Nolimits80
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
Obiettivi di Nolimits80
")



-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
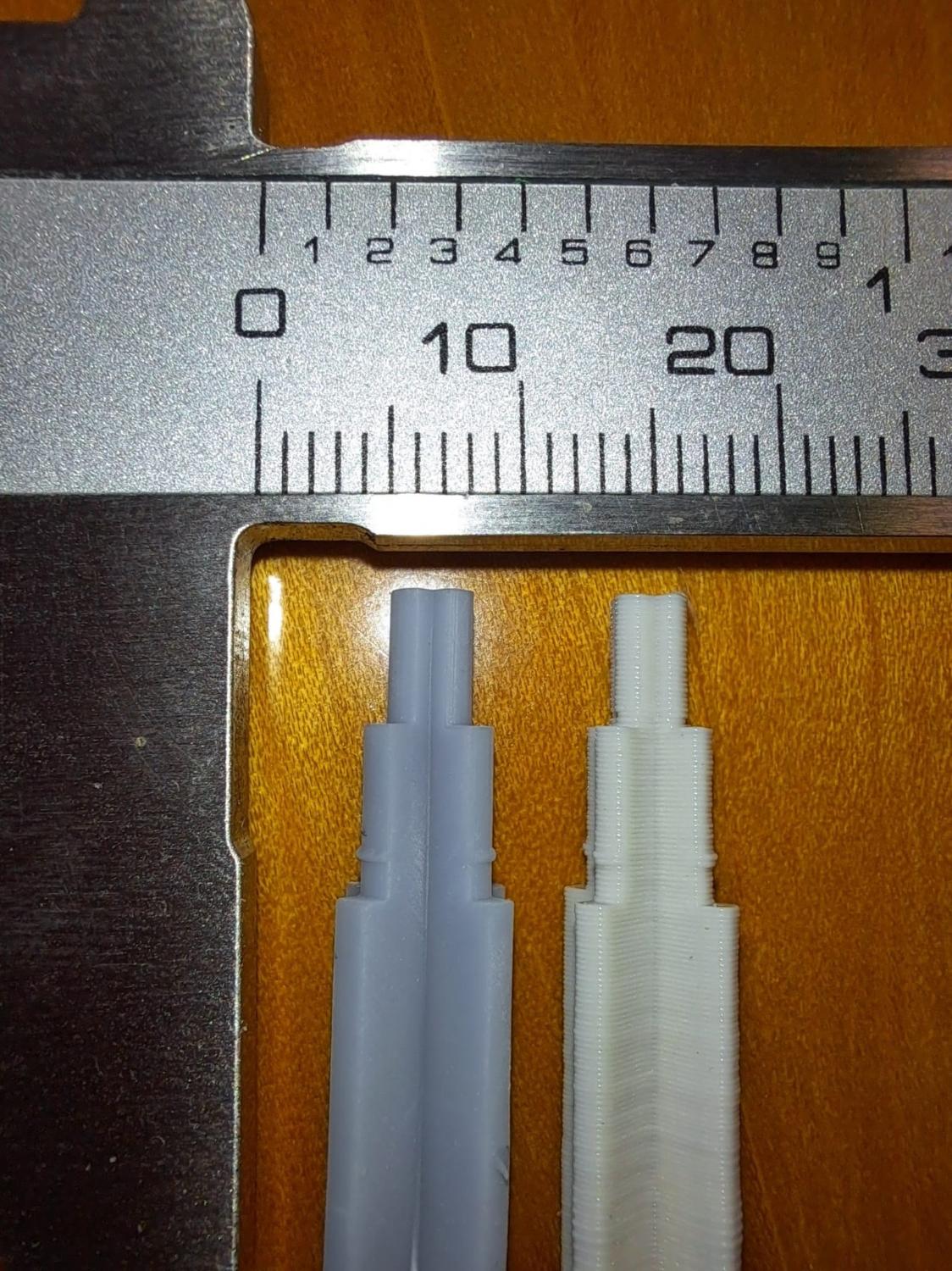
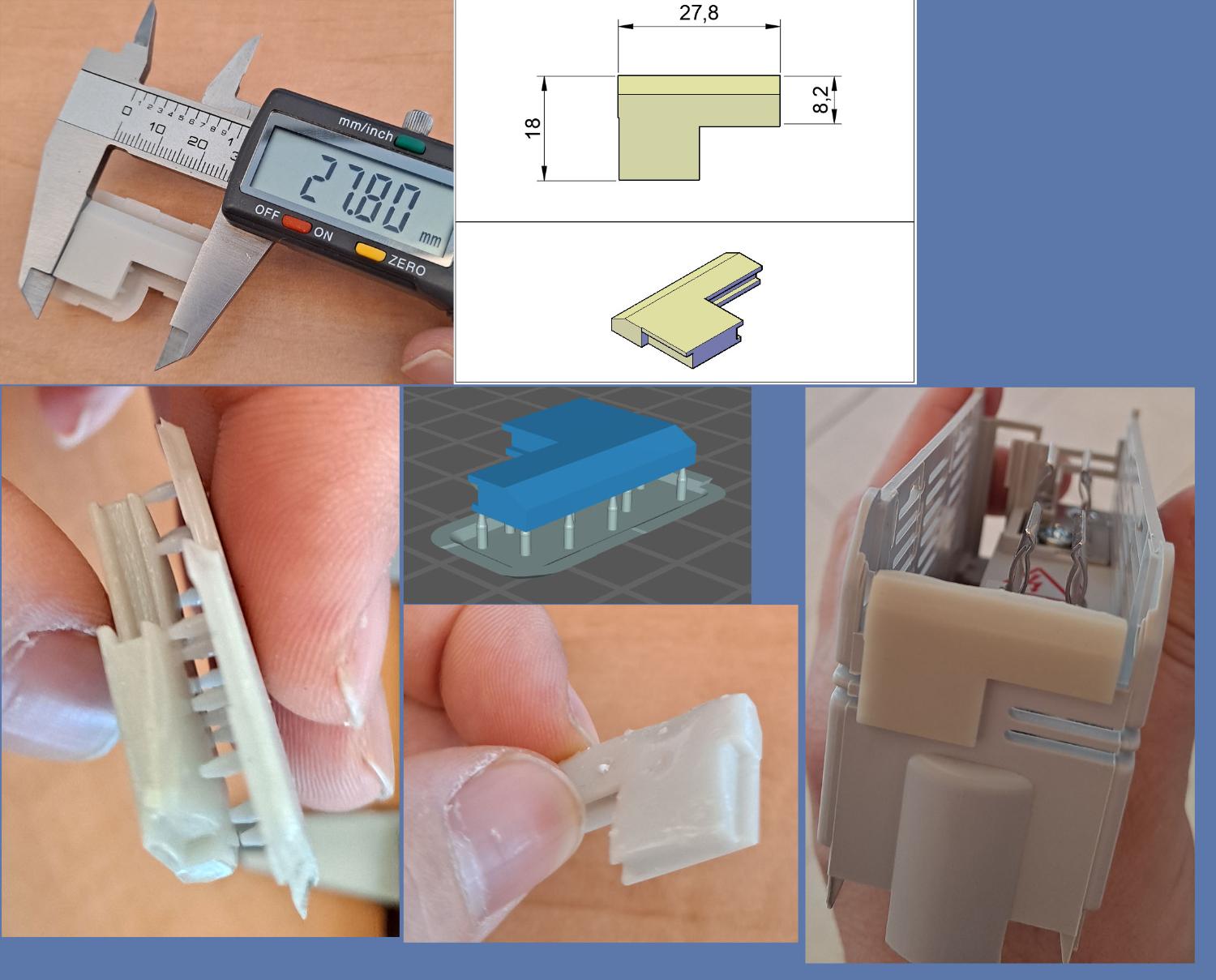
Rieccomi, lavorativamente ho avuto un sacco di impegni che mi hanno distolto dalla stampante purtroppo, in ogni caso ho acquisito esperienza e di recente ho prototipato alcune cose come questo pistoncino su cui andrà alloggiata una molla, notare il paragone con il suo equivalente FDM sulla destra: La precisione in questo caso era d'obbligo per poter fare la tacchetta per il blocco molla, l'ABS like elegoo è decisamente meglio, non si arriva però ovviamente alle caratteristiche meccaniche FDM, mi trovo ancora in difficolta su geometrie semplici che hanno ampie superfici in sottosquadra, per fare verifiche prototipali comunque buona cosa avere entrembe le tecnologie poiché si compensano Ho fatto il test Rerf, ma gia i valori di default rientravano nel banda ottimale di risultati, prova a stamparlo e fai la tua valutazione con un calibro
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Per ora no, sono su un altro progetto che richiede solo FDM, ma a breve torno su questo, ho comprato la ABS like e proverò con quella -
