sandrocacciola
-
Numero contenuti
73 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di sandrocacciola
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Faicanche 93 gradi. Più piccolo è lo stampo più si fatica ad estralo -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Si. Non ci sono problemi. Ristampo i due pezzi. Tagliato sulla linea gialla. Puoi anche ridurre lo spessore delle preti esterne da 1cm a 7mm. Risparmio tempo di stampa e lo stampo non è sottoposto a forti pressioni... Se voglia.o essere sicuri facciamo anche le preti esterne non a 90 gradi ma con una angolazione a chiudere leggermente verso il fondo dello stampo (100°?)... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao. In effetti potrebbe essere un problema entrare il pezzo... comunque la profondità falla 3cm. Bene per lunghezza40 e altezza 25. Arrotonda bene l Gli angoli. Se vedi le foto il lato dalla parte della presa del serbatoio sotto è smussato e non dritto. Grazie -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Buongiorno, perdonami se ti disturbo ma mi sono accorto ieri sera che c'è un problemino con il serbatoio piccolo. Non avevo notato nelle foto (nel disegno che avevo non è riportato, che nella parte anteriore del serbatoio piccolo c'è un rialzo che consente di inserire la presa di aspirazione che viene dal serbatoio più grande. Questo serve a far sì che non ci siano problemi di "disturbo" tra la linea di riempimemento e quella di aspirazione che va alla turbina. Come puoi vedere dalle immagini che ti mando quello "scalino" consente di allontanare la presa dal centro del serbatoio. Dunque se fosse possibile andrebbe modificato lo stampo della parte superiore (il file "stampo piccolo B" aggiungendo quello scalino che avrebbe dimensioni di 40mm di lunghezza x 25mm di larghezza e 2,5mm di altezza. Le curve e gli angoli anche qui vanno arriotondati bene. Si può fare?
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Giusto. Comunque la oinea di giunzione è praticamente chiusa. I due gusci aderiscono perfettamente. Comunque la giunzione si vedrà comunque. -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Allora, le parti dei semistampi che hai indicato li ho spruzzati per pii carteggiarli e ottenere una superficie non porosa per la cera. Stuccare la giunzione dei due semigusci si può fare ma è un lavoraccio e non da mai ottimi risultati. Lo scalino lo noti comunque qua do stampi. Solitamente nei modelli si usa una volta stampato il iezzo rifinire corteggiato la linea di giunzione per poi dare un sottile strato k di pri.er o nel mio caso di trasparente lucido. In alternativa si può stuccare le giunzioni con plastilina e poi ripulire lo stampo una volta finito. -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Oggi ho provato a dare lo stucco a spruzzo. Vediamo come viene.
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Giusto. Per lo stucco preferisco il catalizzato che è più resistente. Farò prima prove di adesione sul Pla. -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Sull'interno dello stampo vorrei provare a dare una resina gelcoat che si usa come prima mano per stampare i manufattii in compositi. E' una resina densa e abbastanza resistente. Il problema sarà vedere se si stenderà uniformemente nello stampo senza creare colature (la vedo difficile). In alternativa dopo aver carteggiato gli stampi proverò a dare un paio di mani di fondo riempitivo bicomponente acrilico con la pistola a spruzzo. Questo non cola e una volta essiccato dovrebbe resistere. Una volta finito lo stampo si deve lucidare il più possibile ed iniziare a dare la cera distaccante (ci vogliono la prima volta 6/7 mani e tra una e l'altra va lucidato). Infine una spruzzata con pistola di distaccante polivinilico all'acqua. Poi si lamina. Voglio vedere se riesco ad infilare il tutto nel sacco del vuoto... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ovvio😄 Anche se ho qualche problema a trovare il kevlar a prezzi umani. Appena stampato tutto carteggiata e mano di resina a sigillare tutto. 😁 -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
😁 grazie infinite. Intanto la seconda stampa sembra andare bene...
