

Dindio
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Dindio
-
-
Buongiorno, potrei dire nuovo giorno nuovo problema con la ghost 5.
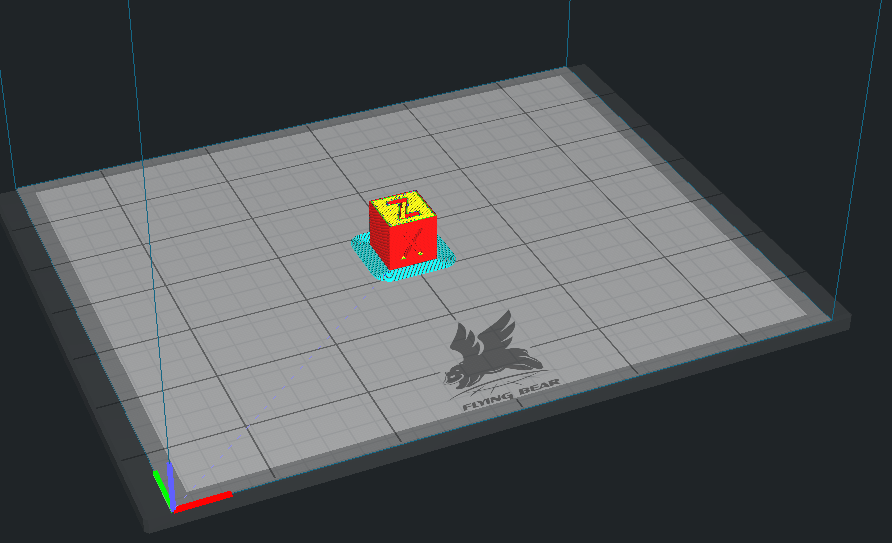
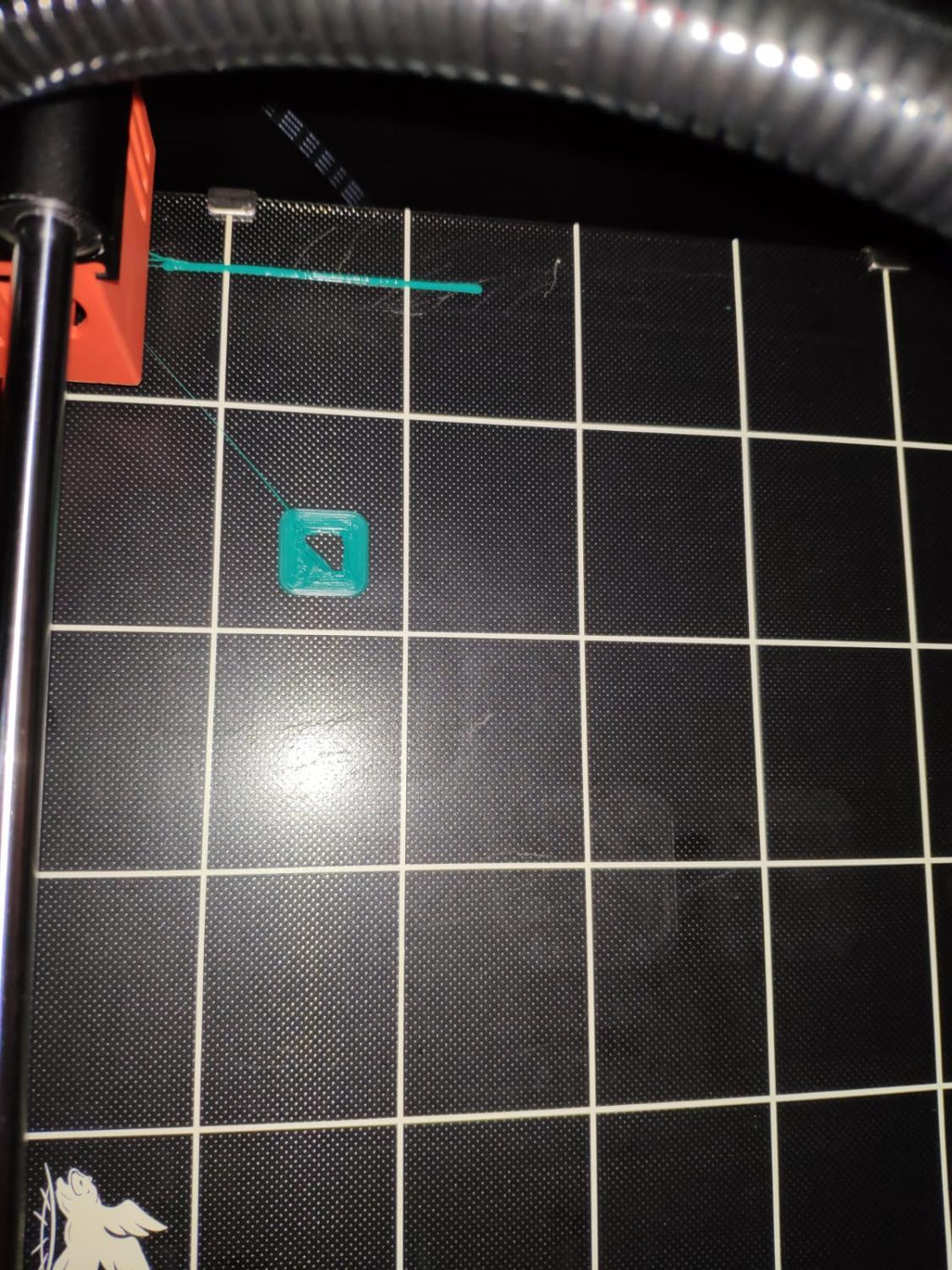
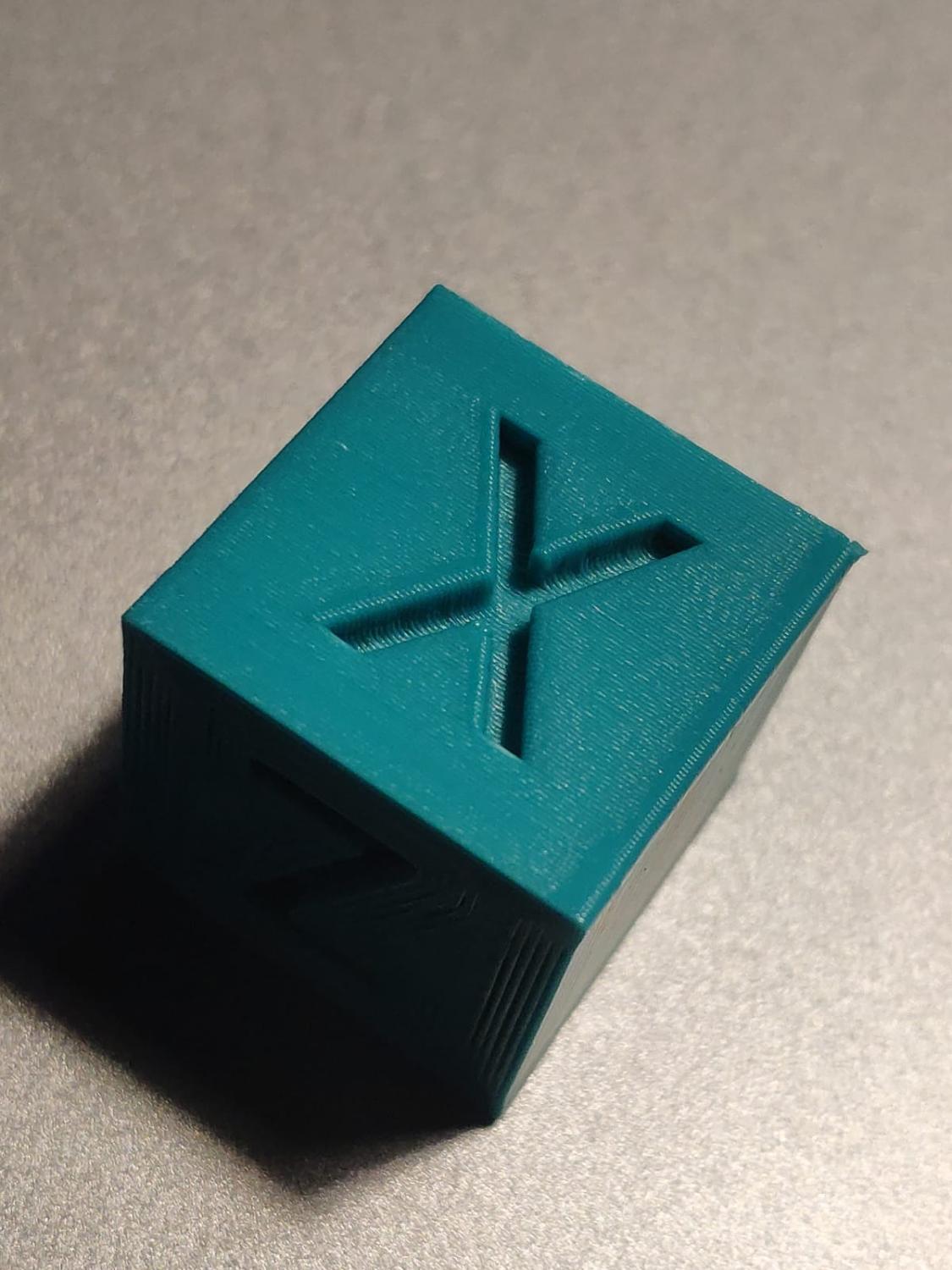
Ho provato a mandare un cubo di calibrazione in stampa, dalle impostazioni di cura le dimensioni dovevano essere 20x20x20 e me lo doveva stampare al centro del piatto:

Nella realtà però le dimensioni sono venute di circa 10x10 e me lo ha stampato sul lato sinistro
Inoltre la linea che fa sulla sinistra per pulire l'estrusore è iniziata prima e non è continuata per tutta la profondità del piatto come faceva nelle stampe precedenti.
