
DMEngineering
-
Numero contenuti
37 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da DMEngineering
-
-
Allora, io proverei a mettere il file dallo slicer a UVTools per fare un analisi di suction cup.
Problemi a questa altezza li avevi già avuti o è successo solo per questa stampa?Io di norma cerco di orientare i pezzi in modo da minimizzare la sezione, quindi avrei messo basetta, braccia e teste più verticali. La stampa e sicuramente più lunga però così le "forze FEP" saranno più basse.
La diminuzione di temperatura può portare a dei problemi, il test di esposizione lo hai già fatto per queste temperature perciò i secondi di esposizione son corretti, puoi provare a diminuire la velocità di lift ed aumentare un po' l'altezza di lift (non so come li chiama chitubox). Anche questo aumenterà il tempo di stampa, però secondo me è molto meglio metterci più tempo per rischiare di sprecare meno resina.
-
 1
1
-
-
7 minuti fa, Mino ha scritto:
Le onde sono causate dal fep deformato, si vede chiaramente
Sulla basetta sì, ma per l'elmo sembra che l'onda ricalchi la forma dell'elmo stesso più che la forma dell'increspatura sul fep. Può essere che il problema dell'onda dipenda dal fep però potrebbe essere anche un problema di supporti falliti o "suction cup"
-
Per fare il cambio FEP hai visto il video di elegoo? Oppure un video di terzi?
Nel video vecchio di elegoo non usavano uno spessore durante il montaggio del fep tra le due flange, questo portava ad avere il fep troppo teso, però non ho mai visto il problema che hai avuto tu. Se invece te hai usato lo spessore direi che hai avuto sfortuna con il fep.Per il problema delle onde invece potrebbe essere un problema di supporti o orientamento, hai una foto dello slicer?
-
Non uso cinema 4d neanche io, ma che parametri hanno il torus ed il cilindro? magari usano i raggi mentre cura dice solo il volume?
-
2 ore fa, gabriele crosato ha scritto:
mezzo millimetro di layer catalizzato sul fep
Quanti sono i layer di base? e a che altezza?
-
1 ora fa, gabriele crosato ha scritto:
Buon giorno, dopo anni di pla ho comprato un una mars 2 per provare la resina visto l'uscita di quelle solubili in acqua. Ho seguito alla lettera ogni step ma la stampa non aderisce in nessuna maniera al piano di stampa. Ho riallineato il piano mille volte, controllato e ricontrollato. Fatto almeno 10 diverse prove cambiando tempistiche e modalità di cura all'interno dello slicer ma non cambia assolutamente nulla. Sempre lo stesso identico risultato: un layer che si attacca al fep e niente più. Ho letto anche tantissime discussioni sui forum, visto tutorial ma niente da fare. La stampa non aderisce in nessuna maniera al piano di stampa anche se perfettamente allineato e aderente al fep. La cosa da abbastanza i nervi. Il proiettore della stampante funziona visto che il test di proiezione sullo schermo è attivo e si vede la scritta test.
A chi mi potesse aiutare grazie. Uso resina elegoo solubile in acqua ed ho seguito i settaggi segnalati dalla casa madre per la stampa.
Grazie.
A che temperatura ambiente è la stampante? Il fep è teso abbastanza? Che tempo usi per bottom layer?
I modelli li metti sempre al centro della stampante?
-
2 minuti fa, invernomuto ha scritto:
Per cui stacca i pezzi dal FEP con la spatolina in plastica, facendo attenzione a non rovinarlo, filtra la resina dei pezzi solidi che stanno dentro la vaschetta e riparti con più supporti / maggiore esposizione di base.
Quoto e aggiungo che mettendo dei guanti, se premi leggermente(basta poca pressione) con il dito sul fondo del fep dal basso i pezzi si staccano più facilmente
-
58 minuti fa, maxtex ha scritto:
la piastra rettangolare di base l'ha stampata giusta, i supporti anche, ma poi i pezzi sono rimasti attaccati al FEP
A me capita quando metto pochi supporti/Supporti troppo piccoli.
