

paolopa
-
Numero contenuti
110 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da paolopa
-
-
2 ore fa, Whitedavil ha scritto:
In teoria si ma se, come nel tuo caso, l'offset serve anche per tener conto dei punti effettivi di dove può arrivare a sondare. Hai il bltouch montato davanti e lui non può far avanzare di più il piatto per fare arrivare il bltouch nel punto dove vorresti. Comunque il problema non si pone, l'importante è che imposti l'offset di Z in modo corretto!
Si il mio bltouch è montato frontalmente, ma comunque se sposto il piatto a mano il bltouch in realtà arriverebbe a sondare anche il piano alla distanza di 34 cm X e 34 cm Y questo non arriva a fine corsa.
oppure forse intendi un'altra cosa. Mi spiego:
Se anche il Bltouch arrivasse come in partenza sul piano a 1cm X 1cm Y questo avendo il bltouch avanti al nozzle resta nel piano, mentre se arrivasse (come può arrivare meccanicamente) 34cm X 34cm Y essendo montato avanti di 3,4cm andrebbe come Y a 37,4 cm (il nozzle) risulterebbe fuori piatto.
Può essere questo? il problema?
Perchè la cosa che non mi torna è che sulla Ender 3 che ho quando fa i punti sulla destra del piano di stampa e io ho il bltouch a sinistra del nozzle, il nozzle esce tranquillamente dal piano di stampa.😕
Altra cosa se spostassi il bltouch a sinistra dici che avrei poi un test come sulla Ender 3 ossia centrato perfettamente sul piatto?
-
16 minuti fa, Killrob ha scritto:
da dove li hai calcolati quegli 8cm che dici? dalla punta della sonda? se si è normale, il nozzle sta al punto giusto.
Si dalla punta della sonda.
Ma scusatemi la sonda non dovrebbe prendere i punti dove arriva il nozzle.
Sulla mia altra stampnte (ENDER 3) la sonda rileva sia all'inizio che alla fine la stessa identica distanza.
Altrimenti a che serve l'offset della X e Y che si inposta per la distanza che si ha dal bltouch al nozzle, i punti rilevati dalla sonda non dovrebbero essere quelli che ipoteticamente vengono raggiunti dal nozzle?
-
Ho cambiato tutte le inpostazioni mettendo il piatto a 235x235, ho impostato ABL a 16 punti ma il risultato non cambia, quando faccio ABL i primi 4 vengono fatti a 1cm asse X e Y poi va avanti cosi fino a fare gli ultimi 4 punti che invece li fa a circa 8 cm dalla fine del piatto.
Allego il file configuration.h che ho modificato.
Non capisco perchè dove è l'errore?
metto anche un video per farvi capire meglio:
-
11 ore fa, Whitedavil ha scritto:
Li devi mettere le reali dimensioni del piatto. E se fai la home fuori piatto Xmin e ymin vanno compensate in negativo con la differenza.
Quando attivi il abl, che poi è bilinear, subito sotto l'opzione hai ulteriori parametri di offset.
Inoltre il livellamento fallo almeno a 16 punti.
Io ho questi parametri inpostati:
Cita// The size of the printable area
#define X_BED_SIZE 200
#define Y_BED_SIZE 200// Travel limits (mm) after homing, corresponding to endstop positions.
#define X_MIN_POS 0
#define Y_MIN_POS 0
#define Z_MIN_POS 0
#define X_MAX_POS X_BED_SIZE
#define Y_MAX_POS Y_BED_SIZE
#define Z_MAX_POS 200
//#define I_MIN_POS 0
//#define I_MAX_POS 50
//#define J_MIN_POS 0
//#define J_MAX_POS 50
//#define K_MIN_POS 0
//#define K_MAX_POS 50pertanto dici di mettere la grandezza a 235.
Poi per compensare intendi i valori sotto Travel limits (mm)?
Io faccio homing con il bltouch al centro del piatto, ho tolto l'endstop dell'asse Z
-
Salve vi espongo il problema che riscontro.