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao, Non posso vederli sul cellulare ma non capisco, hai fatto il serbatoio piccolo in 4 pezzi? 2 pezzi sono più che sufficienti per un serbatoio così piccolo... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao, ora sono Fuori appena rientro controllo. Intanto stamani ho messo in stampa l'altra metà stampo aggiungendo un brim da 25mm. Quando rientro vedo come va... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Leggi sopra... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
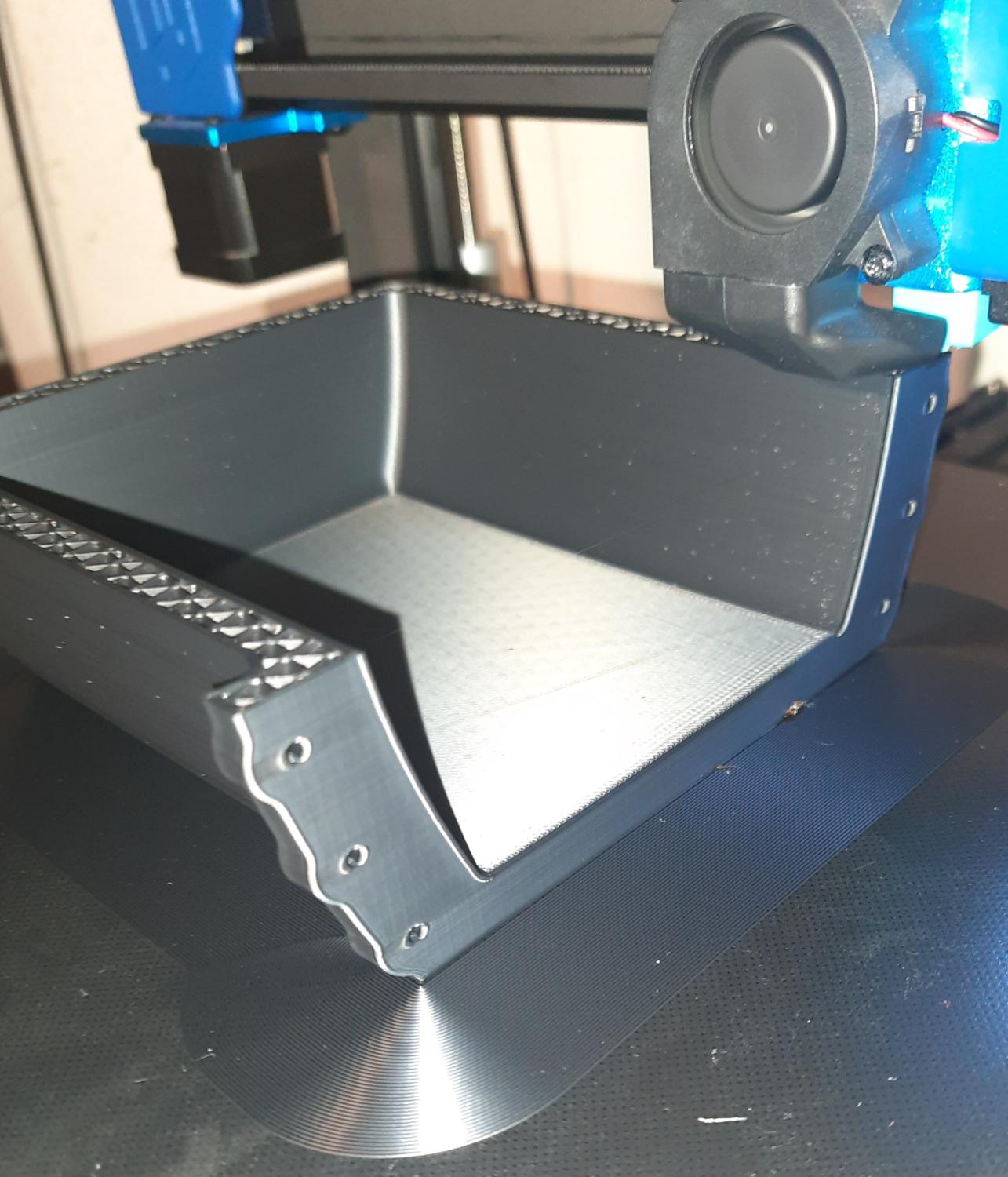
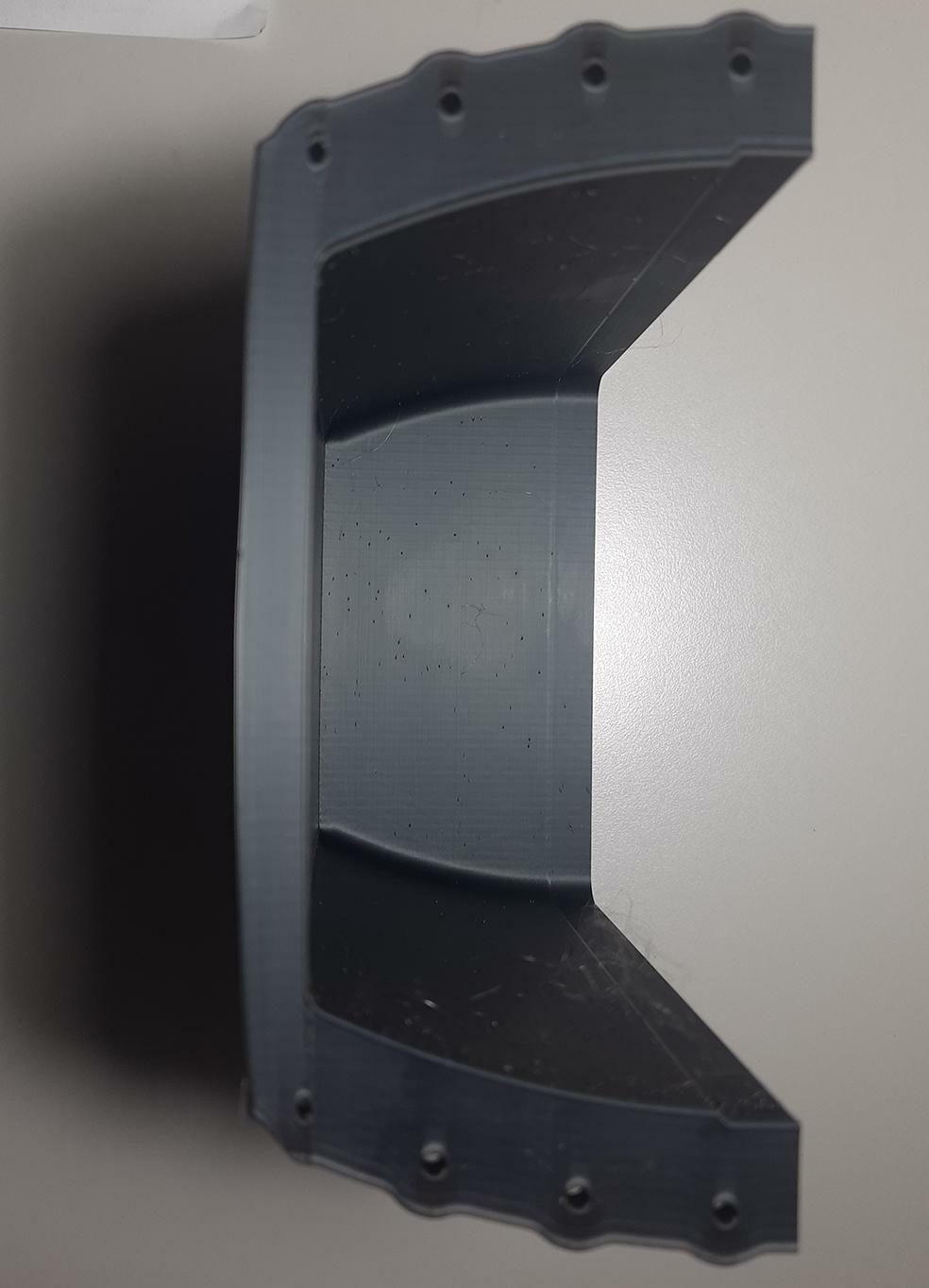
Prima parte stampo serbatoio inferiore stampata. Si nota nel lato inferiore frontale il warping. Ora proverò a stampare la seconda parte con brim e 10° di temperatura in più per il bed... Speriamo di poter accoppiare i due gusci senza problemi causati dal warping...
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
La divisione va bene anche nella linea gialla. Gli angoli retti danno problemi per l laminazione con tessuto e resina. Sarebbe meglio arrrotondarli tutti. Se invece è complicato lascia stare. -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Il disegno che ti ho postato è la sezione vista dal lato più corto (profondità). Infatti la parte anteriore del serbatoio è a 90° mentre la parte posteriore ha quella curvatura. Le misure che ti ho dato sono ovviamente per il serbatoio completo stampato, quindi una volta accoppiati i due semigusci devono dare una altezza interna totale di 45mm... Gli angoli retti non vanno bene, devono essere arrotondati altrimenti per stampare ci sono problemi... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao, ti allego un disegno della vista laterale per capire come deve venire. Le misure dell'interno dello stampo intero sono: larghezza 100mm; profondità 55mm, altezza 45mm, La parte dietro come vedi è bombata.... Lo spessore delle pareti credo siano sufficienti 10mm