Ho provato a rifare il gcode, formattare la sd, reinstallare Cura e niente è cambiato.
Andando a muovere gli assi da lcd ho notato che mandando l'asse Y a valore max (cioè 255mm) mi arriva a metà della corsa reale, anche se sul lcd mi segna 255. Stessa cosa per l'asse X, mentre il Z non sembra avere questo problema.
Sono quasi certo che sia colpa mia in quanto ho cambiato i valori degli step/mm degli assi e dal quel momento mi da problemi, la cosa strana è che lo avevo fatto anche per l'estrusore senza avere alcuna complicazione.
Ho provato a rimettere quelli di default, ma il problema persiste.
-
13 ore fa, FoNzY ha scritto:
la macchina lo calcola in base al valore "ideale" impostato nello slicer ma se poi il livellamento è sbagliato la macchina non lo sa' se sei veramente a 0,2mm sul piano, lei si limita a dedurlo in base al punto 0 che gli hai detto (e se il punto 0 non è zero poi il primo layer è primolayer+\- punto 0)
Le stampe hanno un'ottima adesione al piatto, faccio fatica a toglierle, quindi mi sembra strano che ci sia tanto spazio tra il primo layer ed il piatto da comportare il problema.
Mettendo che però sia questo il problema, come faccio a risolvere? Per livellare il piatto uso un classico foglio di carta A4.
-
Buongiorno, dopo aver fatto diverse prove per calibrare il flusso sono giunto al seguente problema.
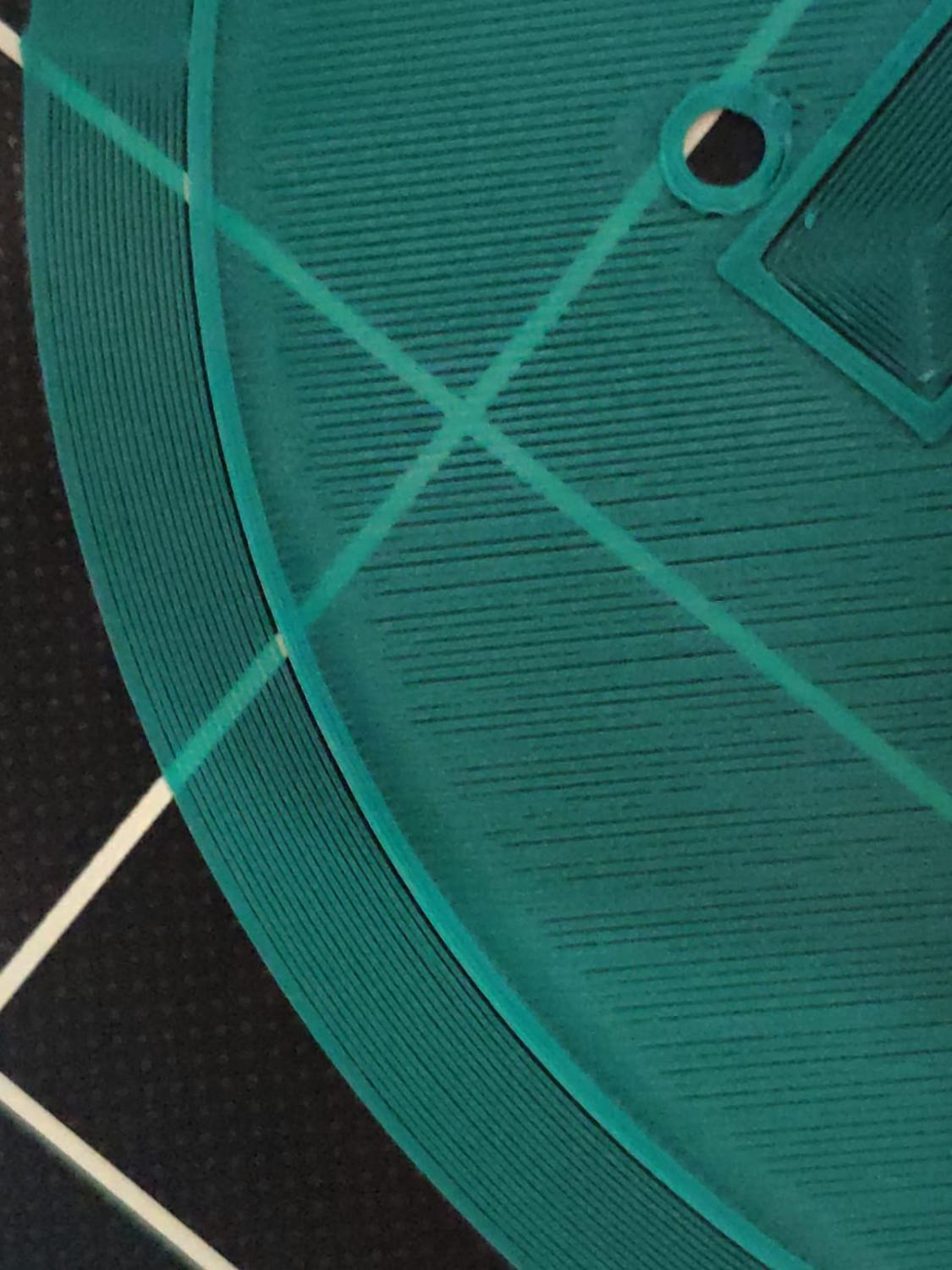
Se metto Flow all'80% e larghezza della linea 0,4 mm (con nozzle da 0,4) lo spessore della parete viene da 0,4 mm. Però nella base le linee non sono "attaccate":
Invece se metto 0,4 mm di spessore di linea e un flusso maggiore o uguale al 90% la base mi viene bene, ma lo spessore della parete diventa da 0,5 mm o maggiore:
Volevo sapere se è normale dover giungere ad un compromesso o se sto sbagliando la calibrazione.
