

romeoduca
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da romeoduca
-
-
@dnasini CAZOO (sponsor del Bologna fc 😇 ) sai che ero convintissimo che prusa ricalcolava da solo al variare del diametro?!?!?!?!?! Devo ristudiare tutto dall' inizio oppure torno a 0,4!!!!!
-
Cita
Detto questo, montando un nozzle da 0.6mm devi ricalibrare il flusso di stampa e diminuire le velocita'. Lo hai fatto? Se usi le stesse impostazioni del nozzle da 0.4mm ti assicuro che un risultato come quello che hai postato nn mi stupisce.
Su questo mi cogli impreparato ma in prusa, credo in tutti gli slicer, i parametri si aggiornano in automatico a seconda dell' ugello che utilizzi. Ad esempio stampo molto in legno e ho creato i gcode sia da 0,4 e da 0,6 senza cambiare assolutamente nulla.
CitaInoltre, se il tuo hotend ha una gola bimetal, devi regolare anche la retrazione (solitamente e' da diminuire) perche' se usi le stesse impostazioni della gola bore, ritrai troppo e diminuisci la pressione del materiale nell'hotend creando buchi nell'estrusione.
ecco a questo proprio non avevo minimamente pensato, credevo cambiasse poco solo la possibilità di alzare di più la temperatura.
CitaUltimo, ma nn da ultimo, se hai sostituito l'estrusore, ti sei premurato di ricalibrare gli step/mm? estrusori diversi spingono materiale in modo e quantita' differenti e quindi devi tenerne conto
Assolutamente si anche perchè sono passato da 80 a 400 step/mm.
Mah farò un po' di prove ma ho paura che il problema principale sia l' estrusore perchè rispetto al primo funziona proprio male , anche solo impuntare il filo è una gran bega
-
Ho acquistato una ender 3 usata, il tale che me l'ha venduta ha detto(ovviamente) che stampava benissimo e che ha montato in bimetal che è un hothend nel quale il tubo non va a contatto con l' ugello. Ho sostituito il suo estrusore con un un dual drive e messo un ugello in acciaio della brozzl da 0,6. Ho provato di stampare un vecchio filamento in pla che avevo (teoricamente asciutto) e mi si intasava praticamente subito con 215° + 70° ( dati di sunlu). Dopo aver imprecato diverse volte ed aver aumentato la temperatura anche fino a 245° ho deciso di provare un' altro filamento in pla del quale ero certo della bontà e quello che vedete è lo schifo che viene. Da cosa può dipendere secondo voi?? Con l' altra ender non ho nessun problema. Vi elenco tutto quello che ho fatto:
- pultio ugello
- pulito tutto hotend
- tagliato in squadro il tubo
- aumentato temperatura fino a 235° ( di base il nero o stampo attorno ai 205°)
- Fatto in PID
Che fare??? Ci pianto un palo di frassino nel cuore??? Tra l' altro ho anche cambiato la scheda madre con la 4.2.7 originale e non ha problemi o per lo meno la sorella va benissimo.

-
@dnasini scusa se rispondo solo ora, il pezzo era orientato parallelo al piano , anche avvicinando i supporti al pezzo(ho trovato dove farlo in prusa) non è cambiato molto, il filo non sembra estruso bene e viene sempre cosi rovinato
-
Ciao, sono un nuovo iscritto. Stampo da poco più di un anno è ho da poco preso la seconda stampante che è identica alla prima. Due ender 3. Spero che con la mia piccola esperienza di poter essere utile.
-
 1
1
-
 1
1
-
-
Non uso cura ma uso prusa slicer,.quindi secondo voi è un problema di supporti e basta?
-
Ciao a tutti, ieri ho provato a stampare un raccordo ma a fine stampa e solo nella parte sottostante mi ha fatto questa cosa, perchè secondo voi??
Il materiale è pla polyterra estruso a 205°, ho riprovato anche a 215 ma non è cambiato molto. Inoltre ho tenuto i primi 4 layer a ventola spenta. Ho fatto anche i supporti.