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
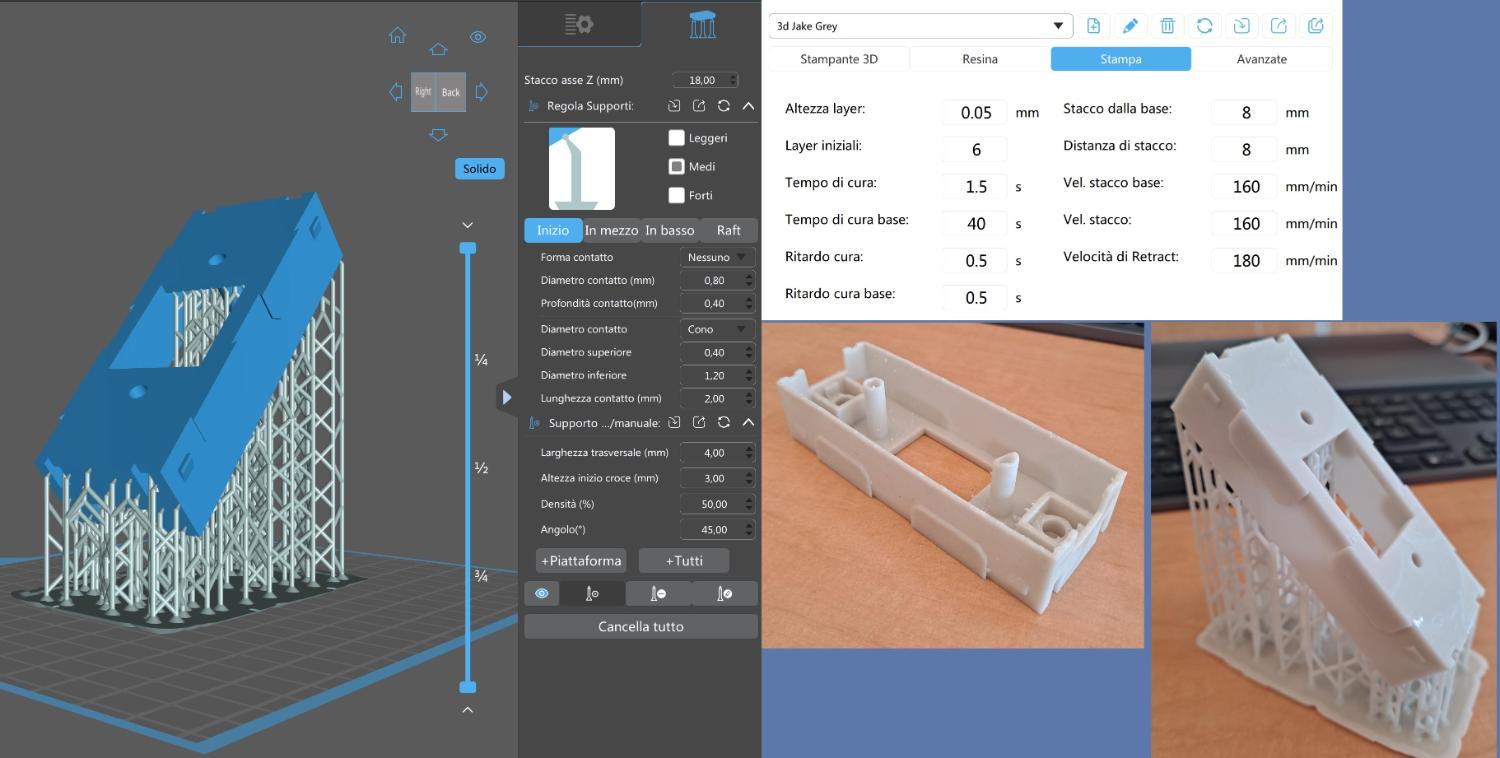
Mah... da quanto detto precedentemente e dai RERF fatti è risultato quello ottimale, ho provato pure con 2 e va pure bene quello, è stato stampato così per privilegiare la finitura della parte esterna, internamente con sottosquadra e supporti viene meno bello ma in questo caso non mi importa, depositi di liquido comunque non hanno dato problemi. La chiusura superiore difatti è stata fatta con la stessa logica, per quanto più complessa e con spessori più sottili è venuta decisamente meglio, non mi spiego il motivo. Ora prendo la Elegoo ABS like grigia e vedo cosa cambia https://www.amazon.it/dp/B07QSHX7FY/ref=cm_sw_em_r_mt_dp_dlT1_DFQ6DDZEMVTB9GZY83TV?_encoding=UTF8&psc=1
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
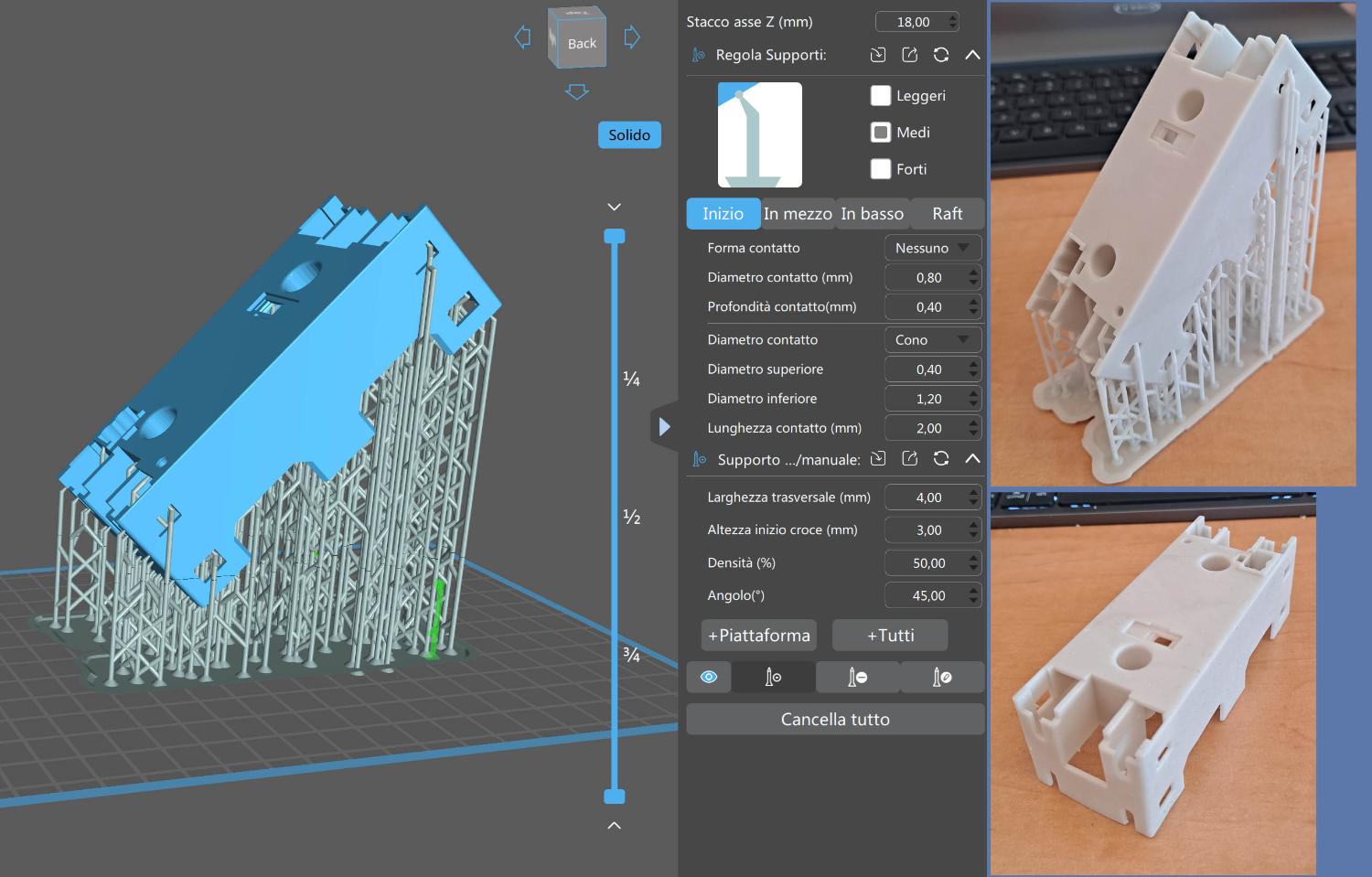
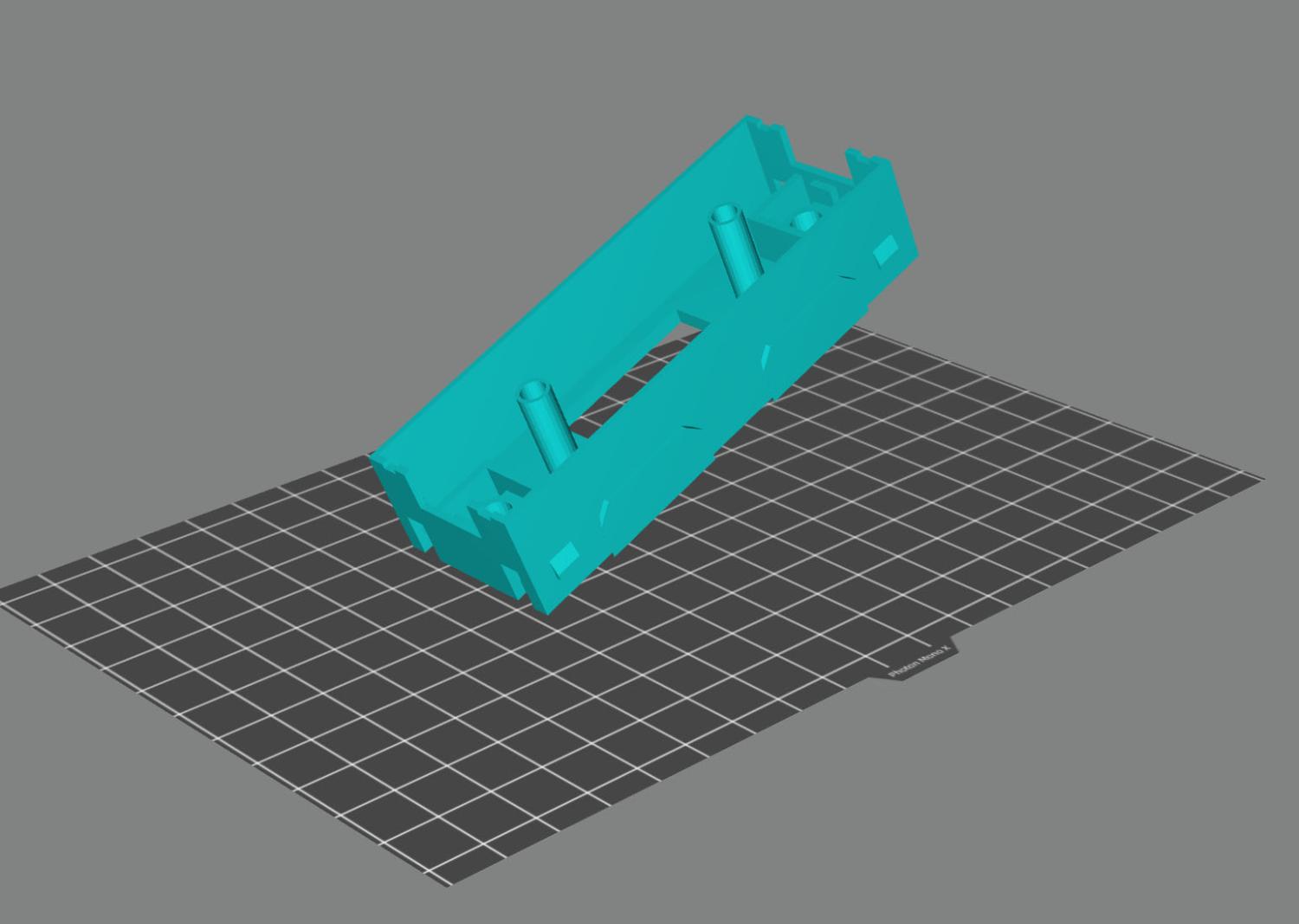
Si, l'avevo fatto per accentuare l'effetto, succede anche con l'inclinazione, a seguire le foto di un pezzo più complesso, inclinato di 45 gradi ed alzato di 18mm (i 5mm di default