

Harlem68
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Harlem68
-
-
18 ore fa, eaman ha scritto:
@Harlem68 Bisogna che non posti screenshot e possibilmente in inglese.
..posso conoscere il perché.?. Gli errori che compaiono come faccio a tradurli..?..se ne perde il senso...
-
...rieccomi...questa scritta compare dopo aver effettuato il test per le vibrazioni input shaper con il Sonic pad...passa il test sull'estrusore, passa il test sul piatto e poi compare questo...chia ha una dritta...?

-
8 minuti fa, dnasini ha scritto:
Devi configurare in printer.cfg la sezione bed_mesh con le coordinate Min e max ed il numero di punti, e poi da linea di comando lanci mesh_calibrate
Grazie ..!..sono proprio un boomer...🫣
-
21 minuti fa, dnasini ha scritto:
Nn capisco cosa intendi con calibrare il sensore. Io l'unica calibrazione che faccio al bltouch e meccanica e manuale, ed el misurare la distanza tra la punta del nozzle e la punta della probe ed impostarla tra 2.3mm e 4.3mm... {io la imposto a 3mm)
Ok, probabile che mi complico la vita pensando a certe cose che facevo su marlin. Dopo che hai fatto l'home degli assi e calibrato il disassamento del sensore con il nozzle ed inserito i giusti valori in x ed y come fai a lanciare il mesh del piatto..?
-
19 ore fa, dnasini ha scritto:
Sai che nn ho capito che problema hai descritto? Io ho il BLTouch collegato all'endstop di Z e sono passato settimana scorsa da Marlin a Klipper e la stampante continua a fare allegramente homing come la faceva con Marlin.
Qui la mia config
[stepper_z]
step_pin: PB0
dir_pin: PC5
enable_pin: !PB1
microsteps: 16
rotation_distance: 8
endstop_pin: ^PC2
endstop_pin: probe:z_virtual_endstop
#position_endstop: 0.0
position_max: 220 # Custom position to room Steathburner toolhead + DD Orbiter v2.0
homing_speed: 10.0
position_min: 0[bltouch]
sensor_pin: PC2
control_pin: PA1
x_offset: -41.5 # Stealthburner FanDuct Check
y_offset: -13.5 # Stealthburner FanDuct Check
#z_offset = 5.00
speed: 3.4
pin_up_touch_mode_reports_triggered: FalseCiao. Grazie. Come fai a calibrare il sensore .? Quando lanci probe_calibrate il sensore risponde..?
-
Rieccomi....dopo i vostri consigli ora la mia printer ha ripreso a muoversi..😃. Nuovo problemino. Ho un sensore ABL che, attraverso il suo circuitino è collegato al fine corsa Z. Con Marlin funzionava bene, con Klipper fa questo:
Fa Homing z corretto, quindi lo sente ma chiaramente quando lancio un comando di settaggio Probe, non essendo collegato alla scheda sul suo connettore probe, non sente il comando e non si calibra. C'è una soluzione software per risolvere o devo collegare il probe alla scheda come vuole lui..?
Grazie.
Allego mio .cfg .
-
Grazie Kill...ci guardo e vedo di inserire i PIN corretti....
-
 1
1
-
-
-
Ciao. Si, ho tralasciato zmb perche non é altro che il parallelo di zma. Per avere due distinti Z il secondo devo per forza collegarlo a E1m e configurarlo così avrai la Z indipendente. Sono certo perché con Marlin funzionava ed era settata così
-
In tutto ho 5 driver, x,y,Z,E0, E1. Nell'E1 c'è la seconda z fisica.
-
Il 23/3/2024 at 21:40, dnasini ha scritto:
ma la SKR 1.4 ha 2 driver distinti x i due Z o un solo driver sdoppiato? Perche se ne ha solo 1, devi definire un solo Z
Ciao. Ho due driver distinti uno Z e un E1
-
😁..hai ragione...ma sono talmente tanti i problemi che.ho che.non so da dove iniziare ..
Dialogo con la stampante dal pad e modifico il file .cfg da PC direttamente via ip con il pad. Ho caricato il .cfg di creality che poi ho modificato con i file trovati in rete..quindi dual_z, driver 2209...chiedo.. c'è una logica su come inserire i comandi..?..ovvero....se aggiungo, io li chiamo comandi, per esempio una seconda z, la devo mettere subito dopo la prima z..?..scusa ma in rete sembra tutto facile ma.poi solo per caricargli il file .bin generato dal pad ci ho messo settimane....
Grazie.
-
Ciao, chi mi aiuta di Voi a risolvere i problemi che ho con SKR1.4 turbo e Klipper su Creality Sonic Pad..? Offro una pizza...:-))
Ho dual Z e sensore di livellamento Abl....Un grazie in anticipo..
