

wifi75
-
Numero contenuti
50 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da wifi75
-
-
ciao in cura dove trovo questi due coci?
-
Adesso, dnasini ha scritto:
per quanto riguarda i settaggi, nn ti posso essere di grande aiuto utilizzando io un altro slicer. Per la pulizia cambiando tipo di filamento non e' cosi' complesso, inserisci il nuovo filamento e fai spurgare il nozzle estrudendo il nuovo materiale fino a che nn lo vedi "pulito". Pulito intendo che se priva avevi un colore, poi ti devi ritrovare quello nuovo e non un mix dei 2 🙂
Va anche detto che se stampi PETG e poi PLA, lo spurgo lo devi fare con le temperature del materiale piu' alte, altrimenti rischi di lasciare residui
ok grazie, che slicer utilizzi?
-
Grazie mille, il resto dei settaggi è corretto secondo te?
una volta terminato l'uso del petg come devo pulire l'hotend? basta mettere il pla e farlo fuoriuscire?
-
Il 11/1/2023 at 13:48, dnasini ha scritto:
Bene, mi fa piacere aver potuto dare il mio piccolo contributo 🙂 e mi fa piacere che gli upgrade stiano dando i loro risultati.
Per quanto riguarda il fw, io nn ho mai installato quelli pre-confezionati vuoi perche' nn ci sono mai per la MB che monto, vuoi perche' preferisco "sapere" come sono configurati. Io il fw l'ho sempre ricompilato quindi su questo non so darti un feedback.
CIao ieri ho stampato con il petg, senza problemi!
Aspetta... non ho ancora installato il kit dell'hotend con il nuovo tubo.
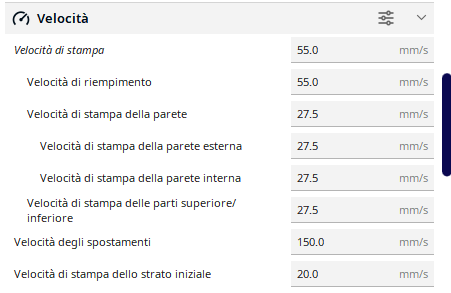
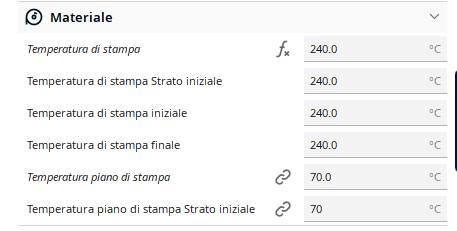
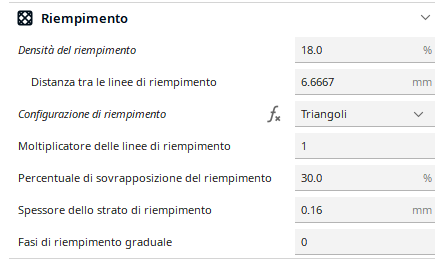
avrei bisogno di un consiglio, nella configurazione del petg che ho nel software cura, ho visto che è utilizzato una base di stampa abbastanza importante, infatti quando a terminato di stampare il progetto ho la base è rimasta attaccata al progetto.
come mai secondo te?
ecco la configurazione della stmpante:

-
Il 18/11/2022 at 21:57, dnasini ha scritto:
😭
Troppo tardi.......oramai ho tutto montato da mesi......mi porro' il problema alla prima manutenzione.......
Ciao @dnasini
volevo ringraziarti ancora una volta per tutti i consigli che mi hai dato in questo post,
mi è arrivato tutto il materiale, mi riferisco al piatto magnetico e al capricorn,
il piatto è ottimo, ho dovuto aumentare l'offset del nozle.
il capricorn non l'ho ancora montato, siccome ho acquistato un hotend completo, allora devo smontarlo per montare
poi installerò tutto il kit completo.
comunque volevo dirti che ho installato il firmware custom che sicuramente tu conosci già, questo:
https://github.com/mriscoc/Ender3V2S1
lo usi anche tu?
-
23 minuti fa, dnasini ha scritto:
il primo link e' quello verniciato a polvere ed e' l'ultimo che ho ordinato, arrivera' credo tra una decina di giorni. Il secondo e' quello che ho attualmente e con il quale mi sono trovato molto bene. Se non hai fretta, prendili su aliexpress, su amazon costano una fucilata (almeno quando li avevo cercati io) oppure guarda qui
https://www.3djake.it/stampanti-3d-e-ricambi-creality/pei-flexible-build-plate
ordino questi due:
-
 1
1
-
-
bene dato che adesso la stampante funziona stamperò quel progetto e faro un rinvio del filamento!
