

FabrizioC
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da FabrizioC
-
-
1 minuto fa, leouz dice:
per cambiare non ci sono troppi problemi, è un semplice valore delle accelerazioni massime.
Credo di aver identificato il "problema":
a differenza del precedente firmware 1.4.2 nel nuovo c'è un parametro separato per l'accelerazione "travel" con valore pari a 3000 a differenza del precedente unificato a 1000 (o almeno così mi è sembrato di capire... non avevo mai guardato nei sorgenti di marlin, quindi non so bene come sono utilizzati i valori)
V. 2.3.0
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration in mm/s^2 for retracts #define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) movesV. 1.4.2
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 1000 // X, Y, Z and E max acceleration in mm/s^2 for retractsDevo quindi ancora approfondire come (e dove) vengono utilizzati e non da meno verificare/configurare il mio sistema per compilare il firmware
-
Quello che ho installato era pre-compilato ma i sorgenti sono disponibili su github.
Prima di modificare e compilare volevo conferma che non fosse solo una mia impressione.
(tra l'altro non saprei nemmeno dove andare a cercare i parametri delle accelerazioni
) -
Ho fatto l'aggiornamento del firmware alla versione 2.3.0 sulla mia Hephestos, dalla versione 1.4.2, mi pare però che siano aumentate le vibrazioni, come se le accelerazioni fossero più brusche.
Qualcuno ha fatto l'aggiornamento e notato lo stesso comportamento?
-
Il 6 giugno 2016 at 13:34, kalec84 dice:
Allora, è una settimaa che ho la prusa i3 hephestos, ho quasi finito di printare codsworth (manca solo il corpo centrale) e ho gia creato un bel po di "potenziamenti" :P
Ora, una cosa che trovo scomoda è il fatto che quando finisce la stampa il piatto se ne va sul retro della stampante ansichè venire avanti...
Mi piacerebbe che una volta finita la stampa la posizione di riposo del èpiatto di stampa fosse tutta in avanti e non tutta indietro.
è possibile impostare una cosasimile? o deve essere cosi per forza? (immagino possa centrare col sensore dell'asse y ma sono alle prime armi e non ne ho idea)
Qualche suggerimento?
Sulla mia Hephestos a termine stampa il piatto esce quasi tutto fuori, credo dipenda dal profilo che usi per stampare, nel mio caso quelli forniti da BQ.
Se usi Cura come slicer (ma anche con gli altri software vale lo stesso), indipendentemente dall'origine del profilo che usi, puoi impostare dei comandi che vengono eseguiti a fine stampa, ad esempio:
; -- END GCODE -- M104 S0 ;set extruder temperature to zero (turned off) G91 ;set to relative positioning G1 E-20 F300 ;retract the filament a bit to release some of the pressure G1 Z10 F{travel_speed} ;move extruder up 10 mm G90 ;set to absolute positioning G1 X0 Y180 F{travel_speed} ;expose the platform M84 ;turn off steppers ; -- end of END GCODE --Come vedi il penultimo comando porta il piano di stampa a 180mm
-
4 minuti fa, Adryzz dice:
Bello il polpo, vai così che vai bene
Il merito è degli uploader di thingiverse, comunque per ora sono soddisfatto della stampante (non avendo visto molto di meglio è facile accontentarsi).
