

luca63
-
Numero contenuti
108 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da luca63
-
-
1 ora fa, Mino ha scritto:
Il problema principale è l’accoppiata in se. Il PVA è più indicato per la generazione di supporti su PLA, non solo per la sua solubilità in acqua ma anche perché la temperatura di stampa è uguale per entrambi i materiali. Non credo che avrai mai buoni risultati con l’ABS
Lo credo anche io peccato perché la difficoltà di trovare il Limone e è alta ma sembra che l’acetone faccia la stessa cosa poi vedo e ti do i risultati
-
16 ore fa, Salvogi ha scritto:
Mi era sfuggito il particolare dell'adesione. Il problema è che il supporto in ABS non si attacca bene al piatto?
Il problema è che l'ABS è un materiale difficile da stampare perchè appunto ha problemi di adesione al piatto, probabilmente il supporto che è sottile non ce la fa ad attaccarsi.
...S penso che sia questo il problema , l'oggetto da stampare è tutto in ABS ma si attacca perfettamente anche se lo metto in verticale , mentre i suportii anche se in ABS nn si attaccano , per nn parlare del HIPS o del PVA ...
16 ore fa, Salvogi ha scritto:Non conosco Simplify ma puoi provare ad aggiungere un raft, tanto utilizzi i supporti solubili quindi poi non dovresti avere problemi a staccarlo dal pezzo.
Adesso sto provando a cercare dei sostituti al Limonene in quanto introvabile ( quello che scioglie HIPS )
-
23 ore fa, Salvogi ha scritto:
Penso di avere trovato l'errore.

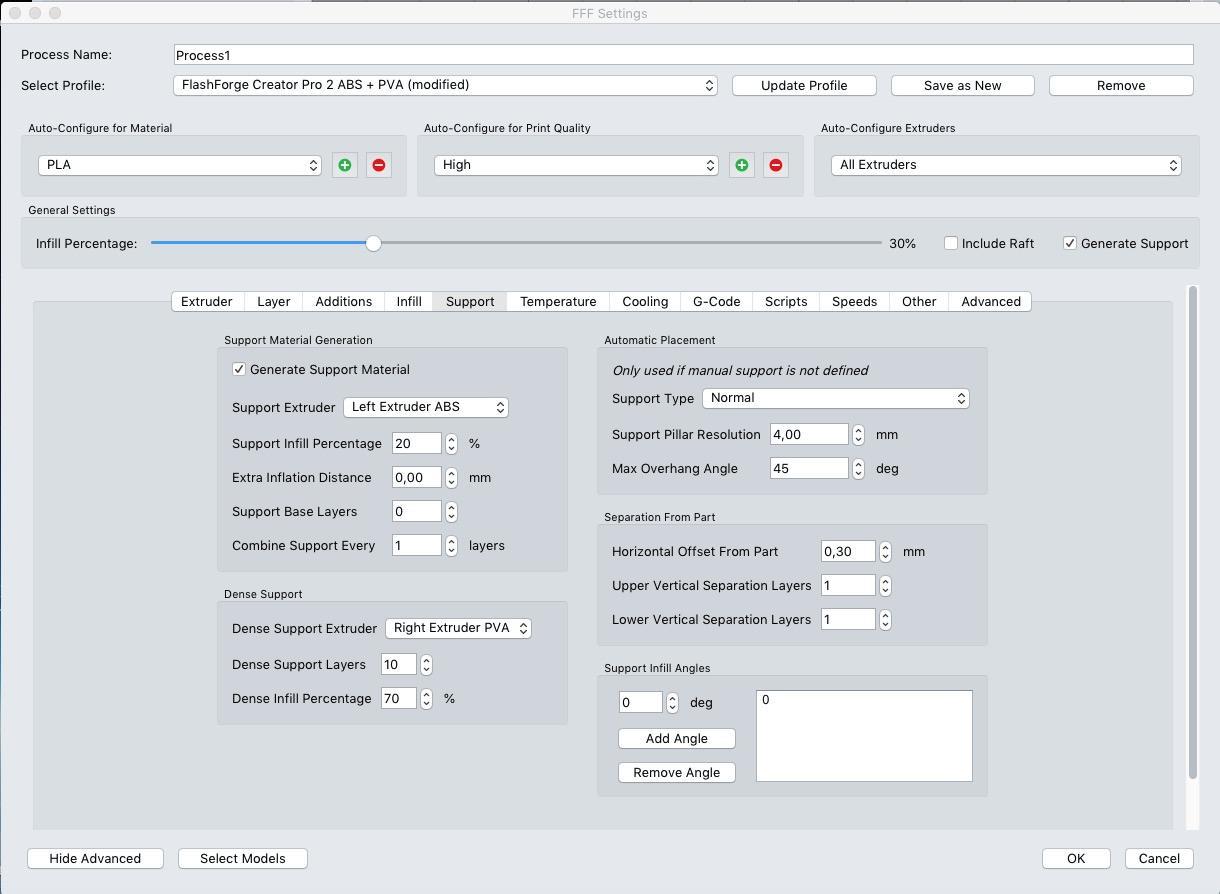
Se usi i supporti solubili non devi lasciare il layer di separazione tra il supporto ed il pezzo quindi io imposterei a zero sia Upper Vertical Separation Layers che Lower Vertical Separation Layers. Mentre Horizontal Offset From Part lo aumenterei a 0.5mm per distanziare lateralmente il supporto dal pezzo visto che il filamento solubile è utilizzato solo nel layer di interfaccia.