Grazie mille sei sempre gentilissimo. 🤗
-
1
-
-
quali di questi due secondo te è la migliore?
cerco di acquistarlo su amazon, magari oggi sono in sconto...
-
6 minuti fa, dnasini ha scritto:
io ho sempre avuto i piatti magnetici, prima quello flessibile in dotazione e poi quello in acciaio rivestito PEI. Il vetro nn l'ho proprio preso in considerazione, troppo sbatti tra lacca o nastro, sono moooolto pigro e nn e' cosa x me.... 🙂
mi consigli uno per la mia ender 3 v2?
-
Ciao quella guida ce l'ho gia. ma non utilizzato perche troppo bassa per entrare poi direttamente nel direct.. servirebbe un'altra in alto forse che rilancia verso il basso dove c'è il direct.
questa secondo te potrebbe essere funzionale?
-
40 minuti fa, dnasini ha scritto:
Lo smontaggio dell'hotend spare io solitamente lo faccio a freddo, in linea di principio non dovrebbe essere troppo serrato. Se non dovesse essere il tuo caso e ti accorgi che lo smontaggio delle componenti richiede "troppa" forza, riscalda il tutto con la pistola a caldo e riprova.
Rimonta il tutto sempre a freddo e, quando lo installi, porta a temperatura (200C) e fai i serraggi definitivi.
Durante il montaggio, presta attenzione al fatto che la parte cilindrica della gola sia ben alloggiato nel dissipatore e, se ce l'hai, mettere un po' di pasta termica. Quando avviterai la gola all'heatblock, avvita prima il nozzle all'heatblock fino in fondo (a mano senza serrarlo), poi avvita la gola fino a farla arrivare in battuta, svita di un quarto di giro il nozzle, rimetti nuovamente in battuta la gola ed infine serra il nozzle.
ok registrato tutto! Grazie.
mentre per il piatto hai sempre quello in vetro? -
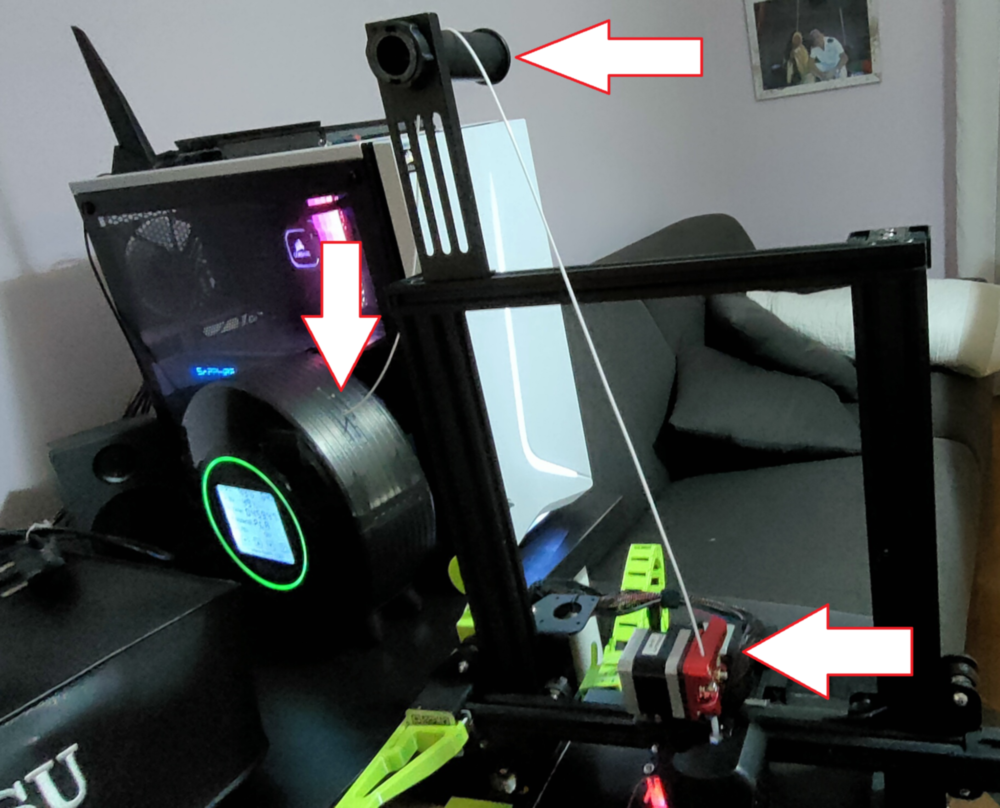
Ciao ho installato il direct estruder su ender 3 v2, siccome stampo utilizzando l'essiccatore, come potrei far si che il filamento faccia un percorso migliore, magari con delle carrucole?