Sto combattendo con lo stringing (almeno mi pare di aver capito si chiami così) ma per ora non so dove andare ad intervenire e saltuariamente con il warping (qui qualche idea me la sono fatta)
-
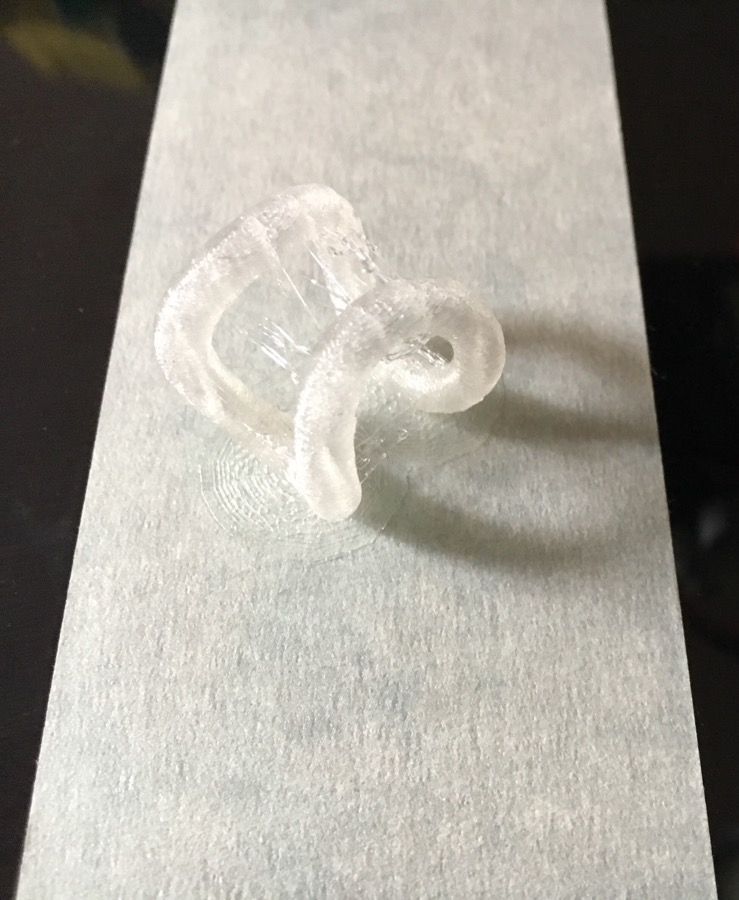
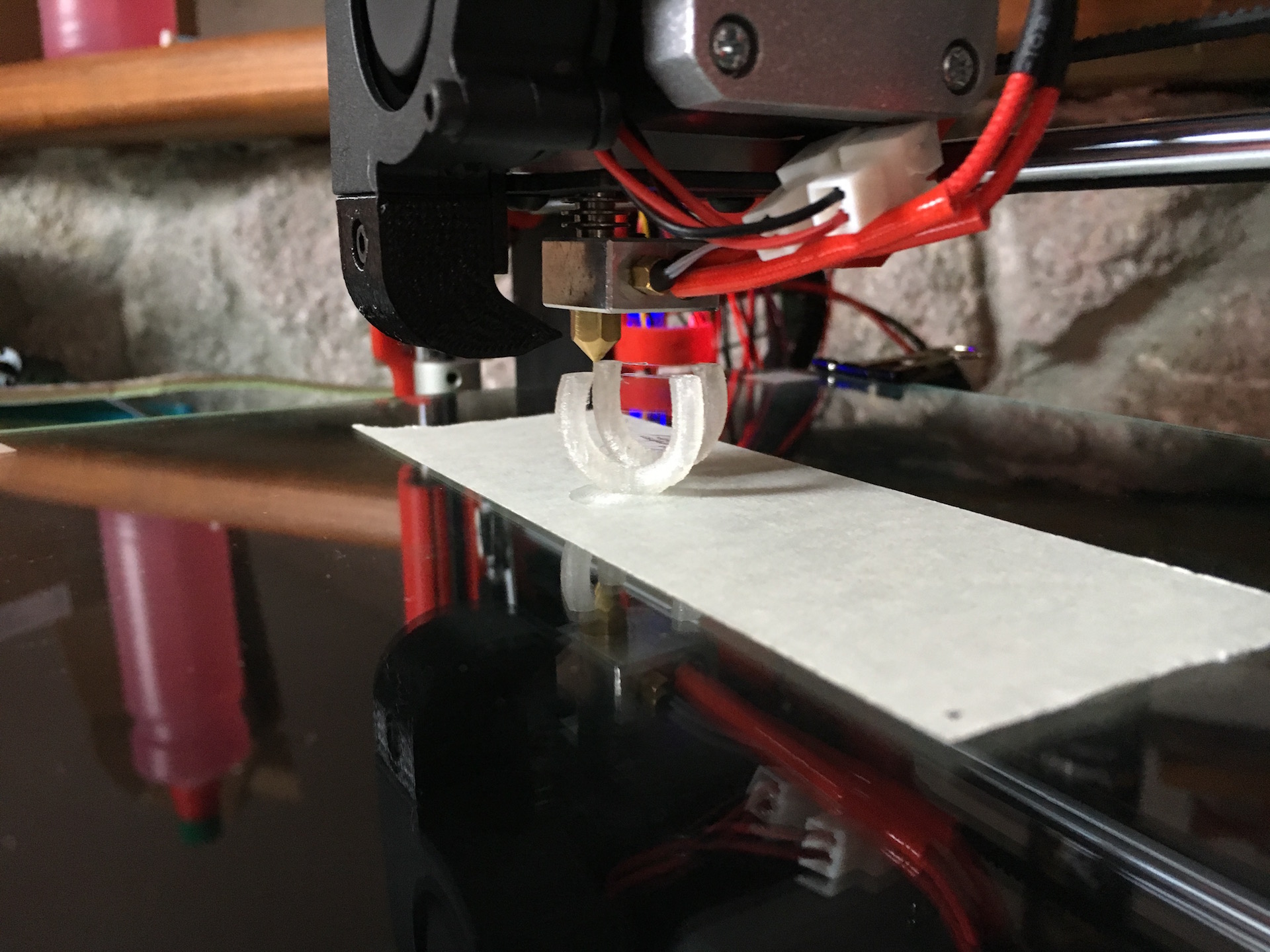
Sul nastro ero riuscito a stampare questo, oggi ne su lacca ne su nastro, arrivato ad un certo punto fa leva sulle gambe e stacca la base.

