RomMaker
-
Numero contenuti
37 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di RomMaker
-

Curve e cerchi zigrinati
RomMaker ha risposto a RomMaker nella discussione Problemi generici o di qualità di stampa
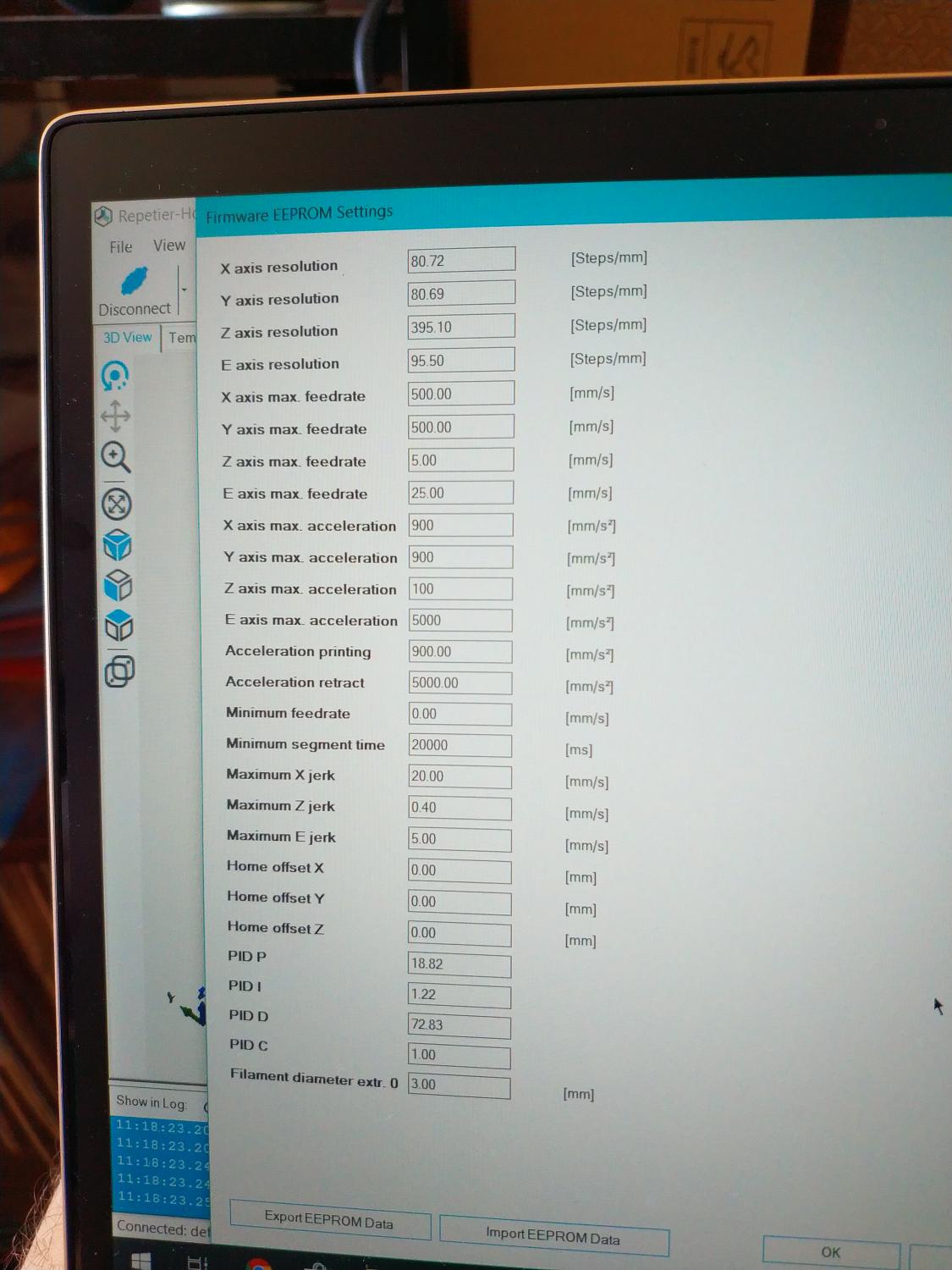
Ho provato, è migliorata un pochino la situazione nel senso che è più rapido nelle curve, ma lo scherzo di fare il contorno zigrinato è ancora presente.. ad occhio gli altri valori ti sembrano sensati?(quelli della foto) Grazie -
Curve e cerchi zigrinati
RomMaker ha risposto a RomMaker nella discussione Problemi generici o di qualità di stampa
Posso eventualmente sostituirli tramite repeiter da questa pagina? O li devo sostituire nel fw prima di compilare? Grazie
-
Curve e cerchi zigrinati
RomMaker ha risposto a RomMaker nella discussione Problemi generici o di qualità di stampa
Con questi parametri dovrei migliorare la situazione? Grazie -
Curve e cerchi zigrinati
RomMaker ha risposto a RomMaker nella discussione Problemi generici o di qualità di stampa
Come potete vedere dalle foto, il perimetro della parte curva dei pezzi è totalmente diversa, da una parte molto precisa e liscia, dall'altra imprecisa e a "zig-zag"
-
Curve e cerchi zigrinati
RomMaker ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, Scrivo perchè non ho trovato questa domanda / soluzione altrove... In poche parole la mia stampante prusa i3 da quando ho aggiornato il fw marlin non riesce più a stamparmi cerchi lineari come prima. Ecco il problema: PLA o ABS la storia non cambia..uso CuraEngine tramite repeiter, stampo da SD, tutti gli assi calibrati (E,XYZ), La temperatura dell'estrusore è identica sia prima che dopo l`aggiornamento.. - PRIMA, cilindro 20mm di diametro * 20 di altezza, infill 20%, qualità molto buona ( per i miei standard e per i pezzi che servono a me molto ma molto sufficiente) tempo di stampa 7 minuti. - ORA, cilindro 20mm di diametro * 20 di altezza, infill 20%, prima qualità scadente, tutte le superfici esterne sono zigrinate, ruvide, non più lisce, in più il tempo di stampa è aumentato a 12 minuti. A me effettivamente non interessa il tempo di stampa, mi interessa avere una bella finitura. Alcuni dati: Acc: 900 XY-Jerk: 20 Infill: 45mm/s Perimetro est/int: 30mm/s Nozzle : 0.4mm Layer : 0.3mm Perimetro : 0.7mm Stampo su vetro riscaldato, il gruppo estrusore (Bowden) è raffreddato sia sulla camera pre-ugello sia sul pezzo, a seconda del materiale. Ringrazio tutti e spero che riusciate a capire il problema, pubblicherò comunque una foto per farvi capire meglio. -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Eccoci allora, sempre fedele alla prusetta? -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
C'è ancora qualcuno? -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ma a quanto pare o si infiamma subito oppure se funziona meglio non toccare più niente :D A me oramai funziona bene, piatto in vetro, qualche modifica qui e la e ora sono davvero soddisfatto, solo una cosa..le barre filettate dell'asse Z è meglio fissarle in alto insieme alla barra guida del cuscinetto? Magari stampando un pezzetto in modo che fissi entrambi i pezzi con il telaio.. Saluti Inviato dal mio MI 4W utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ciao a tutti, Il piatto lo utilizzo di vetro ma quella foto che avevo messo era di qualche giorno prima di installare il piatto! Mi puoi fare un favore? Quando stampi il prossimo oggetto puoi fare una foto al primo layer? Ormai sono soddisfatto delle stampe ma non capisco se per una buona stampa la base dev'essere spiaccicata per terra in modo da farla rimanere uniforme o un pochino rialzato in modo da sentire le rughe quando poi si passa con l'unghia .. In più volevo aggiungere che il tubetto in PTFE all'interno dell'estrusore, prima dell'hot-end, mi ha fatto disperare!! Ho tagliato un pezzettino in modo da togliere la parte rovinata al fondo del tubetto e mi rimaneva 0,75 mm più basso del condotto in alluminio in cui è contenuto. Allora ho preso il dremel e ho tagliato 1mm di condotto arrivando quasi alla filettatura, tagliato il tubo in PTFE a dovere ed infine rimontato..ma che bene che va adesso! Ovviamente deve rimanere abbastanza filettatura sul condotto in modo che vada a picchiare contro la parte alta dentro al dissipatore..se non si capisce poi faccio due foro :) Saluti Romeo. Inviato dal mio MI 4W utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Bella domanda, la modifica non è ancora completa, ci manca un supportino che lo tiri un po' verso l'alto.Il mio principale problema era lo spazio, in effetti la bobina sul tavolino non ci stava e quindi ho dovuto ricavare spazio in aria, mettendo quell' asta in alluminio..in sti giorni sto notando anche io il problema delle barre che si consumano.. Inviato dal mio MI 4W utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Per l'appunto, utilizzando solo ABS si fa il macello, con fuoriuscire indesiderate di materiale ovunque ahahahah..Comunque sia la mia stampante ora va veramente bene, oltre al piatto in vetro e ad aver spostato il motore dell estrusore non ho fatto altre modifiche, se la stampa è settata al punto giusto allora il pezzo verrà bene..bisogna smanettarci un po'.. Inviato dal mio MI 4W utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Se è l'interno è largo 1,75 mm allora può essere il tipo in ptfe da aggiungere all'interno dell'ugello in ottone..io non lo avevo dunque non saprei dirti.La modifica all'ugello del nastro è utile..a me è capitato di stampare a 260° ABS e si è infilato nelle filettature..risultato? Blocchetto di Al tutto intasato e stampante che fa fatica a far uscire il materiale.. Purtroppo non ho del nastro qui e il problema rimane..per ora cerco di stampare solo pla.. Inviato dal mio MI 4W utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Io con il pla non riesco ad ottenere una resistenza sufficiente.. E poi in generale direi anche che, per la mia poca esperienza che ho, oltre i 50mm/s non va più tanto bene, se vuoi fare un prototipo rapido allora 60 ancora ancora, se vuoi più previsione perimetri tra 20 e 30, infill 35-45.. A mio parere eh.Saluti. Inviato dal mio A0001 utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Li trovo da un idraulico? Grazie P.s. l'attack ha tenuto giusto 20 min, ho stampato il pezzo giallo e poi si è staccato! La soluzione è incollare il tubo all'interno? Non saprei con cosa.. Un altra modifica