caricato al 90% con polveri metalliche e, una volta stampato è possibile sinterizzarlo in fornace per ottenere un pezzo di solido metallo (qui ovviamente le misure esatte potrebbero variare). Qui sotto metto alcuni link utili a riguardo:
http://www.thevirtualfoundry.com/
https://www.youtube.com/channel/UCcSee448u4lPpFbLx1LwlJw
Infine, per quanto riguarda la precisione, come diceva Alep è difficile ottenere componenti di altissima precisione con stampanti a deposizione fusa... forse sarebbe un bene orientarsi su altre tecnologie. -
Ciao, mi chiedevo quali differenze ci sono tra cinghie in neoprene e cinghie in poliuretano... per cosa si differenziano?
Grazie
-
Ciao! La cinghia è ben tesa? Il motorino scatta all'interno? Controlla bene il collegamento del motore alla scheda.
Magari sei puoi pubblica un video. -
Ciao, un po' di tempo fa ho partecipato a un evento a Milano nel quale vi erano vari stand, uno tra questi era quello della FABtotum.
Con mia sorpresa ho visto che dispongono anche di PLA dal colore intenso ma come per ogni nuovo filamento "nuovo" sorge il classico dubbio: sarà buono?
Qualcuno di voi ha già avuto la possibilità di provare il loro PLA? ne vale la pena?Grazie in anticipo.
-
Da come hai descritto il problema non si riesce a capire bene... forse con un video.
La cosa degli assi non l'ho capita appieno e nel caso tu avessi dubbi nell'identificarli sappi che l'asse Z è verticale, X e Y sono in orizzontale (di solito X è il ponte e l'Y il carrello).
Per ora posso solo consigliarti di controllare i cablaggi; forse vi sono problemi con gli endstop. -
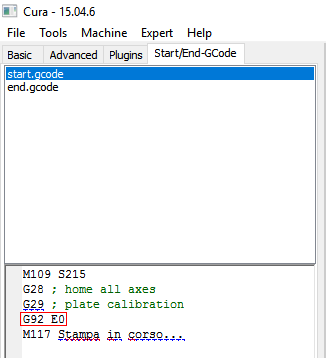
Ciao, questa è una piccola guida alla risoluzione di un problema che può comparire quanto si ha una stampante con Marlin (firmware) e Cura (slicer).
Problema: "dopo aver caricato il gcode sulla stampante e dopo l'autocalibrazione del piano (se presente) accade che il motore dell'estrusore spinge fuori il filamento di qualche millimetro, spesso rovinando la stampa ancora prima che possa cominciare".Come risolvere:
Aprire Cura slicer e spostarsi sul menù di "Start/End-gcode" ovvero inizio/fine-gcode; nella sezione di inzio gcode (start.gcode) aggiungere il comando G92 E0 prima di M117 (vedi immagine in allegato), così facendo ci si assicura che il motore dell'estrusore venga settato correttamente in posizione di partenza.
-
Potrebbe anche esserci troppa ventilazione... se puoi, usa una delle due ventole.
-
Alza la temperatura
-
Ciao, ho un problema col firmware... vorrei modificarlo ma é in formato .hex .
Significa che dovrei convertirlo o si può fare direttamente?
Ho una kossel mini, la scheda ha i connettori anche per il piatto riscaldato e per il suo termistore ma nel menù dell'LCD non appare l'opzione per configurarli... perciò penso che il problema sia il firmware.
Altrimenti ci sarebbero soluzioni alternative a ciò?
Ho pensato a un piano B per collegare piano e termistore a un arduino per controllare il tutto esternamente.
Grazie in anticipo
-
Ciao, devo installare il piatto riscaldato sulla mia kossel mini.
Il problema é dato dai cavi della scheda che sporgono e ho paura che tocchino contro al piatto, danneggiandosi.
Pensavo di mettere sotto al piatto riscaldato un ulteriore piatto... magari in alluminio, oppure di sistemare meglio i cavi o metterli in un alloggio assieme alla scheda.
Altro problema che verrebbe fuori é la ventilazione e raffreddamento dell'ipotetico alloggio.
Voi cosa consigliate? Avete idee migliori?
Grazie in anticipo
-
Prova ad alzare la temperatura di stampa a 210-215 e quella del piano a 60.
-
Ciao, a mio parere possono essere due le cause: cablaggio scorretto del sensore di temperatura oppure della resistenza riscaldante.