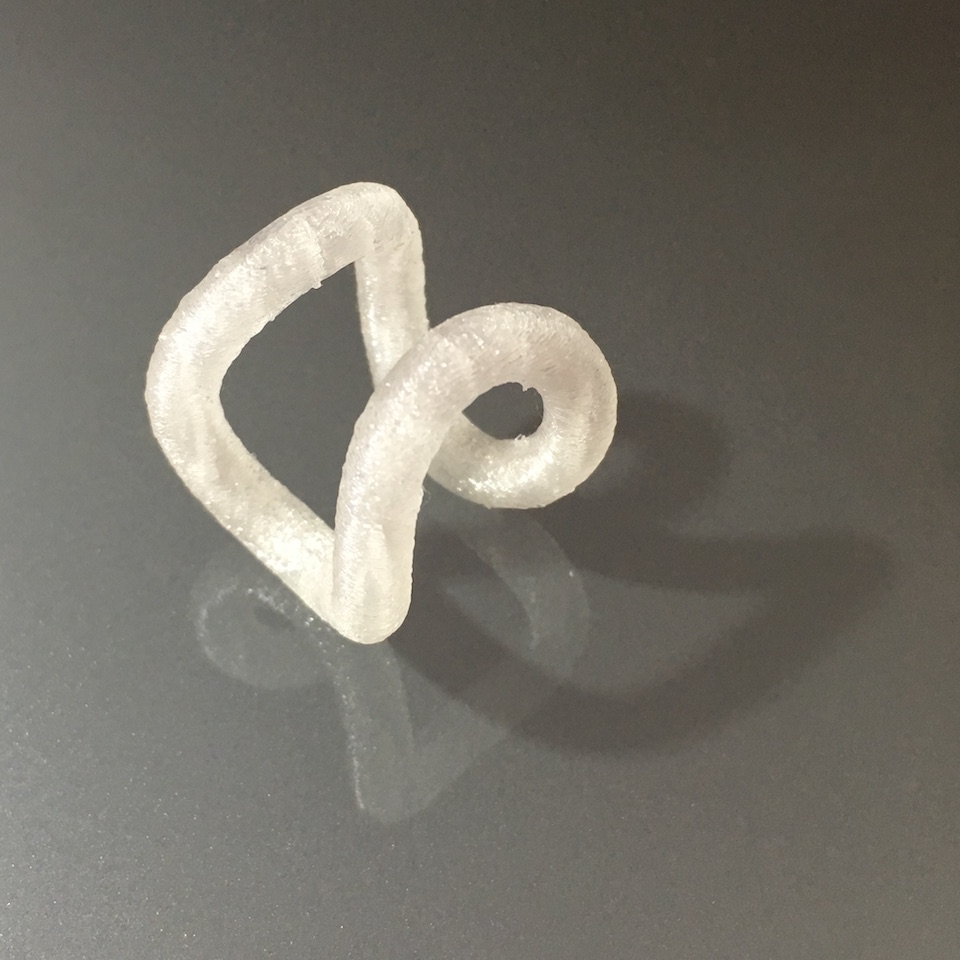
In compenso la stampa del polpo con una base raft che è venuta via in maniera che non avrei mai nemmeno immaginato mi sembra notevole
-
 1
1
-
-
1 minuto fa, Elvis74 dice:
Per il troppo materiale tra ugello e piatto potrebbe essere forse il valore del Flow rate ( flusso in uscita) un po' alto !
