

Fil
-
Numero contenuti
53 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Fil
-
-
Yuri,
per esere sicuri che effettivamente il firmware della stampante sia stato davvero installato, hai verificato sulla SD che il file del firmware abbia cambiato estensione da ".bin" a ".CUR"?
-
17 ore fa, Yuri birra ha scritto:
Quando arrivo a regolare la distanza dell'ugello dal piatto non riesco ad avere un valore fisso, mi spiego, se scendo di 0.1 scendo troppo, ma 0.05 due volte invece no
Hai resettato i parametri dopo l'aggiornamento del firmware?
Hai anche aggiornato il firmware del display?
-
Ok grazie Truck64,
alla fine lo già fatto con il trapano, ma pensavo ci fosse una soluzione più scientifica... andrò di trapano allora 😀
-
Salve ragazzi,
come forse sapete, ho ora una FLSUN Super Racer, di cui sono estremamente cntento.
Tutti i test e pezzi stampati sono perfetti sia dal punto estetico che dal punto di vista delle dimensioni eterne ed interne.
Ma ultimamento ho vouluto stampare un paio di progetti, dove i pezzi vanno avvitati, e qui il mio problema. I pezzi stampati sono ottimi, i centri dei fori corrispondono, ma le viti previste per il progetto, è impossibile usarle.... Faccio un esempio (e non sono un igegnere), un foro per una vite da M3 dovrebbe essere almeno di 3,1mm circa per poter far passare la vite, e di 2,5-2,7mm per poterla avvitare.... Invece sui pezzi stampati questi fori sono quasi inferiori al millimetro o poco più....
Ho provato a capire, e rifatto il controllo "thin wall test", step/mm, ma non risolvono il problema (mi manca forse solo la verifica/settaggio dell'"extrusion width" che però non capisco come farla, visto che gia il test Thin Wall va bene.
Qualcuno saprebbe suggerirmi qualche test o verifica per cercare di risolvere questo problema?
Grazie.
-
Ciao Yuri,
anche io ho una SR, e le istruzioni di come fare sono:
Preparare una SD or una penna USB con il file .bin ( il firmware per la stampante nel file zip sono presenti due cartelle una per SD ed una per penna USB ), e con la cartella "DWIN_SET" che è il firmware del display.
Quindi a stampante spenta inserisci la SD o USB, accendi e attendi qualche secondo/minuto che si aggiorni. Non vedi nessun messaggio di avenuto aggiornamento.
Quando comunque si riattiva l'interfaccia grafica del display devi resettare le impostazioni, ma ora sono al lavoro, e non mi ricordo l'icona/menu da usare per farlo...
Per aggiornare il display segui le istruzioni presenti nel file zip del firmware che scarichi.
-
 3
3
-
-
Grazie ragazzi per i suggerimenti.
Ieri ho aggiornarto il firmware con l'ultima versione dsponibile di FLSUN, e il problema mi pare sparito... quindi forse era un bug software....
-
Grazie Fonzy per il suggerimanto. Proverò a controllare gi assi, ma è una delta, quindi è un po diversa da una cartesiana dove gli assi sono "separati".
Appena avrò un po di tempo ci guardo.
-
Aggiungo altre info che ho dimenticato.
Temperatura ugello 220-225 gradi (Filamento PLA SUNLU rosso dichiara temperature dai 220 ai 230 se ricordo bene)
Temperatura letto: 60-65
-
Salve a tutti.
Dopo la disastrosa esperienza con la Tronxy, e dopo diversi mesi di valutazione, ho preso, un paio di settimane fa, questa Delta della FLSUN.
Sono contentissimo, perchè dopo neanche 30 minuti di assemblaggio, le stampe sono perfette senza nessuna calibrazione, escludendo l'azzeramento del piano di stampa, e la distanza ugello piano.
Come prima stampa ho stampato un test trovato sulla SD fornita, un dado ed un bullone, venuti perfetti.
Poi come secondo test, ho stampato una scatola per Raspberry trovata su thingiverse, e anche questa perfetta
Terza prova fatta con una "luna". Stampa durata più di 20 ore... anche questa perfetta....