che ho fatto è stata spostare l'estrusore, con riduzione dell'area di stampa.. Qualche giorno e lo sposto più in su stampando gli un pezzo adatto.. Inviato dal mio A0001 utilizzando Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Anche a me lo stesso problema, risolto parzialmente con questo pezzo stampato in pla. Infatti con questo pezzo il tubetto in ptfe non ha più gioco sul connettore. Spesso a me quando fa questo scherzo è perche l'estrusore è troppo vicino al piatto, dunque il motorino schiaccia il filamento in uscita che prova ad uscire ma più di tanto non riesce perché, appunto, troppo vicino al piatto. In questi casi risolvo (come secondo te?! Ahaha) abbassando di qualche giro il piatto. Altre volte ancora, invece, capita che la velocità sia troppo alta..infatti con l'ABS a più di 50mm/s inizia a saltare passi..a quel punto abbasso la velocità e mi metto l'anima in pace..p.s. A che velocità stampate? Pezzi non precisi, come quello in foto per intenderci.. Saluti Romeo. Inviato dal mio A0001 utilizzando Tapatalk -
Io utilizzo REAL ABS, anche se non riesco a trovare la giusta temperatura, su altri forum che frequento dicono che vada benissimo, un giorno che mi sveglio bene mi metterò a fare 1000 cubetti a temperature diverse Altrimenti uso (e mi trovo tutto sommato bene) filamento cinese che è arrivato con la stampante, mi sembra che sia E-Sun ciao! Romeo. Inviato dal mio A0001 utilizzando Tapatalk
-
Eheh anche a me è capitato! Avevo circa 10 giri di bobina e ho misurato con il metro, mi chiedeva qualche metro e poi ho messo a stampare, soon uscito, al ritorno..Bobina 15-20cm circa, ed il supporto per l'interruttore era finito! Soddisfazioni! Inviato dal mio A0001 utilizzando Tapatalk
-
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ma ho una domanda molto banale quanto noiosa..REAL ABS a quanto lo estrudete? A me vengono dei cubi 1cm×1cm con gli angoli rialzati verso l'alto rispetto al piano di stampa..eppure non è l'effetto warping perché alla base è perfetto, verso la fine si inclinano tutti verso l'alto.. Idee? Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Meglio, i plate si riescono a fare Comunque anche a me interessano quelli da indoor, conosci il blade qx? Comunque andiamo OT, buon acquisto della prusa Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Ciao Marco, se pensi di fare braccetti stile F450-F330-F550 dji per intenderci sappi che non ha senso, semplicemente per il fatto che 1) non hai abbastanza spazio 2) non hai la stessa qualità costruttiva 3) costo troppo elevato..facciamo un esempio su questi aspetti 1) i bracci del TBS sono lunghi 35cm se non sbaglio, tu hai a disposizione 25cm circa utilizzando il piatto in obliquo (20x20 è il mio) quindi a metà circa oppure allungare le flange per avere poi un 450 un po' deformato con braccetti da 25 cm (eliche da 11 pollici credo che ci stiano comunque ma non sono sicuro) 2) non hai la stessa qualità costruttiva perché quelli che comperi usano un altro metodo e hanno lo stampo, con la stampante rimangono tutte le righine del filamento, senza contare che se fai i fori per i motori non è detto che siano così sicuri dal momento in cui li stringi perché se usi viti svasate scavano la plastica 3) costo..qui è un bel casino.. 