-
Ciao, secondo me dovresti portare il valore Retraction almeno a 4… se poi trovi problemi di sotto-estrusione, abbassa il valore da 4 a 3.5 e così via.
Inoltre penso che lo Z Hop sia troppo corto, un 0.2 mi pare gia il minimo.
Per il resto sembra tutto a regola, anche perché da come vedo in foto sembra piu che altro un problema di retrazione.
-
Ciao, prova a sfilare il filo, tagliarne via la porzione fusa e riprova. Se pensi si sia intasato, puoi provare a spingere dal foro di uscita con qualcosa di molto sottile o abbastanza piccolo da poter entrare nell'ugello.
-
Benvenuto, spero che troverai quella giusta ;)
-
Io converto molto facilmente gli stl su Autodesk Inventor tramite un plug-in, provo sempre a ricalcare e il lavoro viene molto piu facilmente se la superficie da scolpire é piana.
Spesso per fare lavori di questo tipo, trasformo l'immagine in bianco e nero, estraggo il tracciato del contorno in SVG con Gimp2 importo su Autodesk 123D Design, trasformo il tracciato in solido, salvo il solido in stl o lo uso come "stampo" per incidere su un altro solido (sempre su 123D);
-
Benvenuto! Vedrai che ti troverai bene!
-
Per come la vedo io sembra sia la calibrazione... .
-
Ciao, come da titolo voglio parlarvi della Feel-color, un'azienda italiana produttrice di filamenti ormai da un po' di anni.
Comincio col dire che quando cominciai a stampare 3D comprai la mia prima bobina in PLA (bianco) da Feel-color. Tutto nella norma finchè non provai alcune stampe... ammetto che non ho mai piu comprato un solo grammo di materiale da loro, innanzitutto perchè quel bianco faceva davvero pena e tutt'ora ce l'ho perchè non so proprio cosa farmene... poi perchè qualche settimana dopo il mio acquisto il loro sito era andato offline. Arrabbiato perchè non potevo chiedere rimborso ma soprattutto perchè ero convinto di essere stato fregato, non ci pensai piu fino a dimenticarmene completamente.
Pochi giorni fa, mentre scorrevo la lista di produttori italiani rividi quel marchio, Feel-color... cliccai sul link del loro sito e con sorpresa rividi il loro sito completamente funzionante e completamente rinnovato, nuovi colori, tantissima scelta ecc. .
Ora, nonostante la mia brutta esperienza con loro, ho pensato che se hanno rinnovato il sito, magari hanno anche rivisto la produzione e di conseguenza (forse) hanno migliorato il prodotto. Sono scettico su questo fatto e poichè non mi è mai capitato di vedere recensioni sul loro shop, ora sono qui per discuterne con voi del forum.
Secondo voi è stato un caso che io abbia ricevuto una bobina così scadente (forse vecchia o sigillata male)?
Qualcuno di voi ha già comprato da loro prima e dopo che rinnovassero? notato differenze?
Personalmente mi piacerebbe dare loro un'altra possibilità, soprattutto perchè hanno molti colori e i prezzi sono leggermente piu bassi rispetto ad altri produttori che offrono cotanti colori.
In generale, cosa ne pensate? www.feel-color.com
-
Ciao, potrebbe essere un po' di sporco dovuto al processo di imbobinamento non molto curato... col tempo può accadere che esso si accumuli nell'estrusore tappandolo o impedendo la corretta fuoriuscita del materiale fuso. Se questi segni non faticano a venir via, puoi provare a sistemare un pezzo di panno umido in un punto precedente all'estrusore... magari con un piccolo supporto.
-
 1
1
-
-
Ciao, consiglio di provare il Kanova, materiale molto facile da scartavetrare... sembra quasi gesso; il costo non è basso e nemmeno esagerato, un ottimo cadidato per modellismo.
-
Il 21/2/2017 at 22:34, baxbax dice:
Ciao, la colla di ABS l'ho fatta sciogliendo pezzi di filamento di ABS in acetone fino ad ottenere un liquido viscoso... le quantità non so dirti, sono andato a occhio.
Firmware Gimax Maty
in Software di slicing, firmware e GCode
Inviato
Buonasera a tutti, qualcuno che ha la Gimax Maty potrebbe passarmi il firmware?
Purtroppo non lo si trova più sul sito di Gimax e devo cambiare un paio di cose perchè ho convertito l'estrusore in e3d v6.
Grazie