mi danno deformazioni peggiori nel sottosquadra più vicino al piatto) tempo esp 1,5 sec, ancora non sono soddisfatto della precisione, ci sono parti deformate e fuori scala, altre Ok
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
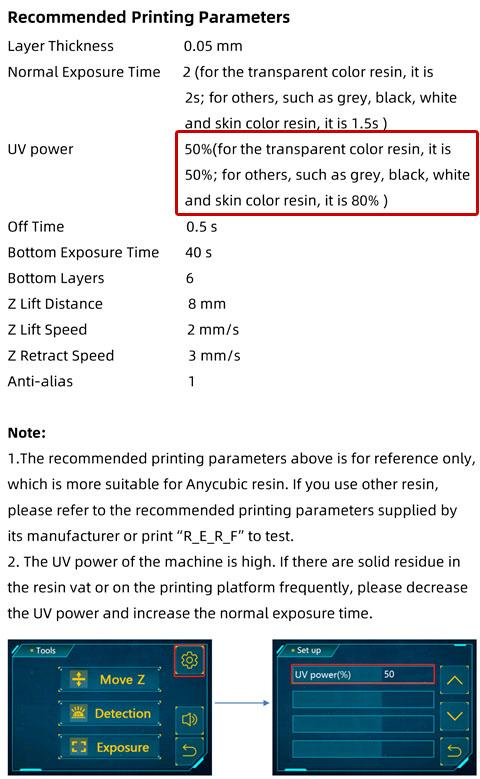
Ah, ecco, però ora con questo parametro impostato correttamente i risultati sono sensibilmente migliorati, da tenerne conto per i possessori di Photon Mono X, non ho idea di come si possa agire sulla percentuale di potenza visto che la fonte UV è led quindi on/off e si può agire solo sul PWM e realtivi tempi, andrà ad influire come dici sullo schermo Vedo che hai una stampante come la mia giusto? su questo tread stiamo cercando di risolvere i problemi relativi passo passo, magari c'è già una soluzione, ti anticipo che il test RERF è stato utilissimo. Sulla resina Elegoo non saprei dirti, ne sto usando un'altra ma il prossimo acquisto sarà una Elegoo ABS like Grey . Ritornando al tread, come dicevo ho più o meno risolto il problema delle tolleranze dimensionali usando il tempo valutato eseguendo il RERF (che poi alla fine più o meno è qullo consigliato di default) ma soprattutto mettendo la