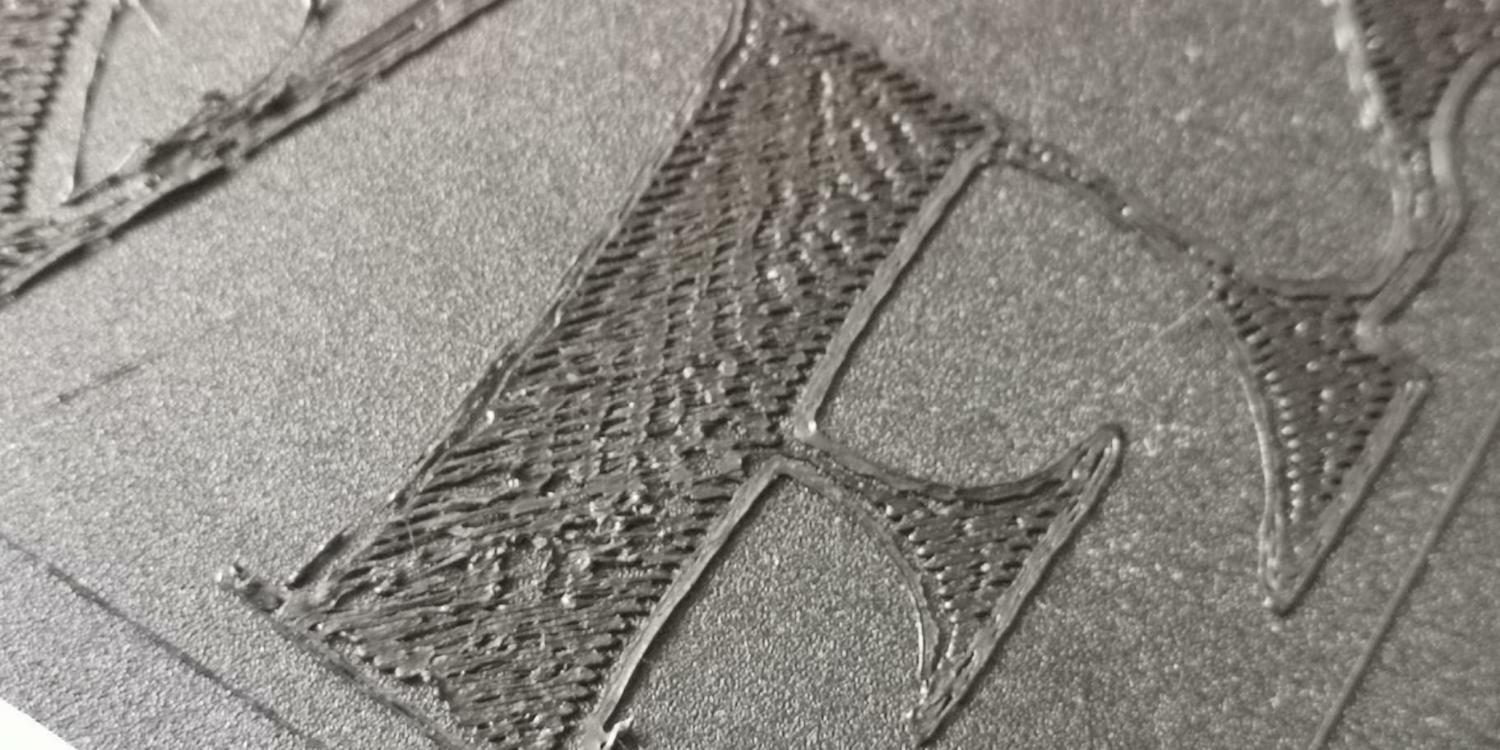
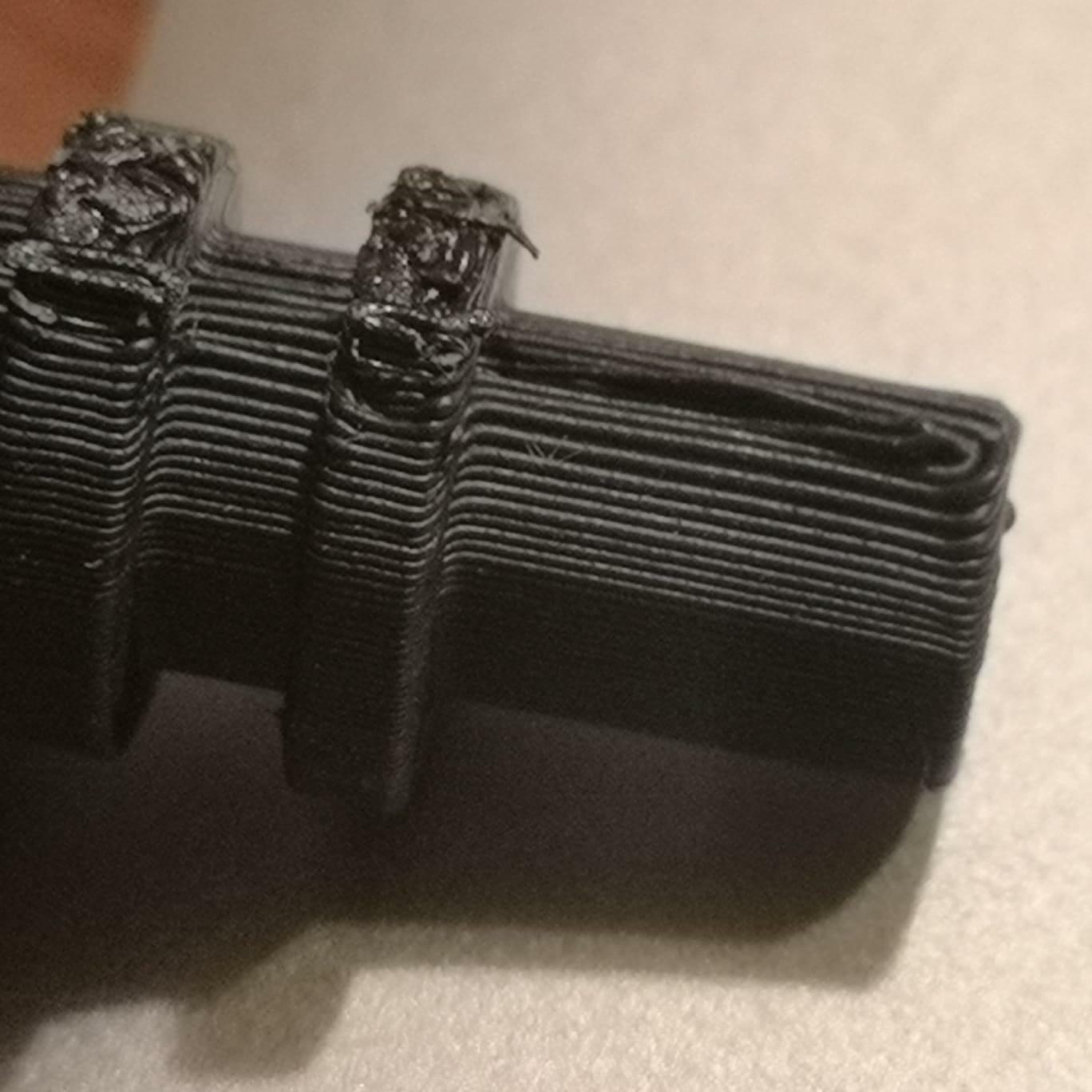
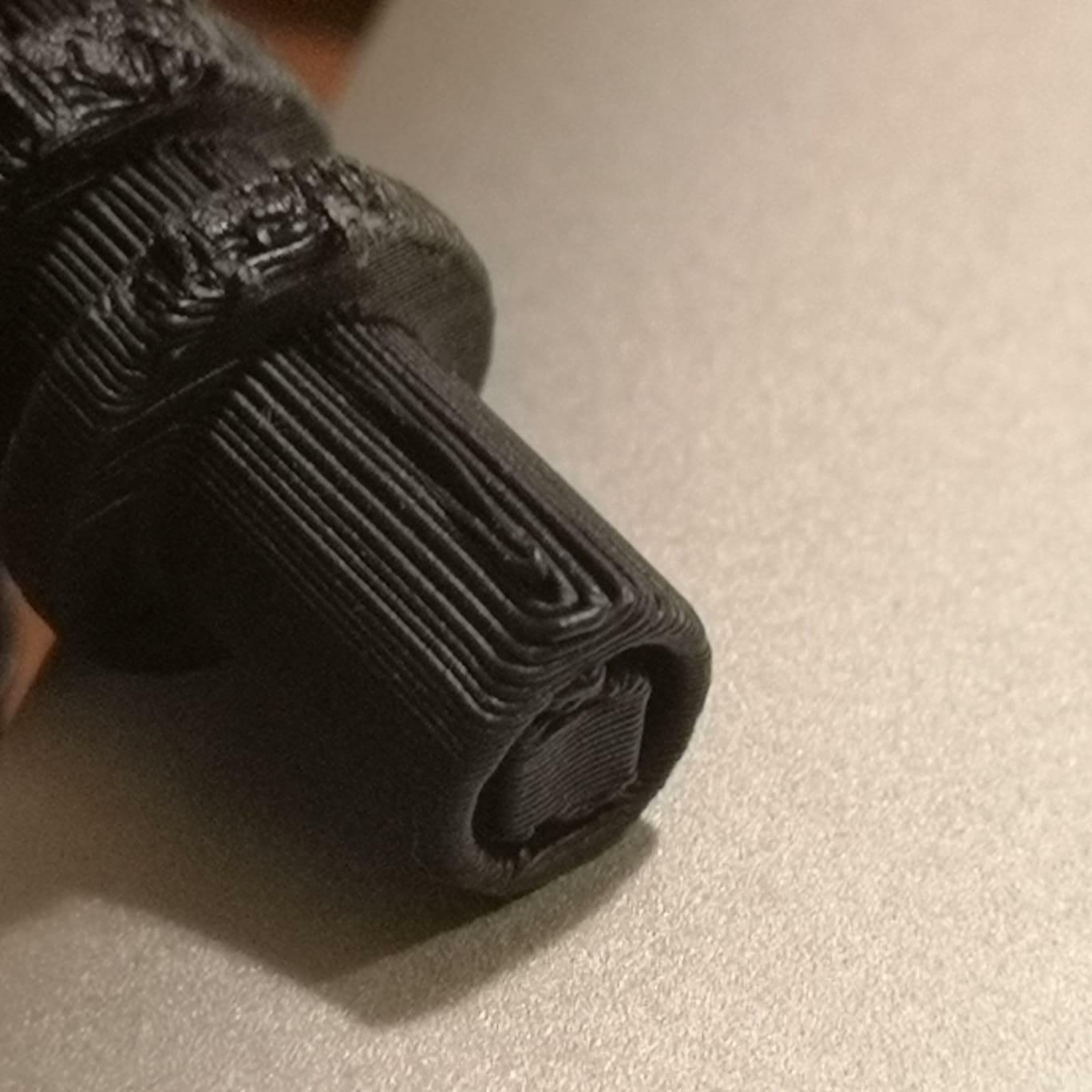
estrusione orrenda, il filo sembra sputato...
in Problemi generici o di qualità di stampa
Inviato
Alla fine ho risolto il problema grazie a tutti per i suggerimenti. Che ho fatto???? ho sostituito l' estrusore. era lui che mi dava tutti i problemi. Me ne sono accorto perchè confrontandolo con quello dell' altra stampante il secondo era durissimo da far girare a mano mentre l' altro faceva resistenza ma non impossibile. Ho messo pure ugello da 0,4 e non da 0,6 e la stampa è venuta perfetta.