-
Ciao. Grazie per la risposta. Si, parlo di klipper della creality pad. Quello che volevo fare infatti era cercare un file già fatto o perlomeno molto adattato ma non ne ho trovati o meglio, forse non ci capisco molto...Marlin per i miei gusti é molto più semplice o forse ancora non sono entrato nell'ottica...
Ora provo a cercare come mi hai detto e ...spero di concludere qualcosa ..
Buona giornata
-
1
-
-
Ciao a tutti. Ho una CR10s modificata con skr 1.4, sensore abl e doppio drive per z, hemera extruder. Ora, sembra tutto facile ma ho molti dubbi, nel senso che nelle stampanti predefinite, chiaramente, non trovo la mia e dovrei crearla ex novo. Il chipset é in configurazione ma, mi chiedo, per tutte la altre cosa da aggiungere, tipo abl, estrusore hemera...etc, dove vado a modificare il .cfg e soprattutto dove trovo i valori giusti da aggiungere..? Grazie a chi mi aiuterà.
-
6 ore fa, eaman ha scritto:
No guarda: a parte il fatto che come ti ha detto Fonzy quella stampa e' alta e per quello la roba sbatte in giro, i valori di flusso e risonanze vanno impostati nel firmware delle stampanti e con le macchine / firmware moderne lo slicer non solo non c'entra ma non dovrebbe piu' gestire manco le accelerazioni e le retrazioni...
Grazie per le risposte. Anche io pensavo questo eppure lo slicer c'entra eccome. Stampando un esempio se lascio lo slicer di default la stampante reagisce con le velocità e accelerazioni dello slicer scattando per ogni movimento bypassando i settaggi della macchina....
-
2 ore fa, FoNzY ha scritto:
come spesso accade il problema è l'operatore, non la macchina 😂 (senza offesa, nessuno nasce imparato)
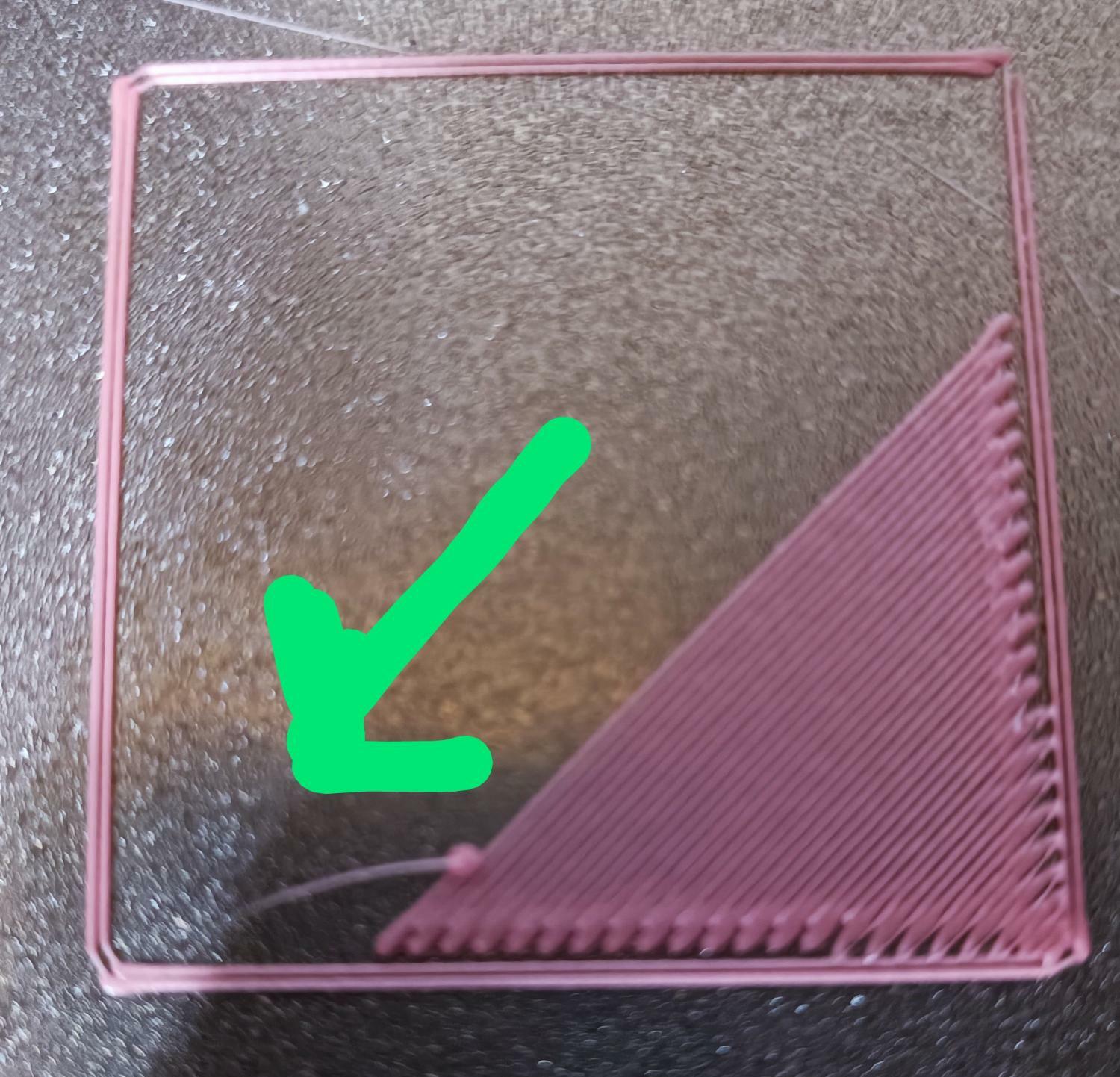
per prima cosa chiariamo che un angolo a 90* ragionevolmente precisi non è realizzabile. per formare un angolo di 90* servirebbero due "linee". la stampante fa l'angolo usando una sola "linea", scambiando da un movimento su "X" con uno su "Y" quindi inevitabilmente la prima "linea" se la tira dietro. chiarito che è teoricamente impossibile il tuo angolo non è come dovrebbe essere.
