Cla1608
-
Numero contenuti
13 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cla1608
-
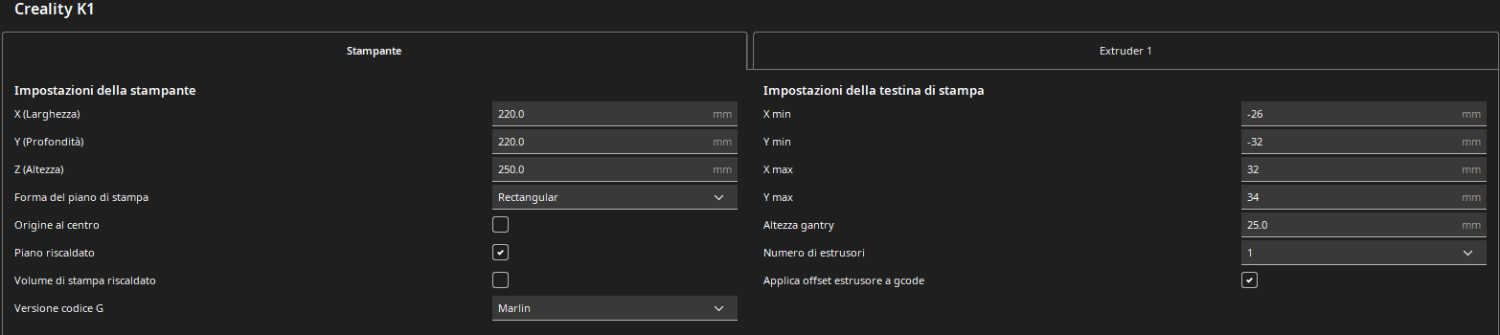
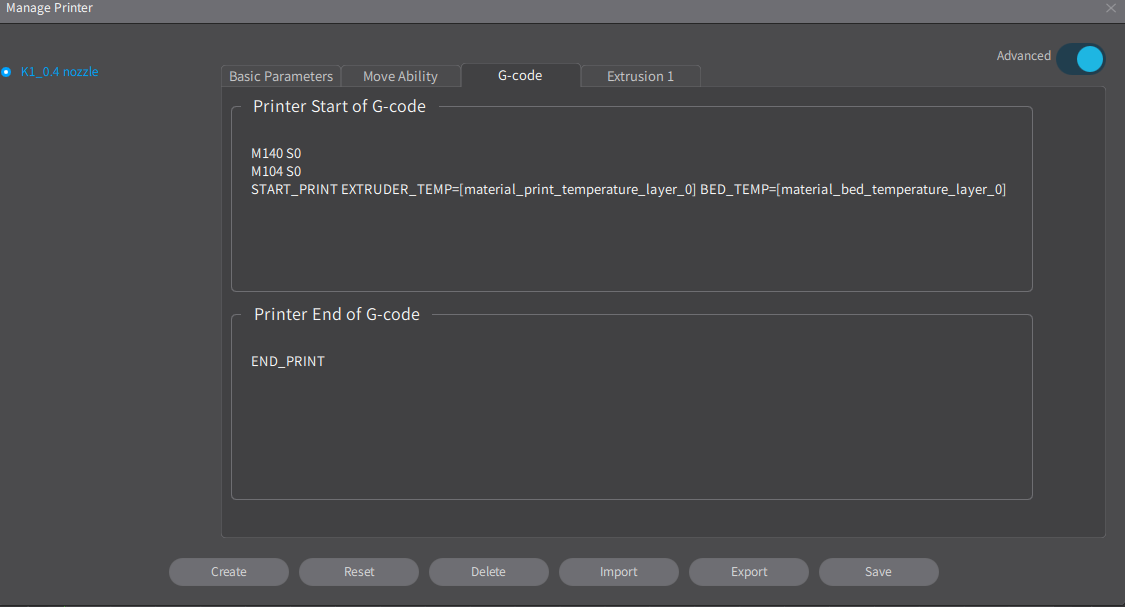
in Orca Slicer la situazione è analoga, ma è sufficiente per dire che va bene? Sto pensando di usare OrcaSlicer invece di Cura 😁
-
Buon pomeriggio a tutti, ho appena acquistato una K1 e ho fatto qualche prima stampa di prova utilizzando i file di prova in locale (la solita barchetta) e un altro file preparato con slicer Creality. Sono un entusiasta utente linux (Ubuntu principalmente) da quasi 15 anni più o meno e lo slicer Creality non funziona in Ubuntu. Inoltre ho la necessità di usare Cura (anche con la Creality K1) perchè a volte devo stampare su altre macchine e vorrei evitare di utilizzare 2 slicer diversi, anche perchè detesto il fatto che lo slicer Creality non funzioni in linux (mentre Cura va senza problemi). Arrivo al punto, vorrei configurare la mia K1 per Cura ma, da neofita, ho mille dubbi e ignoranze ... e vorrei evitare di far danni. MI sono informato, per quello che capisco e posso fare, e ho iniziato a configurare il profilo della K1 partendo da una Ender 3-S1, per il momento ho modificato la sola z da 270 (per la Ender) a 250 (altezza della K1): Per il resto ho