potenza UV all'80% usando una resina grigia, ora resta da risolvere il problema della bruttezza dei sottosquadra piatti e delle caratteristiche meccaniche del pezzo finito (credo migliorabili anche cambiando resina) a seguire le foto
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Altro parametro FONDAMENTALE che ho tralasciato è la potenza UV che si imposta da macchina (non era meglio farla impostabile da slicer in modo da mantenere un profilo stampa del pezzo?) di default è 50% per materiale trasparente, nel mio caso è grigio quindi va messo all'80%. , R.E.R.F. rifatto con questo parametro variato ed è tutto migliorato, proseguirò con dei test ora per verificare sempre se migliorano i parametri che cerco: precisione di scala - consistenza materiale - sottosquadra accettabili.
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
così pare Dalle prove fatte oggi il tempo ottimale sembra tra 2,8 e 3,2 secondi Basta editare il tempo del file RERF vero? (te tengo uno di backup originale cmq)
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Caspita! hai ragione, ho resettato ed il valore di default su Chitubox è 1,5 - su Photon 2 non ricordo da dove salti fuori 8 ...i problemi saltan fuori dagli errori più stupidi 😅 Cosa importante ora ho capito che - se sovraesposto aumenta la tolleranza (+) se sottoesposto diminuisce(-) Capito... allora vado di RERF e campioni misurabili per trovare la calibrazione ottimale Terrò presente comunque tutto e vi terrò aggiornati, grazie infinite! p.s. il diagramma di problem solving poi sarà fattibile anche grazie a queste esperienze -
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Proverò a farne diversi di test, per ora tutti i pezzi con 8 sec. di default dello slicer vengono più grandi, fragili e con un sottosquadra pessimo, andrò per tentativi, oppure compro diretto la ABS like della Elegoo, se è un problema il colore (grigio) posso prendere un colore ottimale alla stampa, l'importante nel mio caso è avere un pezzo preciso e con caratteristiche meccaniche simili all'ABS Ho una wash and cure machine ma anche li... che tempi uso? Andando per tentativi troverò la ricetta ottimale spero -
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Insomma bisogna andare un po' per tentativi, ma ora che ho capito come funziona il test R_E_R_F potrebbe essere di aiuto (la mia da quel che ho capito è molto simile alla tua) Si, sorry, avevo mancato questa parte del manuale che era molto più avanti e non nello startup della macchina, il FEP è ok anche perchè l'ho verificato subito per togliere residui, si parte da 0,8 con step di 0.4 secondi, 0,8 secondi come tempo di partenza non è un po' basso? anche se credo che se l'han messo di default un motivo ci sarà. il display LCD è ok, verificato in partenza, proverò a rifare il test R_E_R_F ed a verificare se l'LCD è ok. Grazie per le risposte
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Si, fino ad adesso sono andato di FDM per i miei scopi (prototipazione ed all'occorrenza piccole chiusure) sto provando ancora molto ma finora riscontro 3 difetti: -pezzi fuori scala con decimi in eccesso, decimi fuori quota, non mi funzionano gli incastri -fragilità meccanica del pezzo, devo simulare un oggetto che sarà stampato ad iniezione in ABS caricato a vetro -sottosquadra deformati Prenderò anche io la ABS like grigia usando i tuoi parametri mi sembra tu abbia avuto ottimi risultati! Grazie! -
seguo
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
Ecco il risultato, ora come lo devo interpretare?