Dopo queste prove, contentissimo dei risultati, ho provato a stampare un piccolo aggiornamento, il convogliatore aria verso l'ugello (mi sfugge il nome). E qui il problema è apparso...
Arrivata acirca 2 cm di altezza l'ugello striscia talmente forte sul pezzo che lo stacca dal piano... Stampa senza aiuti di adesione (brim)
Allora ho provato ad aggiungere il brim, ma anche con 40 "giri" alla fine si stacca comuque.
Ho provato a stampare un pezzo disegnato da me sempre una scatola, quindi con una base malto più ampia, e anche qui raggiunti i circa 2, 2,5 cm di altezza ha cominciato a grattare. Ma avendo una gradissima base non si è staccato. Il pezzo è venuto bene senza strani artefatti
Ho provato a ricalibrare piatto e altezza Z... ma senza successo...
Quindi ecco la domanda: come posso fare per non far grattare l'ugello?
o meglio perchè l'ugello gratta sul pezzo solo da quell'altezza??
Garzie!
-
io ho venduto tutto, quindi non so come aiutarvi.
-
Io ho tutto originale ora, l'SKR l'ho messa in un cassetto.
Ma ha gli stessi problemi di prima... fila come il formaggio!!!
-
Grazie per la condivisione!
-
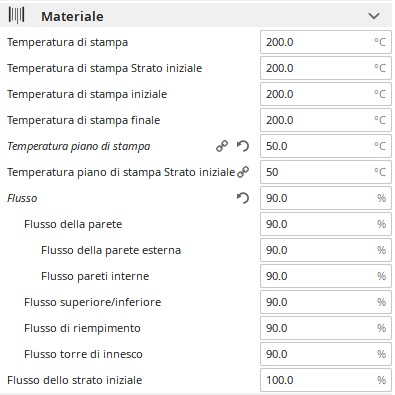
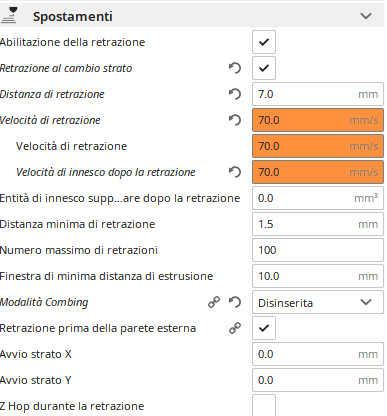
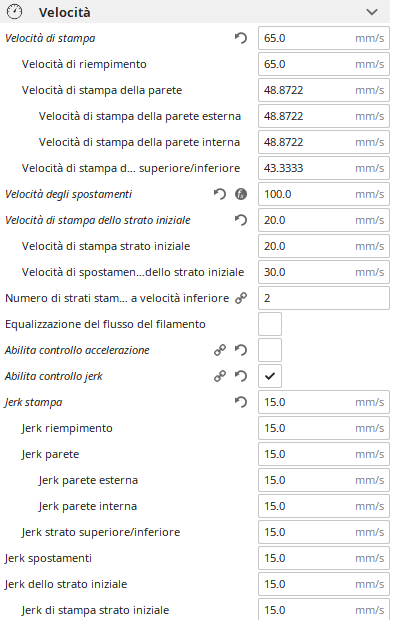
Rieccomi.
Fatto la calibrazione del flusso, degli step/mm etc...
Ho asciugato il filamento per 6 ore, impostato la stampa di due pezzetti che messi insieme dovrebbero fare una copertura per un sensore...