lasciato inalterato StartGCode (come era per la Ender 3-S1) e EndGCode (come era per la Ender 3-S1), rispettivamente: ; K1 Start G-code ; M413 S0 ; Disable power loss recovery G92 E0 ; Reset Extruder ; Prep surfaces before auto home for better accuracy M140 S{material_bed_temperature_layer_0} M104 S{material_print_temperature_layer_0} G28 ; Home all axes G1 Z10.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0 Y0 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positioning G1 X0 Y{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z Potete darmi una mano prima di far danni a capire se può andar bene così? Ho visto alcuni video e guide e alcuni utilizzano un codice molto più semplificato ... ad esempio prendendo dallo Slicer Creality la configurazione è questa: non sono sicuro si possa fare brutalmente un copia e incolla in Cura. Cla

-
Cura --- fine stampa --- nozzle finisce sul particolare
Cla1608 ha risposto a Cla1608 nella discussione Software di slicing, firmware e GCode
Eh si... credo che farò così e incrociamo le dita -
Cura --- fine stampa --- nozzle finisce sul particolare
Cla1608 ha risposto a Cla1608 nella discussione Software di slicing, firmware e GCode
non per quello, è chiaro, intendo un software che simuli il percorso dall'inizio alla fine compreso end code e che permetta di vedere cosa succede. Alla peggio provo a fare una stampa col codice modificato ... sperando di non far peggio -
Cura --- fine stampa --- nozzle finisce sul particolare
Cla1608 ha risposto a Cla1608 nella discussione Software di slicing, firmware e GCode
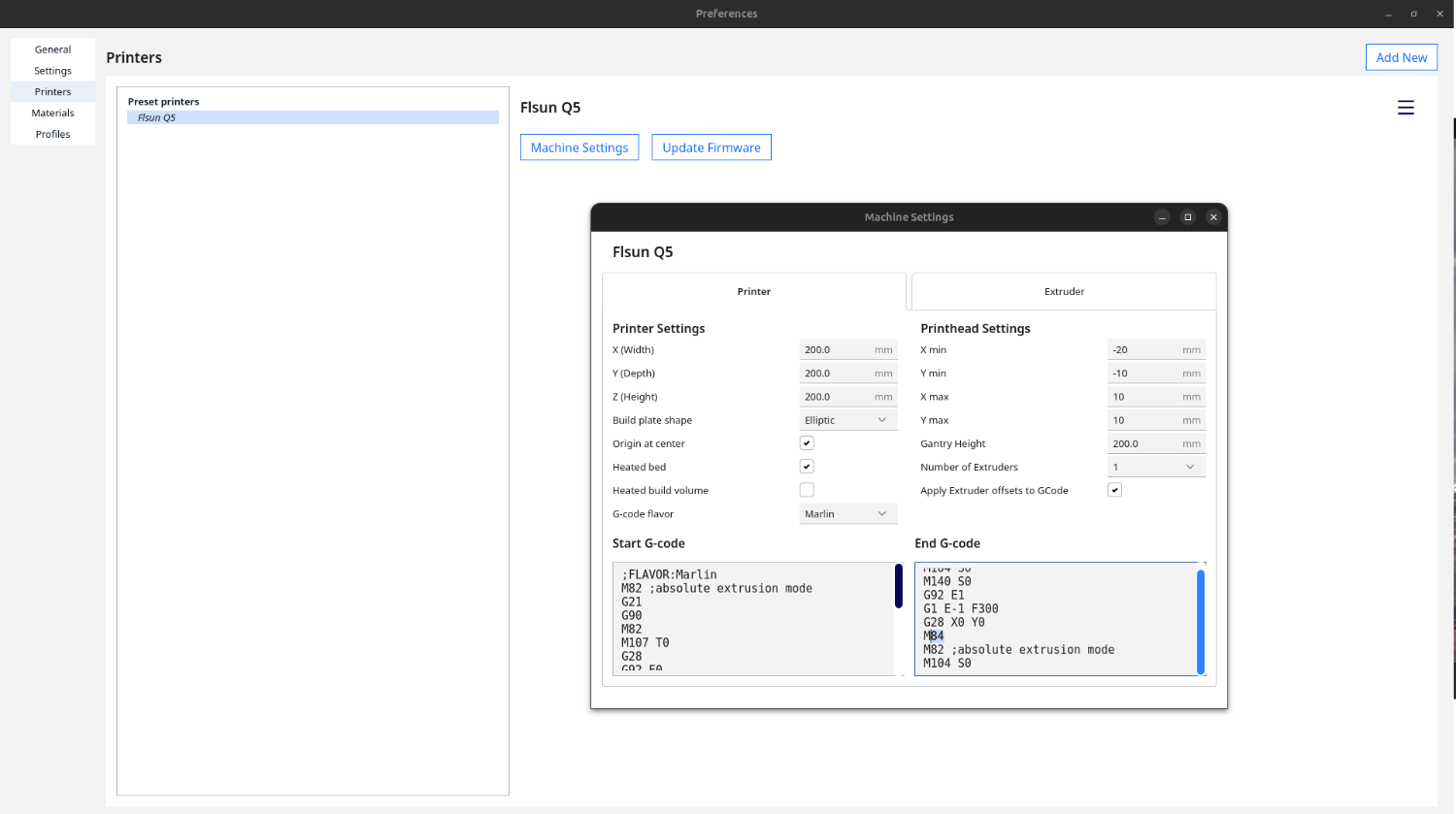
Nel codice ho trovato un sospetto M84 (apprentemente simile a un M18) e, almeno dalla descrizione del comando, sembrerebbe disattivatre i motori, quindi potenzialmente potrebbe essere la causa del problema. Ora mi chiedevo se c è la possibilità di fare una simulazione al pc di un programma con M84 e confrontarlo con un programma identico sostituendo M84 con M17 ... sempre che tutto ciò abbia senso. Inoltre è possibile disabilitare di default lo spegnimento? In pratica, una volta verificato che il problema sia realmente questo M84, evitare che lo spegnimento avvenga su tutti i file lanciati in stampa. Grazie EDIT Ho capito in Cura come modificare l end code direttamente (nelle impostazioni stampanti), poco non è 😁... in teoria il problema dovrebbe risolversi modificando M84 in M17 .... come da immagine ... chissà. Vorrei evitare di far danni stampando, per quello mi incuriosiva se c era la possibilità di fare delle simulazioni.