-
2 ore fa, muffo ha scritto:
Se ti mancano 40 mm è chiaro che hai un problema, o sull'estrusore o sull hot end.
Prova a ricontrollare gli step/mm senza passare per l'hot end
Se controllo gli step/mm facendo passare il filamento solo per l'estrusore mi tira dentro 60 cm in più.
-
3 ore fa, mcmady ha scritto:
che sia sovraestrusione?? hai provato a rifare gli step\mm dell estrusore???spiegherebbe le creste marcate... se e' a posto diminuirei un po il flusso come prova...
tieni anche conto che i nozzle cinesi nn eccellono per precisione... se ne hai beccato uno che anziche 0.4 e' 0.43 e estrudi a 0.45 qualche crestina e' normale ,daqui la regolazione del flusso...
Non so, secondo me è sottoestrusione, perché nel top e nel bottom le linee non sono tutte attaccate.
Inoltre quando ho calibrato gli step/mm estrudendo 150mm mi restavano fuori circa 40mm, ma ho lasciato i 400 di default perché mettere 500 e passa mi sembrava un po' troppo.
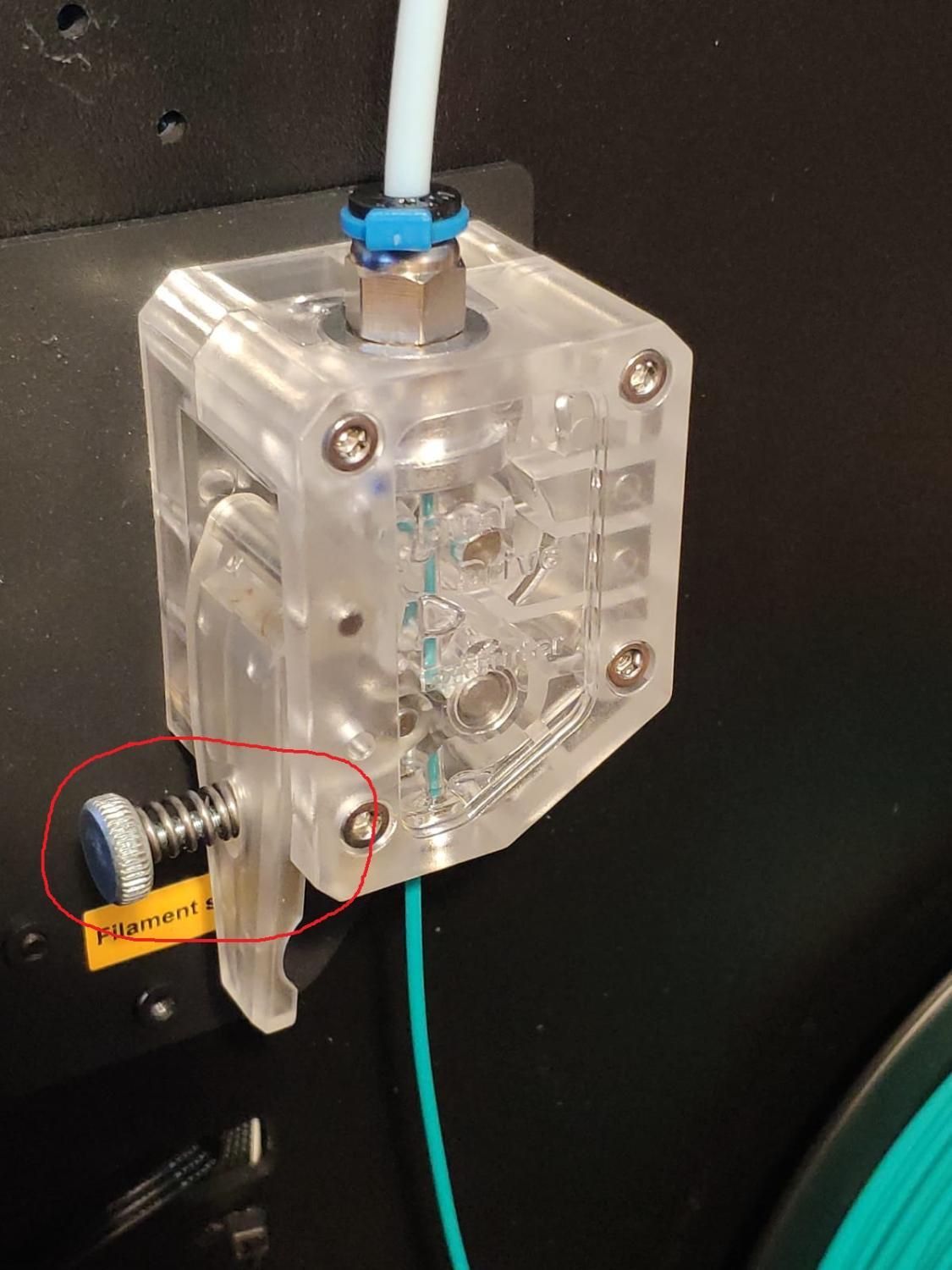
La vite dell'estrusore
che serve per regolare la pressione della ruota sul filo io l'ho giusto avvitata, perché se la stringo di più va a finire che mangia il filo che poi s'incastra all'imboccature del tubo di ptfe. Però non so se così va bene?