Ho compilato l'ultimo Marlin per la mia Biqu B1 e ho impostato ABL co Bltouch su 9 punti.
Ora riscontro che i primi 3 punti sono praticamente all'inizio dep piatto di stampa, mentre i successivi (punto dal 4 al 6) non sono perfettamente al centro, e tantomeno gli altri non sono alla fine del piatto di stampa ma molto prima.
Controllando il file Configuration.h trovo questo:
Cita// Direction of endstops when homing; 1=MAX, -1=MIN// :[-1,1]#define X_HOME_DIR -1#define Y_HOME_DIR -1#define Z_HOME_DIR -1//#define I_HOME_DIR -1//#define J_HOME_DIR -1//#define K_HOME_DIR -1// @section machine// The size of the printable area#define X_BED_SIZE 200#define Y_BED_SIZE 200// Travel limits (mm) after homing, corresponding to endstop positions.#define X_MIN_POS 0#define Y_MIN_POS 0#define Z_MIN_POS 0#define X_MAX_POS X_BED_SIZE#define Y_MAX_POS Y_BED_SIZE#define Z_MAX_POS 200//#define I_MIN_POS 0//#define I_MAX_POS 50//#define J_MIN_POS 0//#define J_MAX_POS 50//#define K_MIN_POS 0//#define K_MAX_POS 50Sembra che il piatto di stampa venga configurato sulla grandezza X200 e Y200, in realtà è 235x235.
Sono questi i valori che poi vengono presi in oggetto per fare ABL?
Non riesco a capire.
Vi allego anche il file configuration.h
-
8 minuti fa, Eddy72 ha scritto:
E se levi il
M104 S160 ; Set Extruder temperature
Cosa fa?
Ciaoo
Ma in Cura funziona come deve e in Ideamaker no?
Ciaoo
Errore mio, non avevo tolto la spunta su inserisci riscaldamento automatico sul gcode, grazie.
-
12 minuti fa, Eddy72 ha scritto:
Il gcode nel tuo primo post
Scalda il piatto e attende che arrivi alla temperatura
Scalda il nozzle a 160°C
Fa la Home
Fa l'ABL
Scalda il nozzle alla temperatura impostata
Mi sembra corretto
Ciaoo
in realtà scritto cosi parte il riscaldamento del piatto a 60° e il nozzle a 195°(che è la temperatura di stampa) insieme e immediatamente
-
Grazie della risposta, di default sto usando questo Gcode che potrebbe andarmi anche bene:
CitaG28
M117 ABL Probing
G29 ; home all axes
M83 ; set extrusion to relative
M117 Purge extruder
G1 Z5 F3000 ; raise Z
G1 X5 Y5 Z0.2 F3000 ; go intro start pos
G1 X60 E9 F800 ; thick line
G1 X90 E5 F1000 ; medium line
G1 X120 E3.5 F1200 ; slim line
G1 X118 E-1 Z0.5 F1500 ; wipe
G92 E0 ; reset extruder
ma avendo anche inpostato prima di riscaldare il piano di riscaldamento, il nozzle inizia a scaldarlo quando parte l'ABL Probing portandolo alla temperatura di stampa, il risultato è che mi viene sporcato dal materiale che fuoriesce dal nozzle il piatto di stampa oramai caldo.
Il Gcode sopra si potrebbe modificare facendo partire insieme al riscaldamento del piatto un riscaldamento del nozzle di 150 gradi poi far partire l'ABL e finito questo far finire il riscaldamento del nozzle con la temperatura impostata di stampa?
-
Salve volevo provare ideamaker per la mia stampanta Biqu B1 (sto usando Cura in questo momento).
Riscontro un problema su cura uso questo Gcode iniziale:
Cita; BIQU B1 Start G-code
M117 Getting the bed up to temp!