-
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao, ma per il serbatoio piccolo che va sopra, hai dato un'occhiata a come può venire? -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Perdonami se continuo a romperti. Ma ho provato senza riuscirci... potresti mettere alla base dei due stampi ai quattro angoli dei piedini quadrati 20x20mm alti 3mm per provare a contenere il warping? Con questi ed un brimm spero che gli angoli restino incollati al piano. Grazie e Buon Anno a tutti!!! -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
proverò... La ventola al 50% per tutta la stampa? -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Sto provando a stampare un definitivo di una parte del serbatoio, Dopo 3 ore noto un effetto warping sulla parte inferiore dello stampo che è a contatto del letto di stampa. Ho una Artillery Sidewinder X2 ed utilizzo piatto riscaldato con colla Difafix per sicurezza. Ho la temperatura del letto in fase di normale di stampa a 65 gradi e forse potrò aumentarla un po' (Dimafix dice che sotto i 50 non si attiva la colla. Proverò anche ad aggiungere un brim di 2cm per migliorare l'aderenza. Però ho anche letto che evitare il warping su pezzi grandi si possono disporre sul piano non a contatto sul piano ma inclinati di 20/25° costruendo un supporto sulla parte inclinata a contatto con il piano riscaldato. Avete esperienze in merrito? -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Si scusa, il tempo era pder mezzo stampo (2 stampe)... -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ottimo, 21 ore di stampa. Un bel risparmio di tempo. Appena ricevo il filamento inizio a stampare... Che hai fatto per risparmiare così tanto tempo? -
Disegno 3D per stampo serbatoio per Jet Rc
sandrocacciola ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Si sempretenendo conto che la sta.po deve avere sempre la pRte inferiore piana per essere appoggiato su un piano per la laminazione.