Se al modello hai messo tu i supporti, mettine di più o aumenta il diametro di contatto
Se il file è del tipo "presupported" può essere che chi l ha fatto abbia usato una resina più performante abbia stampato con temperatura ambientale più alta.
I parametri della resina dipendono anche dalla temperatura ambientale, maggiore è la temperatura minore è il tempo di esposizione (più o meno).
In ogni caso se vuoi capire bene se i parametri son giusti ti consiglio di fare un test di esposizione con UVtools (software gratuito) o con XP2 Validation (https://phrozen3d.com/apps/help-center/getting-started/which-resin-calibration-finder-should-i-use) primo link.
Secondo me UVtoos è più comodo, ma non so se la tua stampante è supportata.
-
1
-
-
3 ore fa, Enrico60 ha scritto:
Stampando dei modelli non riesco ad ottenere un adattabilità soddisfacente tra due parti dello stesso modello.
Utilizzo Elegoo mars 2 Pro con resina Water Washable o Standard Photopolymer entrambe Grey
Le impostazioni di Chitubox sono come da foto
Cosa intendi con adattabilità tra due parti dello stesso modello? c'è un accoppiamento che non avviene tra due pezzi diversi?
Entrambi i pezzi sono stampati? c'è un pezzo stampato che non si adatta ad un modello preesistente?
Riesci a mandare foto del file su slicer e del pezzo stampato?
-
2
-
-
1 minuto fa, MARZAVITT ha scritto:
La resina non è vecchia, a meno che dopo che l'hai aperta non può passare un mese!
Ogni tanto fanno degli sconti per svuotare il magazzino da resine che stanno per scadere, quindi magari è per quello
-
Mhh forse la resina è vecchia oppure la temperatura ambiente è più bassa
Prova a vedere la data di scadenza dalla bottiglia,
Hai fatto caso a quanto caldo facesse quando hai fatto le prime stampe?
Prova anche a stampare uno dei vecchi modelli giusto per verificare che non è un problema a livello di stl
-
Ottimo!
Il problema dei supporti staccati ogni tanto succede anche a me quando metto i supporti piccoli in lychee, a volte si staccano in stampa, altre volte quando metto il modello in cura con i supporti.
Se le miniature non sono pre-supported aumenta la dimensione di contatto
-
Dipende da modello a modello, Ultimamente ho visto tante stampe a resina di un drago snodato simile al serpente che hai linkato.
Se nel modello c'è sufficiente gioco tra le due parti si può fare, se invece due parti sono troppo vicine si fonde tutto insieme e se nel fdm andando a forzare il movimento è facile che sia una separazione pulita tra i layer , cn la resina è più difficile che ciò accada-
 1
1
-
-
2 ore fa, MARZAVITT ha scritto:
layer 0.05 e esposizione a 0.6 va bene
Wow, è pochissimo, sono curioso di vedere i risultati.
Niente rimasugli nel vat o sul piano di stampa?
-
1 ora fa, MARZAVITT ha scritto:
FATTO!

CHE DICI??
Dalle foto non capisco bene, prova a fare una stampa con il tempo di esposizione base a 40 s, se ci fosse un problema dello schermo oltre al rettangolino del test si formerebbe anche uno strato su tutto il piano di stampa.