M140 S{material_bed_temperature_layer_0} ; Set Heat Bed temperature
M190 S{material_bed_temperature_layer_0} ; Wait for Heat Bed temperature
M117 Pre-heating the extruder
M104 S160 ; Set Extruder temperature
M117 Homing axes
G28 ; Home all axes
M117 ABL Probing
G29
M117 Getting the extruder up to temp
M104 S{material_print_temperature_layer_0} ; Set Extruder temperature
M109 S{material_print_temperature_layer_0} ; Wait for Extruder temperature
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X4.1 Y20 Z0.3 F5000.0 ; Move to start position
M117 Purging
G1 X4.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X4.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X4.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
M117 Lets make
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squishMa quando lo inserisco su ideamaker mi ritrovo con una risposta di errore al momento di salvarlo che è questa:
CitaStart G-Code (il numero di estrusori è 1) contiene un Gcode dei segnaposti non valido! (Riga 3, Colonna 7)
Non riesco a capire e risolvere il problema.
-
2 ore fa, dnasini ha scritto:
Ciao, non mi e' chiara una cosa nella tua spiegazione. Se X e Y hanno fatto homing, il nozzle non e' gia' posizionato al centro del piatto? Hai inoltre verificato che le dimensioni del piatto siano correttamente configurate
mi sono spiegato male x e y hanno fatto scattare gli endstop meccanici e poi si sono posizionati non al centro del piatto per fare homing dell'asse z.
Si le dimensioni del piatto sono giuste, l'errore potrebbe essere lo Z-probe?
Leggendo la eeprom mi da risposta:
M851 X12.00 Y-43.00 Z-1.50
I valori potrebbero essere questi sbagliati? Perchè in realtà per come è montato il mio bltouch X dovrebbe essere 0 dato che è perfettamente allineato al nozzle e non è spostato ne a desta o a sinistra.
-
Salve a tutti ho compilato il Marlin 2.0.9 per la mia Biqu B1 con Bltouch, facendo questi passaggi:
Ho scaricato il Marlin 2.0.9 e ho scaricato i config preparati per la versione 2.0.9, ho copiato i 2 file configuration nella cartella marlin sostituendo i 2 già esistenti.
Avendo il bltouch e volendolo usare come endstop ho decommentato dentro il file configuration.h le linee:
- USE_PROBE_FOR_Z_HOMING
- Z_SAFE_HOMING
Successivamente ho compilato il tutto con Visual Studio Code, ottenendo il file firmware.bin da caricare
cariato il tutto e controllato che gli assi si muovono nella direzione giusta, ho effettuato l'homing.
Asse x e assa y hamnno eseguito l'homing la Z ha estratto il pistoncino del bltouc e si è preparata per fare l'homing, ma lo ha eseguito non al cento del piatto, o meglio considerando che il piatto è da 23,5cm x 23,5cm ha eseguito l'homing su x 9cm e y 13.
quì mi sono fermato non andando avanti con le operazioni di ABL.
La mia domanda è come posso correggere questo errore e dove lo devo correggere?
Grazie
-
ora ho provato a settare i punti a layer e stasera farò la prova ( come da immagine )

-
37 minuti fa, Eddy72 ha scritto:
Io usavo il numero del layer e non l'altezza in mm e così mi ha funzionato

Ciaoo
ma te imposti a scendere o salire le temperature?
-
1 ora fa, Eddy72 ha scritto:
@paolopa è un bug dello script ChangeAtZ
dove imposti le temp e il layer di riferimento, togli a tutti la spunta ENABLED e premi OK nella finestra
poi rientri e rimetti a tutti la spunta su ENABLED e premi OK
A me così ha funzionato, anche a me faceva quello scherzo prima
Ciaoo
Ho fatto così:
Inseriti tutti i valori poi ho tolto la spunta su tutti i valori di temperatura e ho premuto chiudi.
Ho premuto vicino a sezionamento il simbolino martello e chiave inglese per riaprire il menù di cambio gcode.
Ho reinserito la spunta su tutti i valori che mi si sono ripresentati. Ho fatto chiudi e ho sezionato nuovamente.