Queste le impostazioni di Cura 4.9.1 che credo possano essere utili:

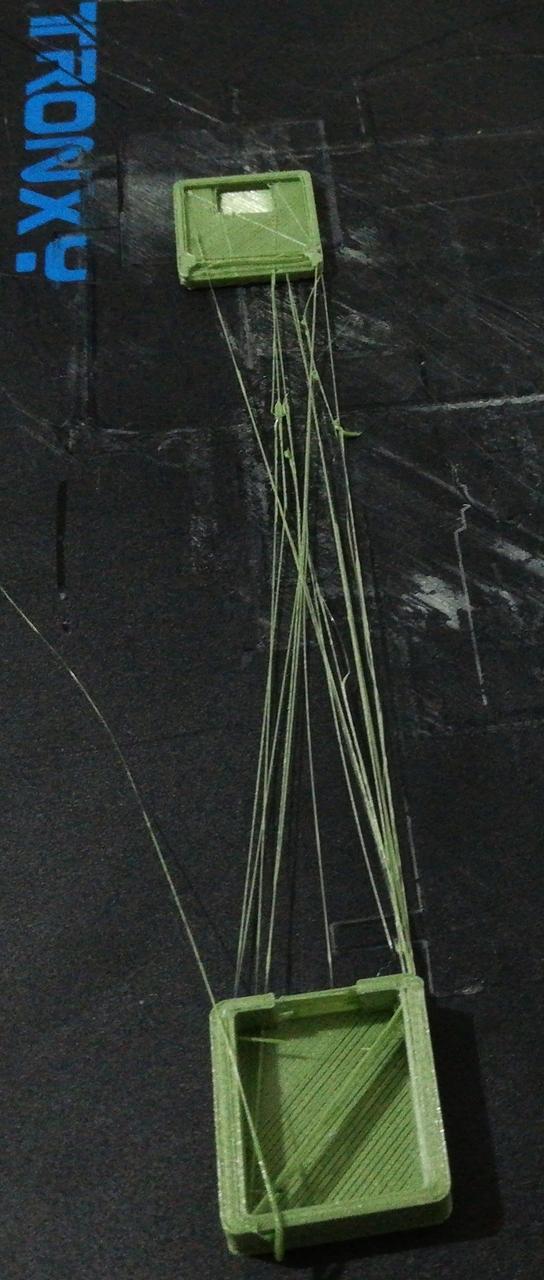
Questo il risultato:
-
Io per semplicità mia, ho banalmente tagliato il connettore della "vecchia" ventola e rispettando la polarità, ho saldato il connettore alla nuova ventola. O meglio, la nuova ventola al regolatore di tensione, e il connettore ricavato dalla vecchia ventola all'ingresso regolatore.
Come dice Truck64, fai tutti questi lavori staccando l'alimentazione 220v!! altrimenti rischi davvero di farti male!
10 ore fa, shakle ha scritto:ste cose le faccio fare al mio amico elettrotecnico.. mi sembra che non sia da 3.2-40V a 1.25-35V ma da 4.75-23V a 1.0-17V.. la palla è aspettare che arrivino dalla cina..