Elvis3D Sono ancora con i parametri di default... ne ho di strada da fare
-
7 minuti fa, Elvis74 dice:
che le vedevi discontinue vuol dire che il livellamento non era perfetto
Elvis3D Il livellamento era buono, solo troppo vicino, discontinue nel senso che erano "sbordate" come se ci fosse troppo materiale tra ugello e piatto... quindi ho aumentato lo spessore ed ora mi pare buono (il livellamento)
(Perdona l'apparente arroganza, cerco solo di essere chiaro e conciso anche se sono inesperto)
... ed in quanto inesperto il mio vocabolario è limitato, sorry
-
40 minuti fa, Elvis74 dice:
Fabrizio di solito si usa il semplicissimo bigliettino da visita che dovrebbe misurare come spessore 0.35 !
Elvis3D Con l'euforia della novità mi era venuto in mente il foglio A4, singolo (troppo vicino) ho visto che le linee sul vetro apparivano discontinue, messo doppio mi sembrano correte, molto uniformi, appena posso provo con il biglietto da visita
-
@Adryzz avevo provato a togliere la lacca con l'alcool e la carta ma avevo l'impressione che si facesse un'impasto... ed usare lo shampoo mi sembrava eccessivo
Il piano l'ho verificato, tra ugello e vetro passa un foglio A4 piegato in due (o due fogli da 80gr/mq se preferite)
Adesso riprovo con la lacca Splendor (senza oli aggiunti)
Comunque lo scotch da carrozzieri mi era sembrato avere una buona adesione (gamba a parte tutti gli atri pezzi ed anche un atro oggetto sono venuti bene)
-
Grazie Adryzz, non mi ero reso conto del distaccamento, in alcuni pezzi non avevo proprio controllato dato che i primi pezzi sembravano ben attaccati sul nastro.
In realtà le prime prove prove le avevo fatte proprio con la lacca ma non arrivava nemmeno alla fine del pezzo. Poi messo il nastro ne ho fatti uno dopo l'altro.
Riproverò comunque con un'altra lacca, la splendor che avevo a disposizione (ho visto dopo) era con "olio di qualcosa" che penso possa aver influito negativamente sull'adesione.
A proposito di lacca: come si toglie da vetro? va tolta e rimessa prima di ogni stampa?
-
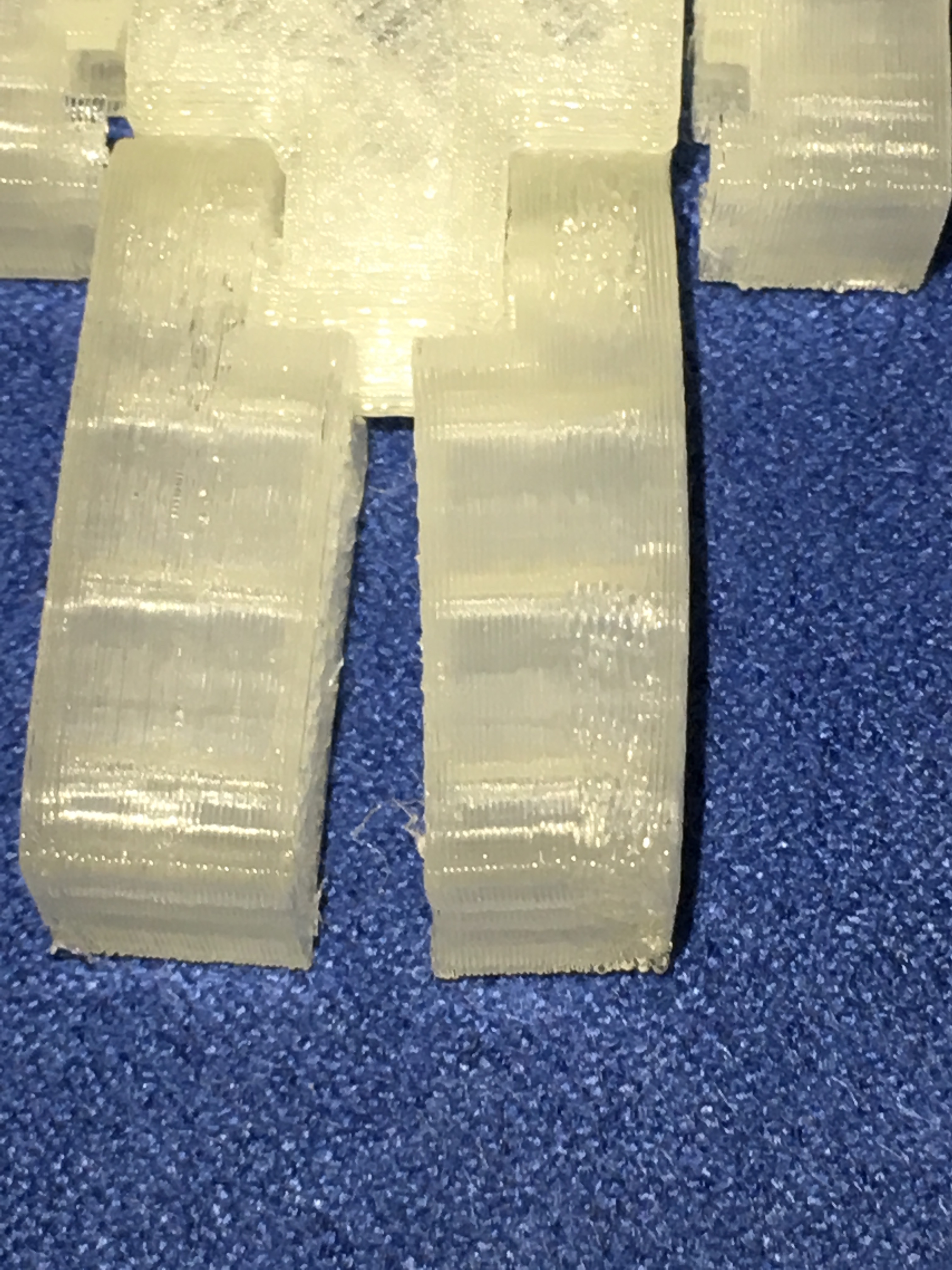