Risultato stesso problema.
-
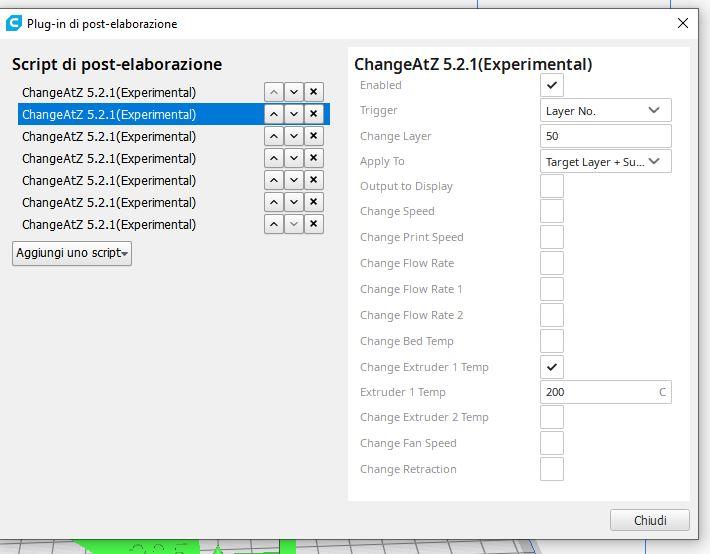
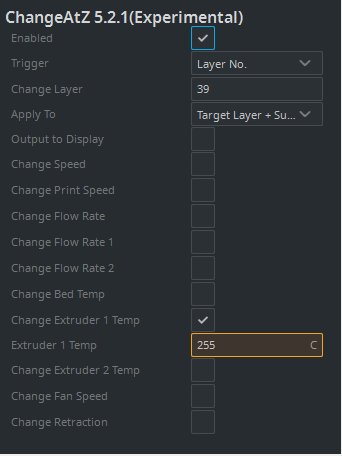
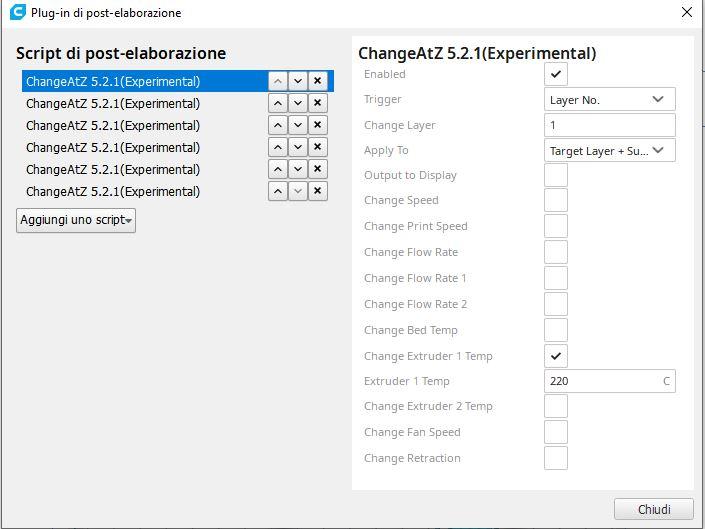
Salve, sto tentando di preparare un temp tower con cura ma non riesco a settare i valori di temperatura a determinate altezze di stampa:
La torre preparata parte da 220 gradi e arriva a 195.
in cura effettuo le modifiche con il suo sitema di "post-elaborazione"
Inizio impostando layer 1 a 220° successivamente imposto ad altezza 10mm una temperatura di 215 e continuo con impostare ogni 10 mm ulteriori 5° in meno. (come da immagine allegata).
In cura vedo le modifiche da apportare vicino al pulsante slicer, faccio lo slicer ed ottengo il modello
Il problema è che se vado in stampa la temperatura rimane sempre quella di partenza non variando mai.