Purtroppo da qui non capisco quindi non posso aiutarti di più, in ogni caso a fine del test controlla il vat, in genere questi test lasciano sempre dei rimasugli sul fep
-
2 ore fa, MARZAVITT ha scritto:
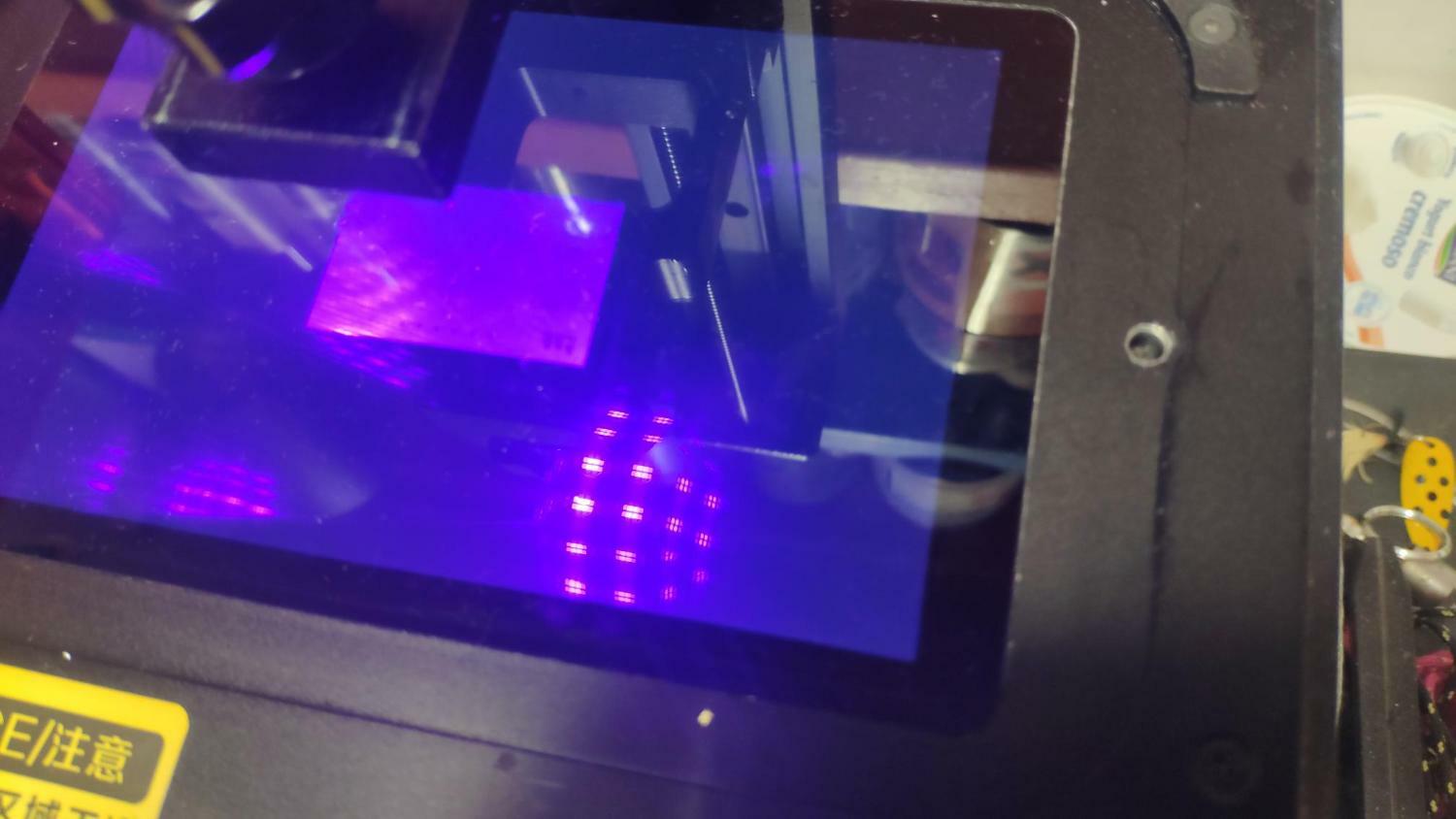
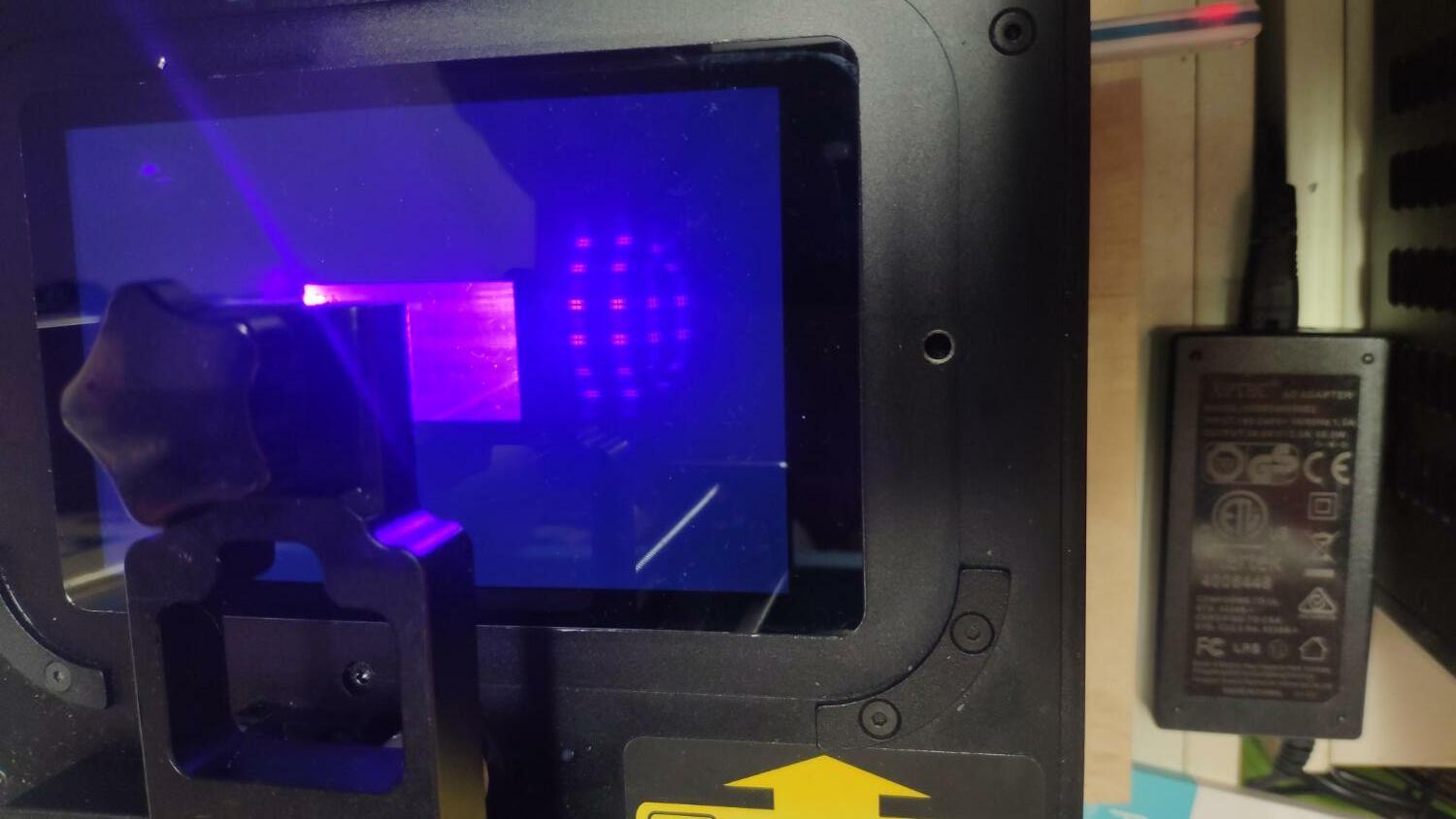
Come consigliato ho usato uvtools e generato il file di test, prima di mettere la resina ho provato a secco. ti faccio vedere le foto perchè ci sta qualcosa che non torna a mio avviso...
è normale che si vedono i led della lampada dove dovrebbe essere oscurato?
Prova a mettere un foglio di carta e spegnere la luce della stanza per vedere bene
-
1 ora fa, MARZAVITT ha scritto:
non capisco perchè il mio non ha la voce "multiple exposure"
Non tutte le stampanti permetto il multi-exposure, dovrai fare un test alla volta, è un po' più scomodo ma comunque efficace.