Io i regolatori li ho presi su Amazon. Costano un po' di più, ma se fossero stati difettosi li avrei potuti rendere senza troppi sbattimenti.
-
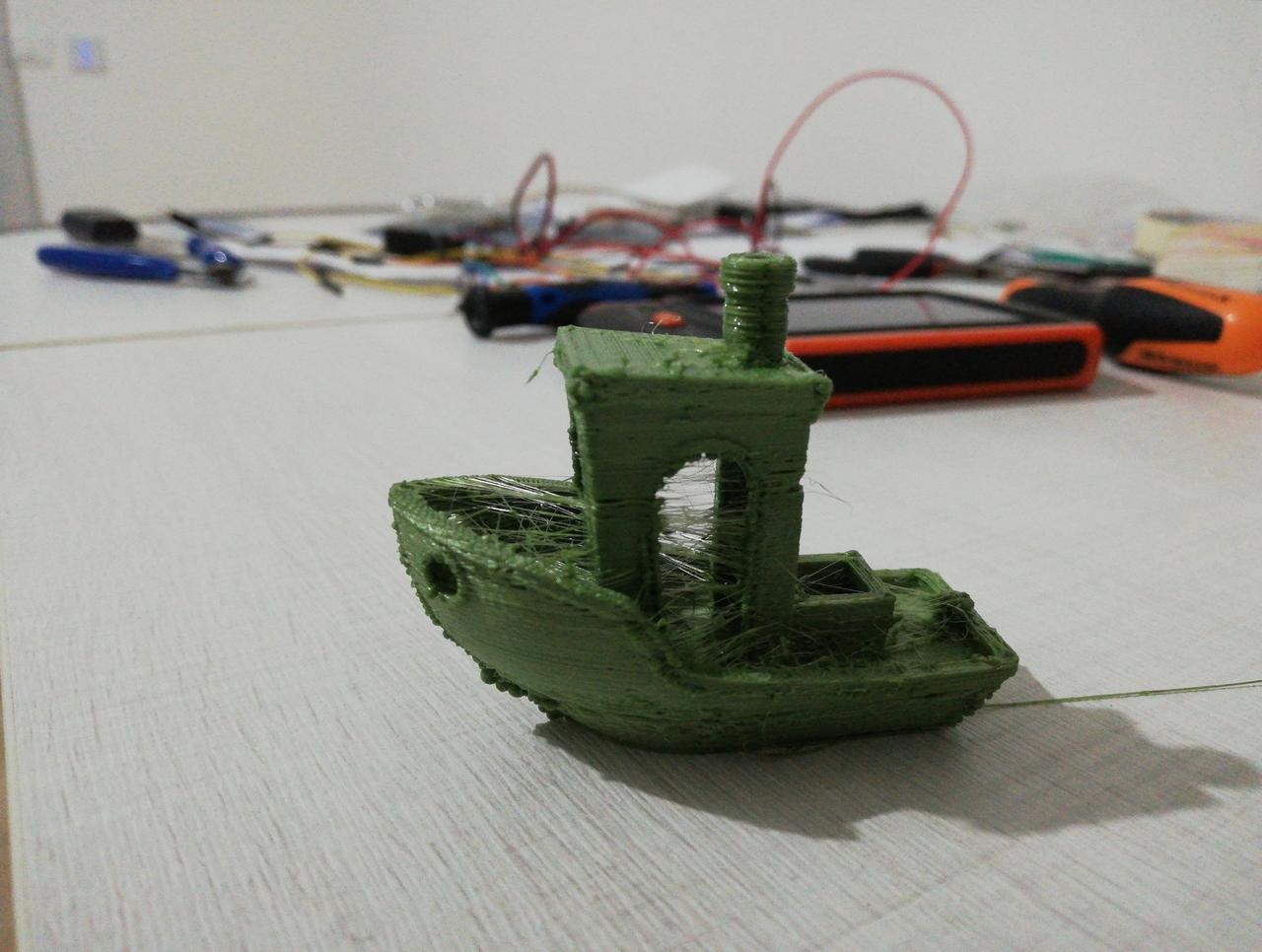
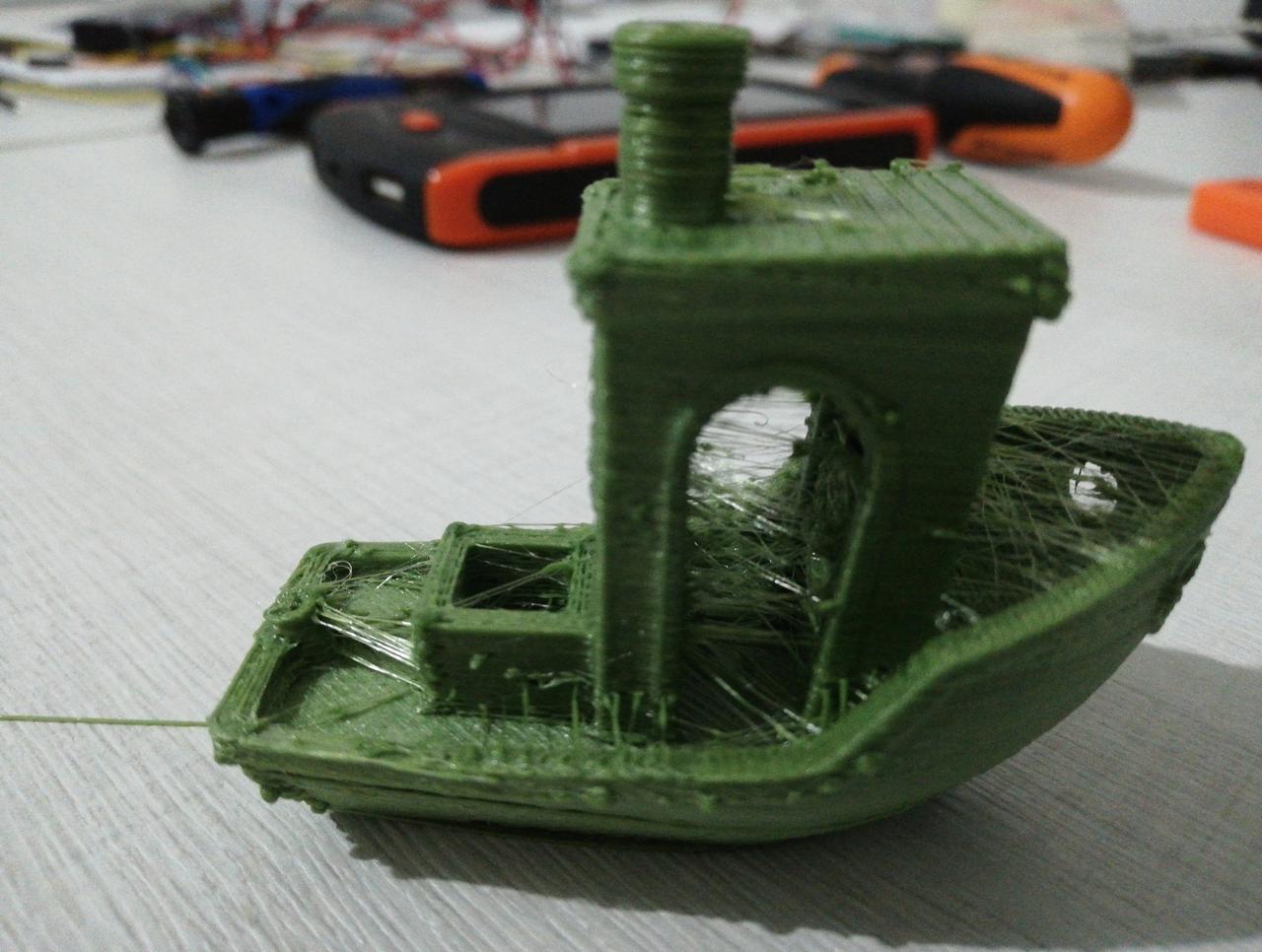
Ecco qua, l'ennesima barchetta...
Che a parte le solite "stringhe" ora pare che abbia dei problemi anche sull'estrusione (su hotend)....
Si vedono bene "palline" di materiale sovra-estruso sugli spigoli della barchetta, e una fiancata pare "ammaccata"!
Una cosa strana che ho notato mentre stampava, è che l'ugello saltellava da un punto all'altro della barca, estrudendo un po' di materiale, come se tentasse di creare dei punti...
Devo anche aggiungere che le impostazioni di Cura le ho un pò rimaneggiate: Retrazione 7mm, Z-hop abilitato con parametri base proposti (per vedere se migliorava lo stringamento), temperatura 235°, poi abbassata a 220° a metà della stampa (che in effetti sembra venuta un po' meglio.
Mi sa che devo rifare le calibrazioni base....
-
Le ventole usate sono quete:
Per l'alimentatore: GELID SOLUTIONS Silent 6-3 Pin dimensioni (LxPxA) 6 x 1.5 x 6cm
Per l'hot-end: Noctua NF-A4X10 FLX 40x10mm
L'adattatore 24v>12V: Modulo Regolatore di Tensione LM2596 Regolabile 3.2-40V a 1.25-35V
Spero sia stato utile.
-
 1
1
-
-
Io ho sostituito la ventola dell'alimentatore e dell'hot end. Quella messa nell'alimentatore non Noctua (la noctua l'ho bruciata 🤬), ma silenziosa con un regolatore 24>12v, Fa sempre rumore ma non come prima. Il rumore è causato dalla griglia del case dell'alimentatore... perchè la ventola in se non ne faceva prima di montarla.