-
8 ore fa, Killrob ha scritto:
Hai fatto un thin wall test?
Si, sia prima che dopo.
Prima:
Dopo:
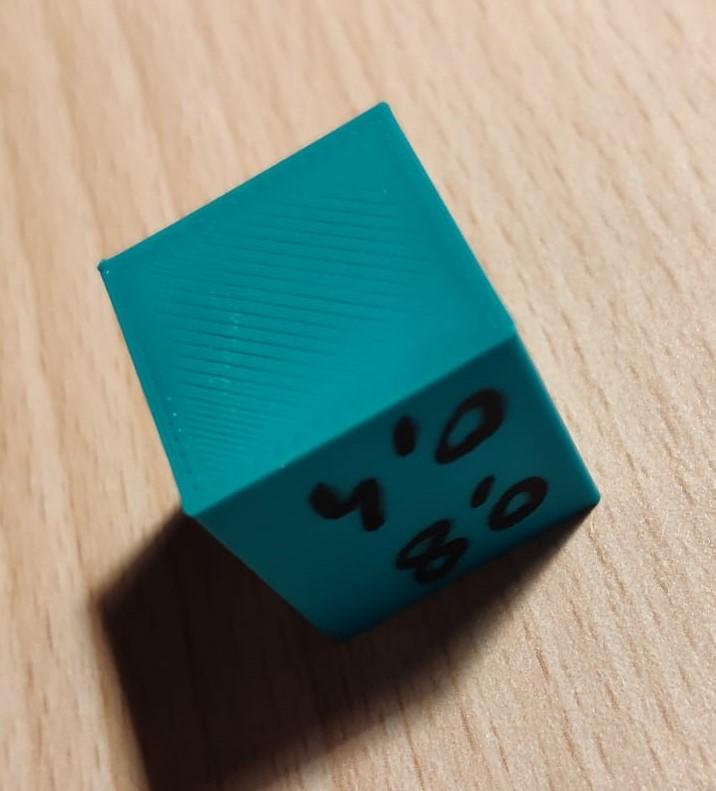
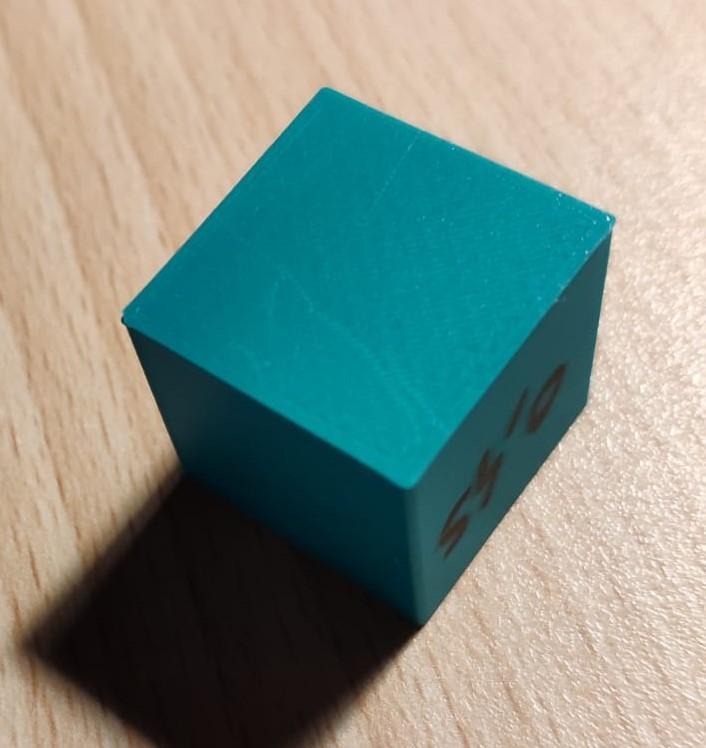
Ho impostato come wall width 0.45mm avendo un nozzle da 0.4.
Considerando che il mio calibro non è molto preciso, nel primo caso ho ottenuto 0.4 - 0.45, nel secondo 0,5 (però se si considerano le creste e le gole penso sia una misura accettabile).