il problema qui sei tu, il livellamento è chiaramente sbagliato, tu stai stampando un layer da 0,2 a 0,4mm di altezza, per dirla piu' facile sei troppo in alto di 0,2mm o giu' di li'.
"quindi inevitabilmente la prima "linea" se la tira dietro."
essendo la tua linea non perfettamente aderente al piano se la tira dietro in maniera fin troppo importante quando cambia movimento X\Y.
stesso discorso con l'infill, c'è un 0,5mm tra i perimetri e l'infill perche' sei troppo alto ed i perimetri si sono spostati, se non aderiscono al piano mentre l'ugello si muove si tira lo stampato a destra e sinistra.
Ciao..grazie per la risposta. Ti posso assicurare che non sono alto perché il livellamento lo fa in automatico con ezabl poi correggo con babystapping.
Lo stesso file creato con cura o con simplify viene perfetto.....stampato 3 minuti dopo....
1 ora fa, eaman ha scritto:Ma te che stampante hai?
Hai fatto la calibrazione di Pressure / Linear Advance? Perche quelle stampanti sono sicuramente calibrate e hanno pure un sensore di pressione nel nozzle. Li fai gli angoli dritti, pure con il bowden, ti piglia un bordello di tempo e retrazione ma li fai...
Ho una cr10s ma oramai di originale non ha più nulla. Ho una skr turbo, 2209 come driver e un Hemera come estrusore. Monto un Marlin 2.0.7 ma non ho mai abilitato il linera advance. Pensavo di installare l'ultimo Marlin ma mi sono invaghito per il tablet klipper....vediamo un po'....
Cmq probabile che questi slicer siano pensati e settati per le ultime diavolerie tecnologiche di Bamboo e K1 varie....
-
Buonasera a tutti. Sto provando nuovi slicer e ho un problema comune.
Gli slicer sono della stessa famiglia ovvero, PrusaSlicer, OrcaSlicer, SuperSlicer.
Problema al quale non trovo soluzione é quello della foto, ovvero, gli angoli non sono a 90°..e questo é comune a tutti e tre. Inoltre é presente anche un'altra problema che é quello che il primo layer non si attacca al perimetro. Mi chiedo, questi slicer nascono per le ultime stampanti quali K1, Bamboo etc, come mai hanno questi settaggi non corretti..?..Chi riesce a rispondermi mi aiuta alla grande.!..
Ciao.

-
Ciao. Si, salvo i settaggi con M500...
Inoltre, salvo anche attraverso la stampante stessa. Se spengo e riaccendo tutto ok....salvo che dopo la prima stampa, lunga o corta che sia, mi ritrovo il problema..
Hai fatto bene a chiedere visto che non ho specificato.
-
Ciao a tutti.
Ho una CR10S con Marlin 2.0.7 e sensore ezabl. Ho un problema che mi affligge da molto tempo.
Una volta calibrato il sensore ezabl la stampa successiva viene in modo ottimo e tramite la procedura fine dell'altezza me la regolo a piacimento.
Bene, la stampa successiva invece mi ritovo che l'estrusore non è più all'altezza della stampa di prima ma si è alzato e devo ritarare l'altezza attraverso la procedura "fine" durante l'avvio di stampa....alla terza stampa ancora una volta il sensore si trova a una distanza maggiore di quella precedente....
Dove sbaglio..?
Un grazie a chi mi aiuterà.
-
...Carina ma...la monorotaia non si può guardare.....
Discussione su Klipper ufficiale
in Software di slicing, firmware e GCode
Inviato
Come vedi il software é in italiano ma gli errori appaiono sempre in inglese..
Ho già fatto ricerche dell'errore ma sembra che a parte un utente che ha resettato il pad, cosa peraltro che ho già fatto, nessuno si sia imbattuto in questo errore.
Cmq grazie a tutti..
Buon sviluppo..