-
Anycubic Photon Mono X problem solving
Nolimits80 ha risposto a Nolimits80 nella discussione Problemi generici o di qualità di stampa
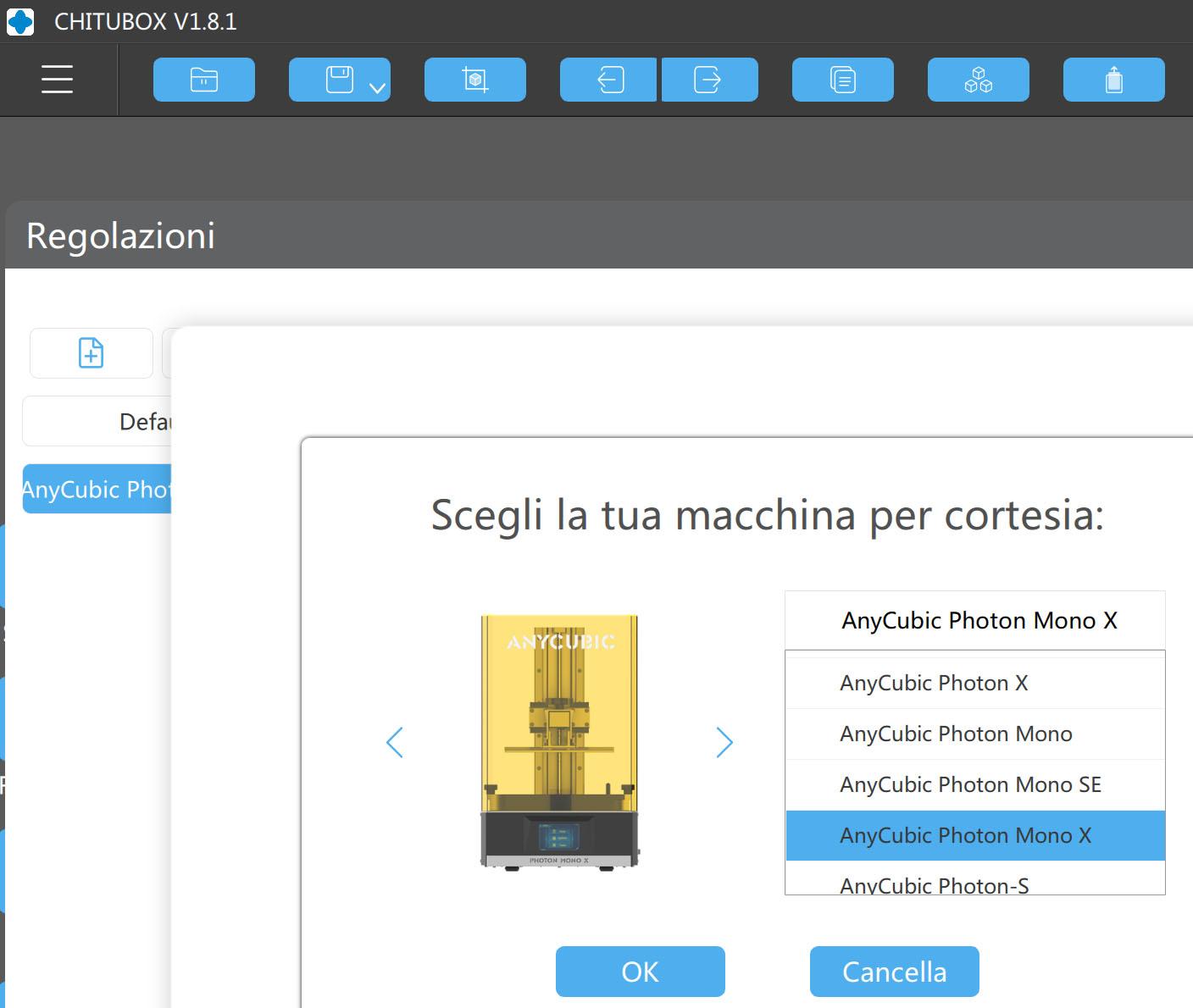
Vedo che nella chiavetta è presente un file chiamato R.E.R.F. provo ad eseguirlo la geometria è questa, ma anche su altre ho avuto gli stessi problemi, non posto la foto del risultato perchè è andato in frantumi. Ho installato chitubox qualche giorno fa ora lavorerò su quello visto che unanimemente dicon tutti ti usarlo, avevo visto proprio la ABS like della elegoo, grigia nel mio caso serve, l'update del firmware lo vedrò più in la. Ora proverò a fare pezzi più piccoli con diversi tempi di esposizione aumentati o diminuiti andando in maniera un po' empirica, però andare per tentativi non è il massimo, mancano tempi di esposizione, tempi di cura ecc... ogni resina dovrebbe dare una scheda con dati ottimali, con la prossima andrà meglio, ne utilizzerò una su cui altri hanno già esperienza e che da più dati come la elegoo citata. con il contributo di tutti credo si possa fare Vado di test R.E.R.F. stampando il file in chiavetta
-
Anycubic Photon Mono X problem solving
Nolimits80 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti dopo diversa esperienza con stampa FDM per lavoro (prototipi per apparecchiature elettroniche e stampo finale ad iniezione) ho deciso di provare a prendere una Anycubic Photon Mono X per farmi le ossa e capire se fosse una tecnologia adatta ai miei scopi che più o meno alla fine son quelli di tutti, dopo una settimana di prove ho trovato queste problematiche: Prima stampa - pezzo sul fondo della vasca - risolto ricalibrando l'asse Z Pezzo deformato alla base - risolto staccando dal piatto il pezzo (mi son dimenticato che non stavo stampando in FDM!) Base piatta del pezzo sottosquadra con finitura