Esistono dei progetti a stampare? ho provato a cercare ma francamente non sapendo cosa cercare non ho trovato nulla.
guardate in foto che giro fa il filamento....

-
9 ore fa, dnasini ha scritto:
Di nulla, siamo qui apposta x darci una mano 😄
Buongiorno,
Stampa terminata con successo! è rimasta attaccata più del solito al piatto in vetro, credo che adesso dovrei aggiustare l'offset del hotent, da quando ho installato il kit direct extruder ho dovuto abbassare l'hotend, adesso che stampa bene probabilmente l'hotend è "troppo" vicino al piatto farò dei micro aggustamenti.
una domanda, ho la nuova gola da sostituire, e lo faro sul vecchio hot end, per smontare la gola e il noozle quale è temperatura corretta, giusto per non bruciarmi le mani...
Tu come fai?
-
1
-
-
9 ore fa, dnasini ha scritto:
significa che il taglio del tubo (la parte che va in battuta sul nozzle) deve essere a 90 gradi rispetto alla lunghezza del tubo. In parole povere, devi tagliarlo perfettamente in verticale. Per evitare rogne, quando ho ordinato il mio capricorn, ho preso il bundle con dentro anche questo
ciao, ho sostituito il tubicino PTFE che era in dotazione, accorciandolo e la parte tagliata messa dal lato dell'estrusore.
è trascorsa un'ora è sembra tutto perfetto. devo dirti che oltre a non notare il difetto di slittamento sulla corona, la qualità di stampa è decisamente migliore. infatti già dai primi strati ho notato maggiore compattezza di stampa, non so come spiegarti.Comunque sei davvero troppo forte, per essere riuscito a centrare il problema.
Attendiamo ovviamente il termine di stampa.
Ho acquistato il cutter che mi hai indicato, è un accessorio che non dovrebbe mancare, e francamente non sapevo della sua esistenza. puoi consigliarmi un buon tubo PTFE?
Grazie ancora per la tua disponibilità nel darmi una mano, credo che non avrei mai risolto senza il tuo aiuto!
-
1
-
-
Ok grazie mille per i tuoi preziosi suggerimenti.
questa sera faro come da te suggerito.
grazie
-
1
-
-
1 minuto fa, dnasini ha scritto:
Se hai cambiato l'intero hotend e il problema si e' ripresentato..... la costante tra il prima ed il dopo e' il PTFE (se e' rimasto lo stesso), il sospetto viene 🙂
si è rimasto lo stesso PTFE, a questo punto siccome nel kit stock ci stava il nuovo PTFE utilizzo quello e taglio solo la parte che va all'estrusore, dato che ho il direct extruder mi servono pichi centimetri...
comunque prima faccio questo passaggio poi sostituirò la nuova gola.
-
48 minuti fa, dnasini ha scritto:
significa che il taglio del tubo (la parte che va in battuta sul nozzle) deve essere a 90 gradi rispetto alla lunghezza del tubo. In parole povere, devi tagliarlo perfettamente in verticale. Per evitare rogne, quando ho ordinato il mio capricorn, ho preso il bundle con dentro anche questo
credi che sia li il problema?
stasera monto la nuova gola e faccio un test, speriamo di risolvere...
-
10 minuti fa, dnasini ha scritto:
In che condizioni e' il tubicino in PTFE? se la parte in battuta sul nozzle e' deformata o non tagliata perfettamente a 90 gradi, puoi cambiare tutti gli hotend che vuoi ma il problema si ripresentera'. Se mantieni l'hotend stock che monta la gola bore, il PTFE in battuta perfetta sul nozzle e' un must have e da li nn scappi. L'alternativa e' sostituire la gola bore con una all-metal o bi-metal cosi' da avere il PTFE che si ferma all'altezza del dissipatore evitando che si deformi.
Ciao la gola bi-metal mi è arrivata ieri ho comprato questa:
il tubo io lo sempre tagliato diritto in modo che appoggi in modo piano..
cosa intendi con il taglio a 90° ?