In generale, da ignorante, mi pare accettabile, ad eccezione della gamba sulla destra, la cosa curiosa è che la parte "compressa" e "curva" verso l'interno dell'oggetto stava poggiata su piano durante la stampa, mentre gli strati superiori sono orizzontali
Qualcuno mi può spiegare come è stato possibile?
-
Alla fine ho optato per una Prusa i3 Hephestos in kit, mi è parso un valido compromesso.
Il montaggio mi è sembrato abbastanza laborioso anche se relativamente semplice per la necessità di ritoccare costantemente le parti stampate.
Un piccolo momento di panico alla prova motori tramite controllo manuale: X ok, Y ok, Z ok, estrusore... NON ok! Poi provando il carico del filamento in temperatura è risultato correttamente funzionante.
Dopo il livellamento il primo cubo ha iniziato a prendere forma a cui è seguito l'interfacciamento con OctoPi su Raspberry, e dopo aver applicato del nastro gommato sul vetro ho inviato alla stampante un file dopo l'altro tramite interfaccia web per soddisfare il piccolo impaziente e questo il risultato stampato in scala 1:2 da questo progetto: https://www.thingiverse.com/thing:1066739
-
On 14 aprile 2016 at 15:55, Pippolinos dice:
Penso che tu abbia risolto già, comunque io sposto l'estrusore a mano, regolo la vite e lo rimetto a posto, poi passo allo step successivo.
Io, invece, ho tolto la protezione contro le scottature intorno al nozzle (e rimesso la M3x16) al secondo tentativo di livellamento (al primo avevo lasciato poco spazio)
-
Purtroppo solo attraverso il web, ed il loro movimento e caratteristiche mi affascinano non poco, le giudico però, allo stato attuale, fuori dalla mia portata sia come costo che capacità.
-
Ciao a tutti sono Fabrizio... programmatore per professione e passione, condivisa con quella per la tecnologia ed il mondo 3D... e spero di entrare presto in possesso di una stampante a filamento fuso


Raspberry Pi & Octoprint - accensione e spegnimento da remoto
in Hardware e componenti
Inviato
A suo tempo mi ero salvato questo link non l'ho messo in pratica, mi pare però di averlo considerato valido all'epoca.