-
12 ore fa, Joker78 ha scritto:
Prova a sostituire il nozzle, quando si consumano fanno versi simili
Mi sembra strano, perché ho sostituito il nozzle e il blocco riscaldante con quelli di ricambio
12 ore fa, mcmady ha scritto:dopo lo smontaggio e rimontaggio... rifatto tutte le regolazioni??stesso stl stessi parametri?? hai per caso spazzolato il noozle prima di rimontarlo?? o qualche azione piu violenta per pulirlo dalle impiastricciature delle stampe precedenti??
Lo avevo smontato proprio perché stavo cercando di risolvere il problema di sottoestrusione, e volevo vedere se il nozzle era intasato (non era così). Però continuo comunque ad avere problemi di sottoestrusione.
Stessi parametri per STL.
Non ho spazzolato il nozzle perché era nuovo.
-
Qualche consiglio per rimediare?
-
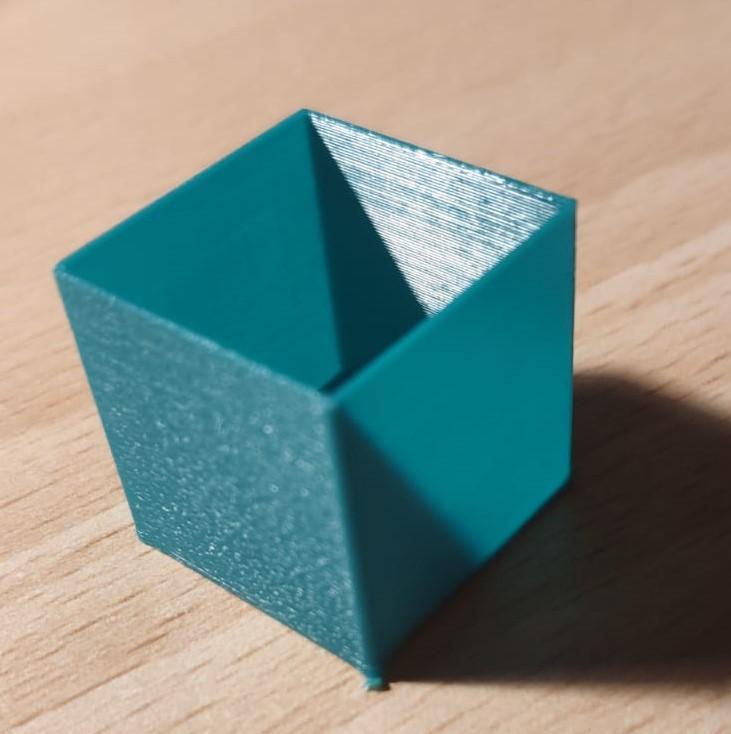
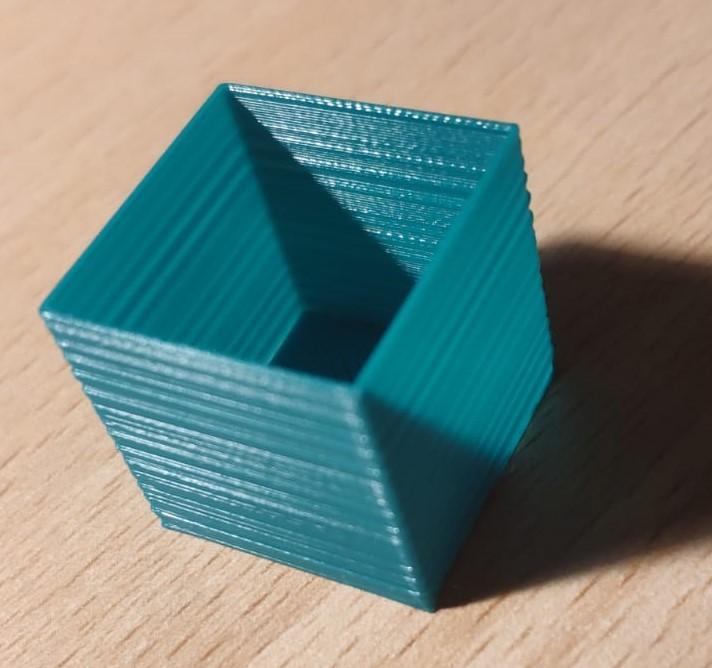
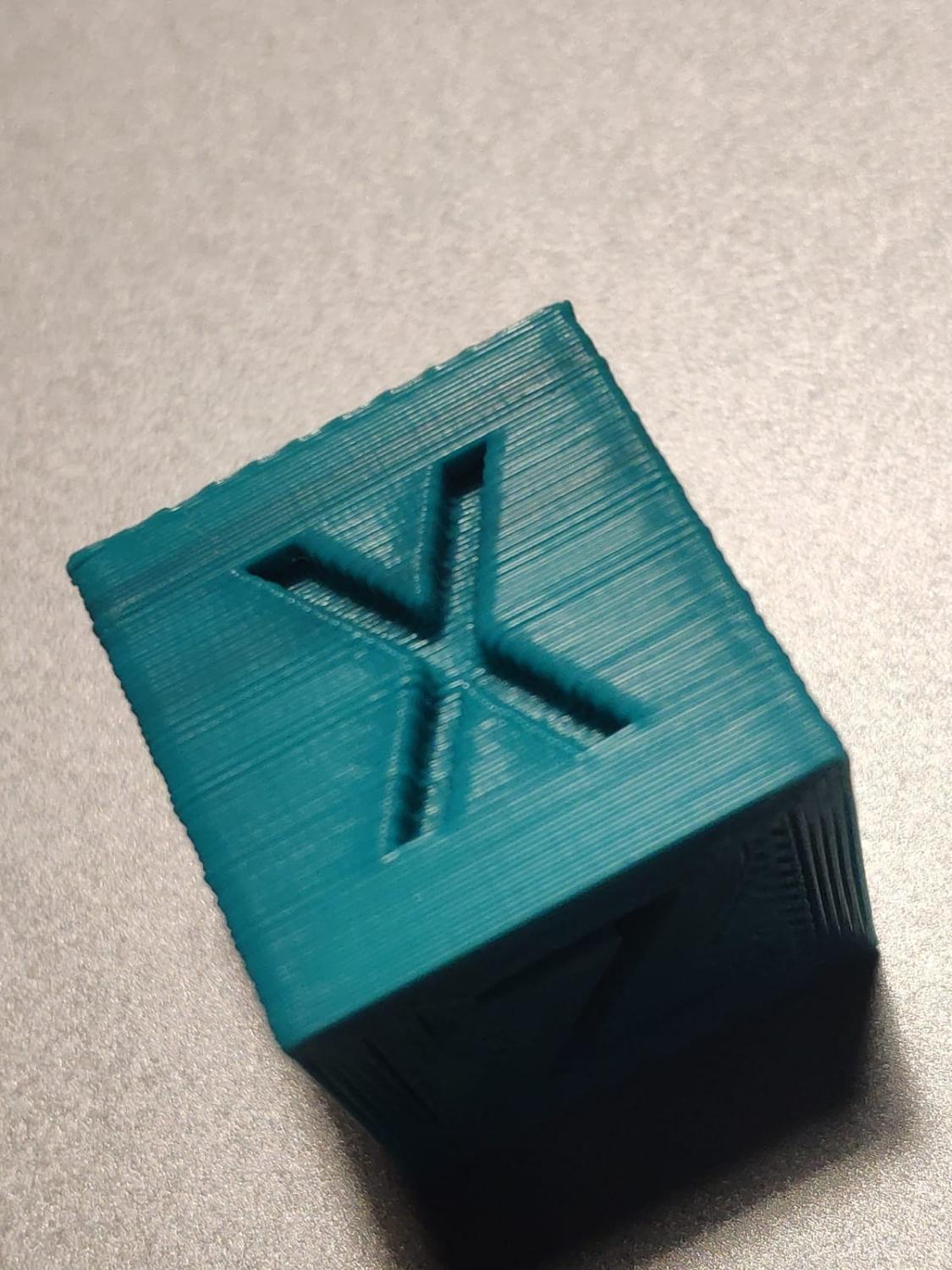
Buongiorno, ho una Flying Bear Ghost 5 e dopo aver smontato e rimontato l'hotend la qualità delle stampe è notevolmente peggiorata.
Prima:
Dopo:
-
 1
1
-
-
Sono riuscito a collegare repetier alla stampante.
Anche a ma da gli stessi valori di step/mm: X80 Y80 Z400 E400.
Adesso stavo cercando di regolare gli step/mm dell'estrusore, ma ho riscontrato dei problemi:
- Se do G01 E150 facendo passare il filo per il nozzle mi estrude 4cm in meno, invece se lo faccio passare solo per il motore mi estrude una 40cm.
- Riesco a dare solo una volta G01 E150 dopo non esegue più il comando sia che lo dia da repetier sia da lcd e devo spegnere e riaccendere la stampante.