12-15 € di solito trovi una coppia di braccetti, qui invece 20€ ma anche più prendi 1kg di ABS o PLA (ABS è più indicato per questi lavori perché pesa meno) ma contando gli errori e i bracci venuti male alla fine vai a pagarli su quelle cifre. Adesso rispondo alle tue.. Mai stampato frame 450 se non le flange per un auto costruito in alluminio che ospita eliche da 13" niente gimbal, 30 minuti scarsi di autonomia. Filamenti che uso sono ABS e PLA cinese e ottengo ottimi risultati contando che è su un piatto in alluminio, filamento da 1,75mm ma non lineari (+- 0,20mm) quindi sono supercontento della mia stampante, ieri mi è arrivato un rotolo di REAL ABS che a vista d'occhio è di qualità migliore ma non ho ancora provato. Tempo di stampa di tutte le parti non saprei dirti..è indicativo, dipende dalla precisione con cui lo fai e dalla velocità..la stampata del 250 comprensiva di -4 supportini sotto i braccetti -2 distanziali porta led anteriore e posteriore -4 para motori -2 flange "carrozzeria" con la scritta Romeo in totale circa 2 ore e 40 min Spero di aver risposto a tutto..ciao! Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Bellini, a me non piacciono tanto i micro, per via dei motori, ma questi frame sono proprio fighi! Ehh..purtroppo preferisco i 250 [emoji14] comunque se hai domande poi chiedi pure Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Chiedimi pure ma sappi che non da molto stampo 2 settimane scarse, questo è quello che so fare per ora con l'ABS, il PLA già faccio di tutto ehehe Se noti in stampa ci sono dei cappucci per connettori xt60 P.s. ABS è verde, PLA è gialla e nella foto non c'è Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Io nella mia ignoranza (1 mesetto solo che seguo l'argomento ) la faccio molto facile ovvero.. 4 o 5 linee di skirt in modo che faccia tutto il perimetro 4 5 volte, poi mentre passa guardo lo spessore della linea, e cerco di mantenerlo uguale su tutti e 4 i lati o più, sfruttando le 4 viti con la molla che regolano il piatto.Facendo così poi inizia la stampa che sarà alta dappertutto uguale e non avrai problemi di quel genere! Io da quando ho iniziato a raffinare questa tecnica mi vengono delle stampe con l'ABS che il lato inferiore, quello appoggiato al piatto per intenderci, sono uno spettacolo, il PLA bello ma non mi convince e..pesa!!(costruisco quadricotteri, i pesi sono fondamentali) Attacco con la lacca..e il problema però è staccare il pezzo..l altro giorno su 6 pezzi, stampa da 2 ore circa, ne ho spaccati 2 ..poco male perché ho il filamento cinese quindi meglio farlo fuori! Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
Io infatti faccio la calibrazione al centro, e poi stampo solo li, il piatto in Al si piega troppo...attendi comunque i guru perché io la ho da 1 settimana, comunque stampo già quello che voglio Sent from my MI 4W using Tapatalk -
Prusa I3 by Sunhokey
RomMaker ha risposto a Help3d nella discussione Problemi generici o di qualità di stampa
E dove si potrebbe prendere questo vetro? Sto diventando matto io..P.s. Real PLA ABS e PETG Vanno bene? Vorrei provare dei materiali alternativi Sent from my MI 4W using Tapatalk