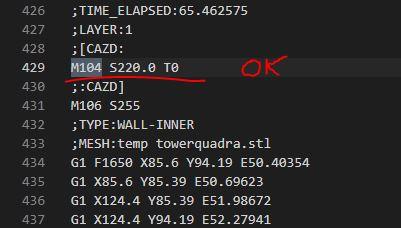
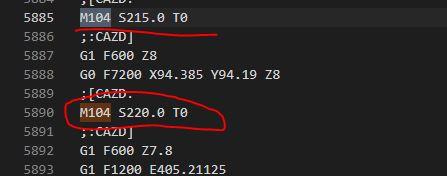
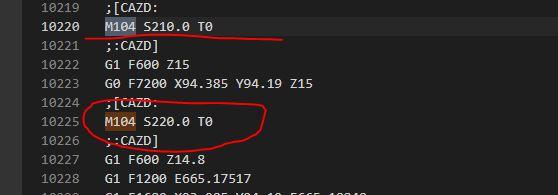
vi metto ulteriori immagini del Gcode dove ho riscontrato che al comando M104 dove imposta la temperatura poi ne segue un'altro dove riporta la temperatura a 220°.
Al primo layer la temperatura viene impostata giusta, ma successivamente succede il problema.
Non riesco a capire.
-
Ho inserito un bltouch per fare il livellamento del piatto sulla ender 3 v2 e devo dire che fa egregiamente il suo lavoro, il problema è che il nozzle caldo spurga filamento durante il livellamento del piano prima di far partire la stampa (fa il rilevamento ad ogni stampa).
Sarebbe possibile fare il livellamento del piatto (caldo) e solo dopo far riscaldare il nozzle?
Io ho questo gcode iniziale:
Cita; Ender 3 Custom Start G-code
G92 E0 ; Reset Extruder
G28 ; Home all axes
G29 ; Bed Leveling
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position
G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish
perche non vedo ne M104 ne M140
Sto usando Cura.
-
15 ore fa, MayTs ha scritto:
nel codice da te postato non c'è da nessuna parte una ritrazione.
Solo le due estrusioni per le 2 lineee...
te in quale momento vedi ritrarre il filamento? prima o dopo aver stampato le 2 linee? (le 2 linee le stampa?)
inizia a ritrarlo quando parte per fare la prima linea di spurgo filamento e toccandolo si sente che sta estraendo il filamento.
-
Ho provato a manadare in stampa di nuovo e mi sono accorto che è nel Gcode iniziale che ritrae il filamento al momento di fare le 2 linee di spurgo la prima la fa a una velocità da lumaca il ritorno normale ma il filamento viene retratto durante la prima linea sembra
CitaG21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
G1 X20 Y20 Z0.3 F5000.0 ; Move to start position
G1 X20 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X20.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X20.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish
questo è quello di partenza ma dove sta che deve ritrarre il filamento?
-
25 minuti fa, MayTs ha scritto:
F300 indica solo la velocità con la quale muovere il motore. Spostando 1 mm (sia a 1mm/s che a 50mm/s) il filo non può uscire dall'estrusore...
O hai altri comandi che fanno la ritrazione prima e quindi si sommano, o avevi il filo leggermente ritratto dalle prove precedenti...
La prova prima di mettere come mi avevi deto aveva un Gcode così:
CitaM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G90 ;G1 X1 Y250 Z3 F3000 ; (alzerei di 3 mm)
M84 ;steppers offpoi ho messo come mi hai consigliato:
CitaG91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z3 F3000 ;
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G90 ;
G1 X1 Y250 F3000 ;
M84 ;steppers off
Non mi pare ci siano altre ritrazioni, boh faro un'altra prova alla fine della stampa che sta facendo.
-
All'ora ho provato a fare una stampa ma mi sono ritrovato con il filamento che non veniva estruso, ho toccato il filo e non si muoveva. PAURA!!!!
Tirandolo appena mi sono accorto che era stato espulso.
Dato che il valore per allentare la pressione era la stassa, anche sulla prima stampa (G1 E-1 F300) secondo me è troppo ed esce.