pessima - risolto parzialmente stampando il pezzo inclinato, di contro aumenta drasticamente Z ed i tempi di stampa, con l'esperienza capirò la maniera ottimale di mettere in stampa la geometria Persistono i seguenti problemi: Parte liscia sottosquadra ancora molto deformata - proverò a giocarmela con il posizionamento del pezzo Risultato finale del pezzo fragile e vetroso con caratteristiche meccaniche - il mio scopo è avere caratteristiche meccaniche più simili possibile all'ABS, credo sia anche colpa dei parametri di default non adatti alla resina (3D Jake Resin Light Grey) di cui però non trovo i parametri ed informazioni nel dettaglio, cercherò in futuro una resina con più informazioni(ed ABS like) , per ora vado per tentativi Le misure sul pezzo sono più grandi di diversi decimi di quello che dovrebbero essere - credo sia colpa del lavaggio per ora fatto scorrettamente con alcol denaturato invece dell'isopropiloco (ho un wash + cure) o non so da che altro. detto questo alcune considerazioni su questo tipo di stampa: Meglio FDM o resina? sono complementari e molto diverse ma se è possibile meglio avere entrambe le tecnologie, purtroppo la resina sporca ed ha odore e presenta molte più problematiche che non ricordo di aver avuto con l'FDM ma credo che con l'esperienza e con il progredire della tecnologia si ridurranno queste problematiche. Aspetto i vostri consigli a riguardo e propongo anche di fare un bel diagramma di problem solving (es. il pezzo non si attacca alla stampa -hai ricalibrato - SI/NO e così via) da mettere in cima sempre aggiornato dagli utenti, alla fine le problematiche che si presentano saranno bene o male sempre le stesse ed andando per esclusione si può raggiungere un ottimo risultato finale. Se è già stato fatto chiedo venia per la mia scarsa capacità di usare la funzione "cerca"