-
 2
2
-
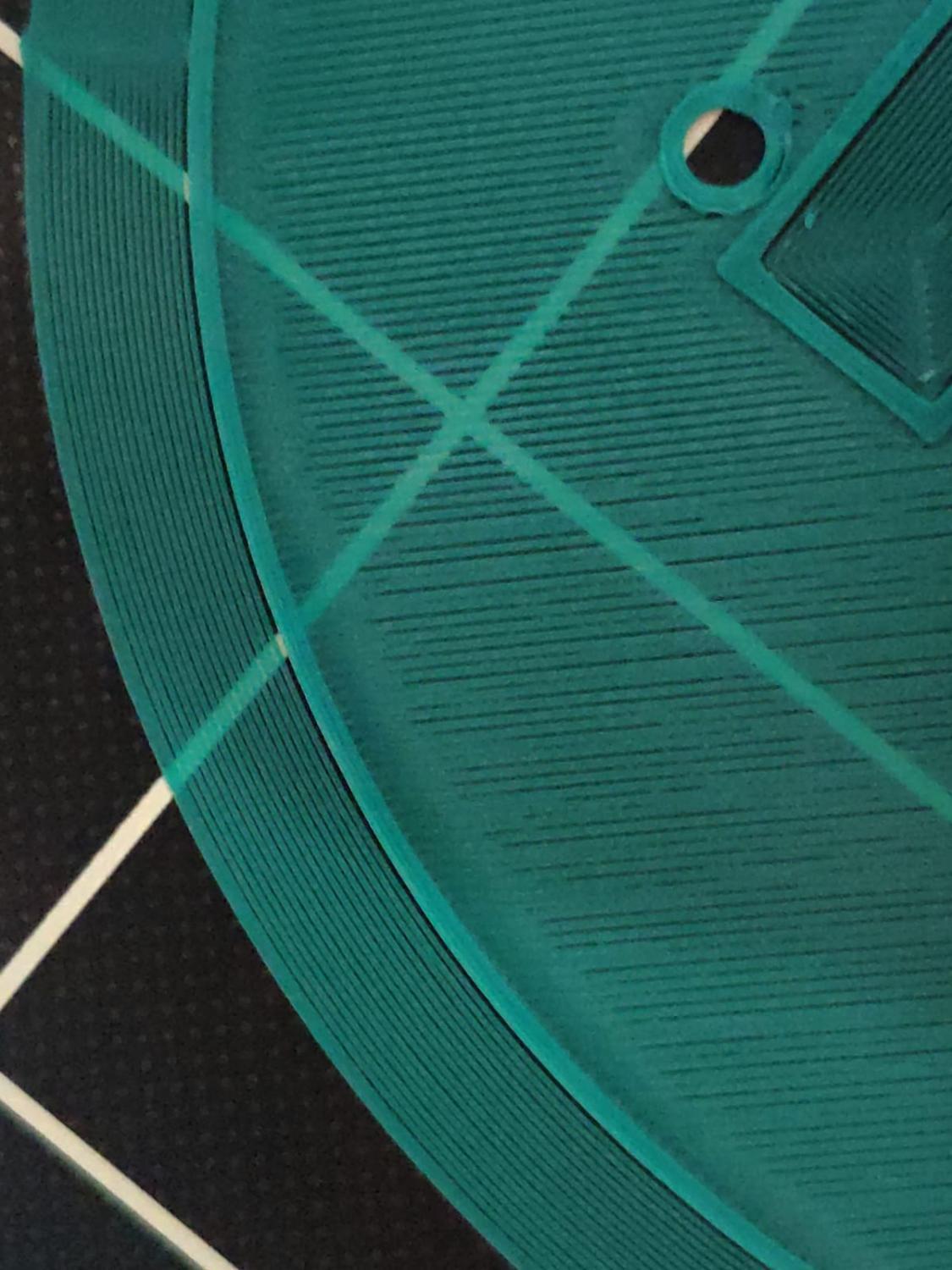
Buongiorno, un po' di tempo fa ho comprato una Flying Bear Ghost 5. Siccome calibrare gli step/mm dell'estrusore è una noia avevo deciso di non farlo. Date che avevo problemi di dimensioni (i pezzi mi venivano più grandi) avevo messo il flow all'80% (che è il valore che va di solito) e in effetti i pezzi sono venuti delle dimensioni giuste.
Però mi da dei problemi di layer:
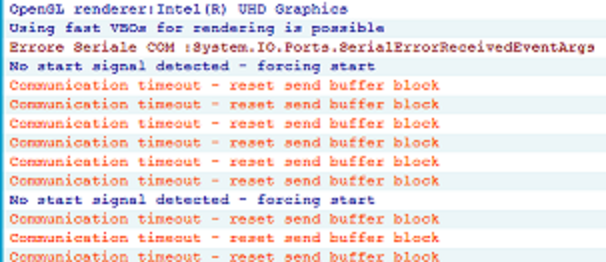
Quindi mi sono deciso a calibrarla, step/mm dell'estrusore e degli assi. Nella geeetech i3 (con Marlin), che avevo prima, potevo vedere il valore impostato di step/mm dall'lcd. Nella Flyinbear non c'è (o almeno io non l'ho trovato) quindi ho provato a fare via Repetier. Il software non riusciva a vedere la stampante e seguendo i consigli letti nei forum ho installato i driver CH341 (presi da questo sito: http://www.wch-ic.com/downloads/CH341SER_EXE.html), nonostante ciò continuo a non riuscire a collegarmi alla stampante.
Quindi le mie domande sono le seguenti:
- C'è un modo per vedere/cambiare gli step/mm da lcd?
- Come posso risolvere il problema con Repetier?
- Nel caso si debba usare Repetier per cambiare il valore, come rendere la modifica permanente?



Conteggio errato step/mm Flying Bear Ghost 5
in Software di slicing, firmware e GCode
Inviato
Colpa mia, mi sono accorto che i valori di default erano X80 Y80 Z400. Invece io pensavo che fossero X40 Y40 Z400.
Adesso ho messo i valori giusti è tutto funziona.