Nel vecchio Gcode che avevo su Repetier tale valore era settato solo così: G1 E-1 ; penso lasciando alle impostazioni interne del firmware la velocità di ritrazione (sbaglio?)
In pratica se tolgo F300 riotterei come nel vecchio Gcode di repetier che il filamento non è mai uscito dall'estrusore.
-
Adesso, MayTs ha scritto:
No, non puoi far raffreddare il nozzle e poi ritrarre, metti lo spegnimento del letto e del nozzle dopo gli spostamenti
Il comando che alza z mettilo prima di spostare x e y.
Si può fare anche questo
M109 S35 ; attendi finchè l'hotend arriva q 35°
M104 S0 ; spegne l'hotend
ho fatto una prova e infatti a fine stampa si è spostato tutto ma l'asse Z dai 5mm di fine stampa si è spostat in basso a 3 millimetri andando con X a 1mm e Y a250.
Pertanto non va bene, tu dici di mettere così:
CitaG91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressureM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G90 ;G1 Z3 F3000 ;
G1 X1 Y250 F3000 ;
M84 ;steppers offDopo il G 90 il comando G1 Z3 F3000 alza da fine stampa nel mio caso dai 5mm della stampa di prova che sto facendo 3mm? Perchè sul comando che ho dato prima che non va bene G1 X1 Y250 Z3 F3000 ; in pratica a abbassato dal fine stampa di 5mm a 3mm non ha alzato fino a 8mm il l'asse Z
-
4 ore fa, MayTs ha scritto:
confermo, però alza un pelo Z(anche 0.3 bastano per evitare sfioramenti del pezzo).
Volendo... c'è la mod dell'autospegnimento della stampante: ti stampi il supporto per un interruttore da installare alla massima estensione del asse Z, in modo che mandando Z al max, il carrello lo prema e spenga la stampante.
poi a fine gcode, dai il comando per alzare Z ed il giorno è fatto 😄
intendi così:
CitaM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G90 ;G1 X1 Y250 Z3 F3000 ; (alzerei di 3 mm)
M84 ;steppers offGiusto?
Preferierei far raffreddare il nozzle dalle ventole che senza prima di spegnere tutto.
-
7 ore fa, Eddy72 ha scritto:
nel mio end gcode ho messo che alza Z di 5mm in coordinate relative e poi torna in coordinate assolute e porta il piatto fuori a Y280 , ho un piatto da 300x300
G91 ; Usa coordinate Relative
G1 Z5 F3000 ; Alza Z di 5mm dalla posizione di dove si trova
G90 ; Usa coordinate Assolute
G1 X0 Y280 F3000; Ritorna in home l'asse X e a 280 l'asse Y ( piatto fuori )
Ciaoo
G90 in pratica usa le coordinate effettive della stampante?
Cioè nel mio caso avendo X 220 Y 270 Z 250 prende queste in considerazione?
Poi potrei mettere G1 X1 Y250 F3000 questo vi spiego, perchè nonmi paice che vengano tenuti premuti gli endstop dato che rimane magari molte ore in funzione a fine stampa, prima che possa spegnere la stampante.
In pratica verrebbe così (corregete se sbaglio):
CitaM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G90 ;G1 X1 Y250 F3000 ;
M84 ;steppers off -
Passando ora al Gcode di fine stampa, che inserisco sotto una volta finita la stampa praticamente io vorrei che l'asse Z si alzasse di almeno 15 mm e l'asse Y si spostasse in avanti di una 30 di mm.
Se mando in stampa, con il Gcode sotto rimane tutto appiccicato.
Dove è l'errore?
CitaM104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
Problema ABL su Biqu B1
in Software di slicing, firmware e GCode
Inviato
Purtroppo per la Ender 3 uso i file già compilati di Jyers e non ho sorgente da controllare.
Se dovessi trovarlo hai idea di dove dovrei cercare, o meglio secondo te cosa dovrei cercare