Mentre sull'hot-end ho messo una Noctua con sempre l'adattatore step down, e nonostante la griglietta di protezione, non si sente neanche quando va al massimo.
-
Si lo so, ho provato anche li tante variazioni.
Cambiando la temperatura nel range consigliato dal produttore del filamento, e visto che a 235° (max temp consigliata per PLA+ Sunlu) si comportava un po' meglio.
Aumentando gradualmente la quantità di retrazione e la relativa velocità (sono arrivato a 10mm di retrazione a 50mm/s senza grossi cambiamenti).... ma con qualsiasi combinazione stringa durante la stampa, e gocciola in pre stampa...
Ovviamente riproverò a ripartire da zero, per capire se era una combinazione di errori dovuti al firmware e alle impostazioni dello slicer (uso Cura principalmente), o solo problemi causati da impostazioni incorrette nello slicer.
-
Ciao sunirefox,
ieri sera ho installato il tuo firmware, ricalibrato il piano, e tentata la prima stampa... inizialmente l'ugello era veramente alto, poi ho trovato come impostarlo durante la stampa, prima che finisse il primo layer. Alla fine la stampa è venuta sufficientemente bene, molte stringhe, che come ripeto forse dovuto al filamento umido, qualche imperfezione delle pareti probabilmente dovuto sempre al filamento...
Mi sono scordato di fare una foto per farti/vi vedere il risultato. Comunque sembra meglio del firmware originale Tronxy...
Appena mi arriverà il box per seccare il filamento (credo questo sabato), potrò fare una prova per capire appunto se è il filamento o qualcos'altro a causare lo stringing, e le imperfezioni delle pareti.
Per ora Grazie davvero per l'aiuto.
-
Grazie GRAZIE Grazie!!!
Stasare quando torno lo provo subito.
Scusa cosa hai usato per aggiornare la versione di Marlin?
-
Ho una V6.
Grazie!
-
La mia attualmente è totalmente originale (escluse le ventole). Scheda Chitu v6, TFT originale e sensore livellamento originale.
Ho già provato ad aggiornare una versione vecchia di Marlin, ma anchè li ho incontrato mille problemi che non capivo come risolvere...
Comunque grazie, ma ora mi accontenterei che il firmware originale stampasse bene, per stampare un po' di cose. Poi un giorno forse riproverò con la SKR. Ma solo se qualcuno di buon cuore posta il firmware Marlin completo, non solo i configuration.h o il configurtion_adv.h.
Saluti.
-
3 minuti fa, sunirefox ha scritto:
ciao Fil fammi capire, hai tolto skr + etc etc, ma sei sicuro di aver impostato correttamente tutti i parametri, io stampo con marlin da 2 anni e tutto và bene, adesso passo alla skr turbo e tmc 2209, sto stampando gli upgrade. Secondo me hai fatto male a toglierla.
Ciao sunirefox,
no non ne ero affatto convito, visti i risultati che dava. Ma mi sono stancato di provare e riprovare e vedere che invece di migliorare, si aggiungevano sempre dei problemi.
Ti dirò che anche ora, con tutto originale, ho sempre dei problemi, anche se molti molti molti d meno. Strnga che è uno schifo (ma forse è colpa del filamento umido chissà...), il pano non è mai livellato, anche dopo livellamento manuale eseguito diverse volte, livellamento automatico e settaggio dell'altezza di Z....
Non è che mi faresti un regalo, postando il tuo firmware?
-
Fine dei giochi.... tolto la SKR e rimontato tutte le parti originali...
Monterò, quando arriverà, anche il sincronizzatore degli assi Z.
In caso poi vi aggiornerò.
Grazie a Whitedavil, Marco-67 e a Truck64 per il supporto dato.





Problema con fori per viti sempre troppo stretti
in Problemi generici o di qualità di stampa
Inviato · Modificato da Fil
Grazie a tutti,
ma io non progetto, ancora, i pezzi da stampare. Mi limito a stampare progetti fatti da latri (Thingiverse e similari).
In pratica ho stampato i pezzi per fare quetso upgrade, e tutti i pezzi stampati sembrano perfetti, con solo il problema dei fori per le viti.