-
Cura --- fine stampa --- nozzle finisce sul particolare
Cla1608 ha risposto a Cla1608 nella discussione Software di slicing, firmware e GCode
Questo è il codice alla fine per un particolare che sicuro ha avuto il problema. G1 F1500 E1625.60462 M140 S0 M107 M104 S0 M140 S0 G92 E1 G1 E-1 F300 G28 X0 Y0 M84 M82 ;absolute extrusion mode M104 S0 M82 ;absolute extrusion mode M104 S0 ;End of Gcode ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = PLA - Arcevia\\n ;SETTING_3 definition = flsun_q5\\n\\n[metadata]\\ntype = quality_changes\\nqual ;SETTING_3 ity_type = fast\\nsetting_version = 22\\n\\n[values]\\nadhesion_type ;SETTING_3 = skirt\\nmaterial_bed_temperature = 50\\nmaterial_bed_temperature_la ;SETTING_3 yer_0 = 50\\n\\n", "extruder_quality": ["[general]\\nversion = 4\\nna ;SETTING_3 me = PLA - Arcevia\\ndefinition = flsun_q5\\n\\n[metadata]\\ntype = q ;SETTING_3 uality_changes\\nquality_type = fast\\nintent_category = default\\npo ;SETTING_3 sition = 0\\nsetting_version = 22\\n\\n[values]\\nmaterial_print_temp ;SETTING_3 erature = 215\\nretraction_hop_enabled = True\\nspeed_print = 60\\n\\ ;SETTING_3 n"]} Spero di aver messo quello che serve per capire -
Cura --- fine stampa --- nozzle finisce sul particolare
Cla1608 ha pubblicato una discussione in Software di slicing, firmware e GCode
Buonasera a tutti, utilizzo come Slicer Cura su stampante FLSun e ho sempre il problema che una volta finita la stampa, dopo onestamente non so quanto tempo, il nozzle, presumo a causa dello "spegnimento" delle guide, finisce sul pezzo rovinandolo (e probabilmente rischio di otturare il nozzle). Credo sia un problema di codice gcode, sapete come si può controllare e risolvere il problema? Presumo, ma non ne sono certo, vadano modificate delle impostazioni di codice a fine stampa. Grazie per il vostro aiuto! Saluti Cla -
Primi problemi di stampa e curiosità - FLSun
Cla1608 ha risposto a Cla1608 nella discussione Problemi generici o di qualità di stampa
Buongiorno e grazie per l aiuto. Una domanda, in passato ho avuto a che fare per simulazioni FEM con le meshature. Volevo capire se allo slicer (credo usino quasi tutti Cura) sia possibile dare un file mesh un po' più "carino" che un stl (che approssima un po' a caso a prescindere dalle superfici). Ad esempio zone funzionali agli accoppiamenti saranno gestite in modo più accurato di altre. Inoltre il fatto che l ugello si sia fermato sul pezzo.. da bosa dipende? Grazie ancora -
Primi problemi di stampa e curiosità - FLSun
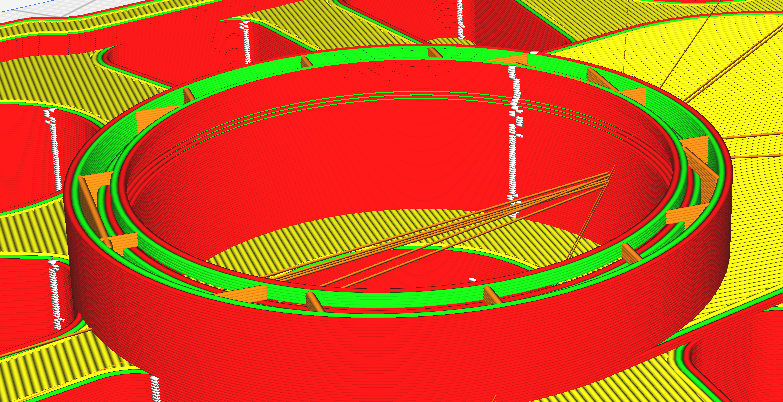
Cla1608 ha risposto a Cla1608 nella discussione Problemi generici o di qualità di stampa
Ciao a tutti, modificando un pò i parametri e rifacendo i livellamenti sono riuscito di corsa a fare 2 stampe (su due macchine diverse), una ha problemi di livellamento, prossima volta provo a rifarla e vediamo se il problema è casuale o meno, l altra, molto ben riuscita ha avuto un problema alla fine .... l ugello si è praticamente posizionato sul pezzo, la stampa sarebbe stata quasi perfetta se non fosse per questo maledetto !!! Sapete come evitare questa problematica e quale ne sia la causa? Grazie in anticipo! Altra cosa, il mio iter è quello di preparare il file al cad con una modellazione 3d e esportarlo in STL dal quale ci lavoro con Cura per prepararlo alla stampa. Ultimamente, per necessità, sto usando SolideEdge 2023 e l'esportazione in STL non mi piace affatto, sapete come poter fare, magari con software freeware, per avere degli STL decenti? Grazie ancora! EDIT Stavo guardando un video e probabilmente possono essere settate le impostazioni come facevo in ProE 😀 EDIT2 Ad ogni modo non mi dispiacerebbe se qualcuno dovesse condividere il suo approccio al file prima di importarlo in Cura, io dovrei fare dei particolari meccanici che vengono assemblati e, a meno che non ci siano altri metodi, onde evitare di assemblarli con la mazzetta da 10kg, credo di dover modificare tutti gli accoppiamenti ... Inoltre dall'anteprima di Cura vedo una cosa come quella dell'immagine .... è normale?? Ho notato inoltre che non mi chiude un pianetto esterno come da prima immagine.