-
12 ore fa, Whitedavil ha scritto:
Aspetta. Fai cosi,fai foto dettagliate dell'estrusore/hotend poi smonta tutto, allinea i componenti e fai una foto e postala. Giusto per capire che estrusore hai e se i pezzi sono corretti.
Aspetta a rimontare, che se qualcosa non va.......
Le foto, belle, a fuoco e di dimensioni buone....
Ps, c'è la possibilità che il sensore legga fischi per fiaschi e con 2€ risolvi senza diventare matto
ciao ho installato un nuovo hotend completo di tutto , era già assemblato quando è arrivato.
Poi le stampe le ho testate con il PLA.
-
e ancora niente, sostituita la corona, dopo circa 20 minuti inizia a scivolare
-
52 minuti fa, dnasini ha scritto:
Ok x la sostituzione, ma quello precedente lo hai smontato x capire in che condizioni e'? risulta pulito o intasato?
Altra cosa che mi e' venuta in mente: hai verificato che gli step/mm dell'estrusore siano corretti? intendo, se a vuoto, quindi senza far passare il filamento nell'hotend, fai estrudere 100mm di filamento, quello che viene spinto dall'estrusore sono effettivamente 100mm? Se, ipotizzando, hai un valore sballato (es, invece di estruderne 100mm ne estrudi 105mm), questo potrebbe aumentare la pressione nel nozzle e nella gola e quindi creare un intasamento.
Era intasato infatti il tubo non arrivava al noozle
-
Il 8/11/2022 at 10:27, dnasini ha scritto:
Ciao, descritta cosi' potrebbero essere 2 le cose da controllare anche se, essendo in direct, alla fine sarebbe 1..... La cosa piu' semplice e' verificare che la ruota godronata sia pulita da residui che possano far slittare il filamento e che la molla che la spinge sul filamento sia correttamente tensionata (non troppo da lasciare i segni sul filamento e nn poco da slittare).
Se questo non risolve, l'altro elemento da verificare e' che l'hotend non sia ostruito. Non ho esperienza in direct ma temo che anche qui tu ti debba armare di santa pazienza e smontarlo per verificare che non ci siano fuoriuscite di materiale.
Da quello che scrivi, il tuo hotend e' stock, quindi immagino tu abbia ancora la gola bore con un tratto di PTFE che raggiunge il nozzle, corretto? Se e' cosi', verifica che il tratto finale del PTFE non sia bruciato o deformato, il PTFE a contatto con un nozzle a piu' di 230/240C non e' molto contento..... Se e' bruciato o deformato, devi provvedere a tagliare la parte la parte rovinata perfettamente a 90 gradi rispetto al tubo e poi rimontare il tuttociao ho installato un nuovo hotend, ed ho fatto un test con il pla, dopo circa 30 minuti di stampa è tornato il solito rumore "tac" proveniente dallo slittamento corona estrusore filamento.
purtroppo il problema persiste, a questo punto non mi resta che sostituire la coroncina, per vedere se il problema rientra, poi non saprei piu a cosa fare!
-
10 minuti fa, dnasini ha scritto:
mmmmm rimango della mia opinione, BTW, che te ne faresti di un nozzle in acciaio? devi stampare materiali molto abrasivi? inoltre, guardando le immagini, i nozzle che monta sembrano differenti da quelli che hai tu, quindi dovresti dotarti anche dei nozzle
leggi bene le descrizioni del prodotto e cmq starei su nozzle in bronzo nn mi complicherei la vita con l'acciaio temperato
ho chiesto perche non saprei quale prendere, non trovo quelli in bronzo, possibile?
-
1 ora fa, dnasini ha scritto:
vai di stock e passa la paura. Come tutte le cose c'e' di meglio, ma in questa prima fase ti complichi solo la vita. Io sono uno che ha la smania del Best-of-Breed di tutte le cose, ma alla fine, per chi come noi ha l'hobby della stampa 3D e soprattutto comincia, quello stock va piu' che bene.
Tieni cmq conto che un hotend piu' performante richiede anche componentistiche a corredo adeguate, vedi estrusore, nozzle, termistore, spesso passaggio a direct se sei in bowden....
Se poi vuoi farti nuove esperienze a riguardo, sul forum trovi tanti utenti che hanno gli hotend "da grandi" che possono darti consigli sicuramente piu' precisi.


problemi di stampa con il petg
in Creality
Inviato
ciao ho montato la gola bi-metal che mi consigliati tu tempo fa.
una domanda...
la gola va avvitata tutta? perche il noozle non si avviata più fino a raggiungere la parte metallica.
come mi consigli di fare il montaggio correttamente?