Ho appena notato che uvtools legge EPAX-1 la stampante di default quando apri uvtools, prima di aprire la finestra di calibrazione apri un file uscito dallo slicer, così il software capisce che stampante stai usando
1 ora fa, MARZAVITT ha scritto:tu escluderesti problemi della stampante tipo la main che non va bene?
non saprei, vediamo come vanno i test prima
-
1 ora fa, MARZAVITT ha scritto:
Il tempo a 2sec l'ho messo perchè sulla boccia della resina mi indica 6.5sec ma esce una cosa indecifrabile! quindi ho fatto prove scendendo sempre più... sotto i due non ci ho provato!
Penso che il 6.5 sia riferito a stampanti non MONO.
1 ora fa, MARZAVITT ha scritto:La foto che mi hai mandato è un problema che mi dava con il vecchio schermo infatti poi ti ho messo una foto di una stampa fatta con quel problema
Hai verificato che lo schermo nuovo funzioni bene con una stampa a secco?
Se hai già verificato che lo schermo funzioni a dovere ti consiglio di fare un test di esposizione come dal video con UVtools, in questo modo sarà più facile capire se è un problema di setting ed in caso capire qual è il tempo migliore di esposizione sprecando meno resina possibile
-
3 ore fa, MARZAVITT ha scritto:
I residui nella foto 2 sono resina solidificata dalla miniatura "1"?
nella foto 1 c'è qualcosa che pende dalla testa della miniatura, sembra un film di resina semi-solidificata, prova a fare una stampa a secco e vedere se l'immagine è nitida o hai un problema del genere (immagine allegata).
Dalla foto 3 non capisco se è venuta bene perchè sembra ancora da pulire con alcol
Hai provato fare il resin exposure test?
il tempo a 2 secondi come lo hai scelto? Se non riesci a mettere 1,7 o altri parametri è per un bug di lychee lo puoi risolvere mettendo l'unità di misura in ms oppure scaricando l'ultima beta.
-
Scusami, intendevo lo screen del modello/i supportati nello slicer
-
-
1 ora fa, MARZAVITT ha scritto:
grazie mille!!! provo questa soluzione! ho pensato pure se c'è la possibilità che si è "sprogrammata" la main board e spara luce a caso, ma non so se sia possibile questa cosa!
In caso puoi provare a scaricare l'ultimo firmware della stampante dal sito creality, se proprio non ti fidi che la stampante stampi i layer per il tempo programmato puoi provare a fare una stampa a secco filmando il tutto e verificando che i tempi dal video, però mi pare improbabile
-
Da ciò che sapevo io l'esposizione della base era più lunga per far si che la resina si attaccasse bene alla build plate piuttosto che al FEP.
UVtools è un software gratuito che modifica i file che escono dallo slicer, ma ti permette di fare anche dei test di esposizione, da quello che mi ricordo la tua stampante dovrebbe essere supportata, se così non fosse scaricati l' stl di un resin exposure finder test e modifica i dati manualmente finchè non trovi quello giusto
Personalmente non ho quella resina, però con la elegoo gray (su elegoo mars 2 mono) io uso 1,7 s per layer 0,05mm.
Se tu usi 0,03 come altezza layer forse puoi andare anche un po' più giù come esposizione
-
Nome della stampante e della resina?
Quali sono i parametri che usi?
In base alla stampante che usi ti consiglio di usare UVtools per trovare i parametri giusti-
1
-
Elegoo mars 2 pro senza chiavetta usb
in Software di slicing, firmware e GCode
Inviato
Puoi Usare Chitubox (https://www.chitubox.com/en/index) oppure Lychee Slicer( https://mango3d.io/downloads/ ), io mi trovo meglio con lychee però scegli tu in base alle tue esigenze.
Quando scegli una chiavetta occhio a non prenderne una troppo grande o c'è la possibilità che non la legga, io al massimo ne ho usata una 16gb