-
Primi problemi di stampa e curiosità - FLSun
Cla1608 ha risposto a Cla1608 nella discussione Problemi generici o di qualità di stampa
Grazie a tutti, appena posso proverò! -
Primi problemi di stampa e curiosità - FLSun
Cla1608 ha risposto a Cla1608 nella discussione Problemi generici o di qualità di stampa
ho fatto personalmente la calibrazione (in automatico) con il tastatore, ma nulla da fare ... forse avrei dovuto mettere un foglio tra piano e tastatore? Z offset non ho capito se devo regolarlo io o lo fa in automatico nella calibrazione ... Cos è un temptower? grazie per i consigli! -
Primi problemi di stampa e curiosità - FLSun
Cla1608 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buon pomeriggio, chiedo già di scusarmi se farò domande da ignorante totale (è da poco che uso stampanti 3d e sono praticamente costretto a farlo ... anche se inizia ad appassionarmi). Premessa, utilizzo Ultimaker Cura e 2 tipi di stampanti (una cartesiana ma al momento fuori uso e una delta modello FLSun), le stampanti non sono a mio utilizzo esclusivo, pertanto tra una visita a l'altra potrebbero metterci mano altri. Tempo fa stampai un passacavo (abbastanza semplice) senza problemi, ora devo stampare dei particolari (da assemblare) e sto sputando sangue. La stampante è una delta FLSun (credo Q5) e utilizzo un generico PLA, ho diversi problemi tra cui: l'ugello perde e fa un "malloppo" di materiale così da rendere impossibile la stampa (col poco tempo che avevo a disposizione oggi ho ridotto la temperatura del fuso a 195 gradi mi sembra e non perde più, magari ho però creato altri problemi abbassando la temperatura) il materiale si stacca dal piatto, impostato a 60gradi (ho provato a pulirlo con alcol) così ad occhio mi sembra che l ugello sia troppo staccato (distante) dal piatto e fa una specie di serpentina (per il primo layer, oltre non ci sono arrivato perchè non ha praticamente senso visti tutti i problemi ...) Vorrei capire onestamente cosa ne pensate e cosa dovrei fare stampare in maniera DECENTE!! 😀 Inoltre una domanda su Ultimaker Cura ... i parametri che vengono impostati in Cura riguardo temperatura piatto, fuso etc ... vengono imporati col file quando si lancia la stampa o è praticamente inutile impostarli in Cura (tanto andranno reimpostati direttamente sulla stampante)? Grazie, a presto Claudio -
Ignorante in materia e desideroso di ricevere aiuto!
Cla1608 ha pubblicato una discussione in Presentazioni
Ciao a tutti, per necessità (e per interesse personale) devo imparare a usare "le stampanti 3d"! Ho parecchia esperienza con i cad (usati per più di 15 anni), utilizzo Ultimaker Cura per stampare su cartesiane (di cui onestamente non ricordo il nome) e delta (FlSun se non erro modello Q5). Grazie per il supporto! Claudio