Simplify3D non lo conosco ma vedi se su Support Type c'è un'opzione tipo soluble.
Ciao Salvogi . oggi dopo aver letto la tua possibile soluzione , ho provato immediatamente, ma purtroppo non è andata a buon fine , non si è attaccato nessun supporto , ne quelli in ABS ne il supporto solubile in PVA ..... ma la cosa bella è che l Prte inferiore è liscia come il culetto di un bambino .......adesso provo altre cose ...
Ma mi sorge una domanda , ma nn risultratroppo caldo il letto per il pva a
-
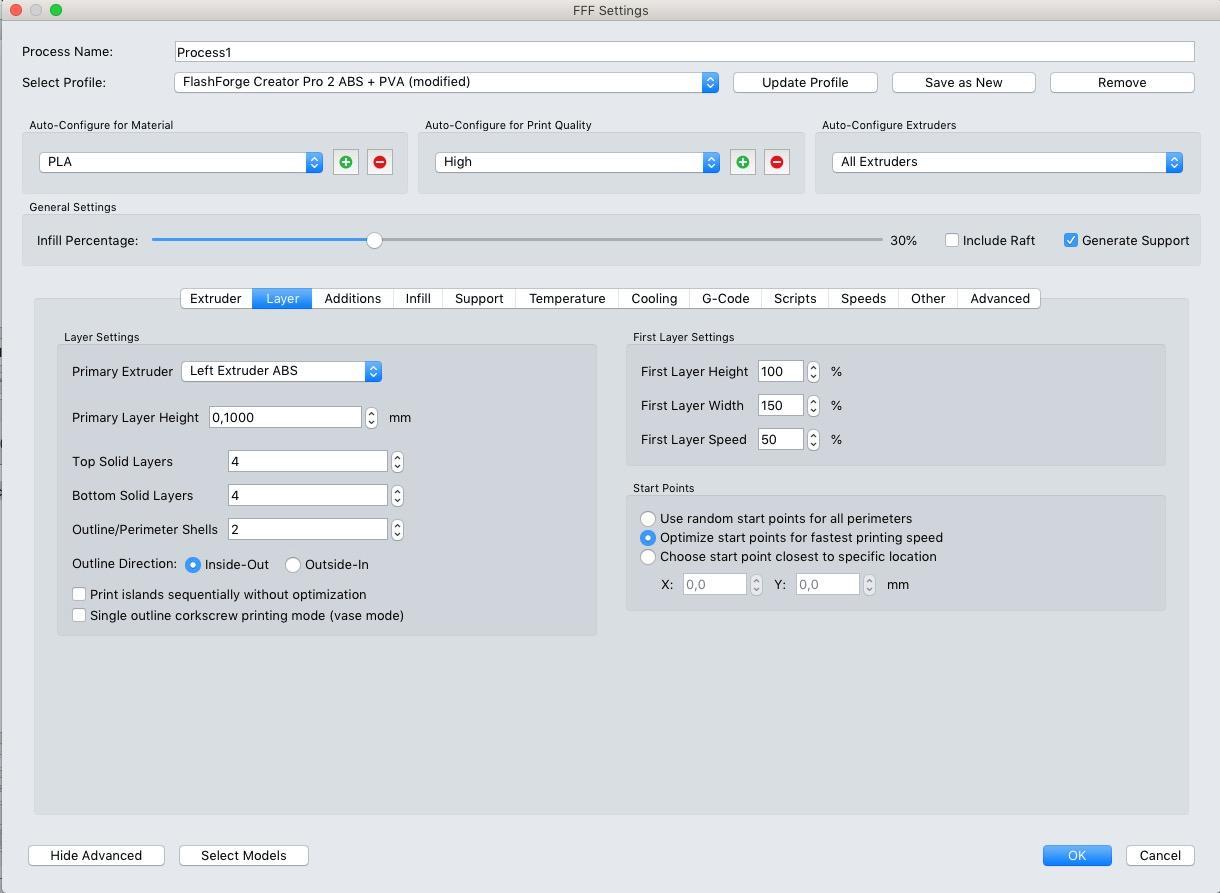
Ciao diciamo mediamente male, la parte che mi interessava di piu non ha prodotto i supporti o perlomeno nn si sono attaccati alla base ( mentre l'oggetto si ... strano) e di conseguenza anche i supporti in PVA.
Foto:
Ora provo ad aumentare la percentuale di infill del supporto ( al 70 %) ... vediamo se si attacca o no
-
Buona sera a tutti come da titolo sto testando questa accoppiata in quanto la trovo abbastnza interessante , anche perchè ho prima provato l'accoppiata ABS +HIPV , ma causa l'irreperibilita del limonene ho abbandonato.
Ho provato per prima con lo slicer della flashforge ( ho una creator pro 2) ma nn trovo gli strumenti giusti ( a mio avviso sono io che nn li vedo)
ed ora con Simplify3d.
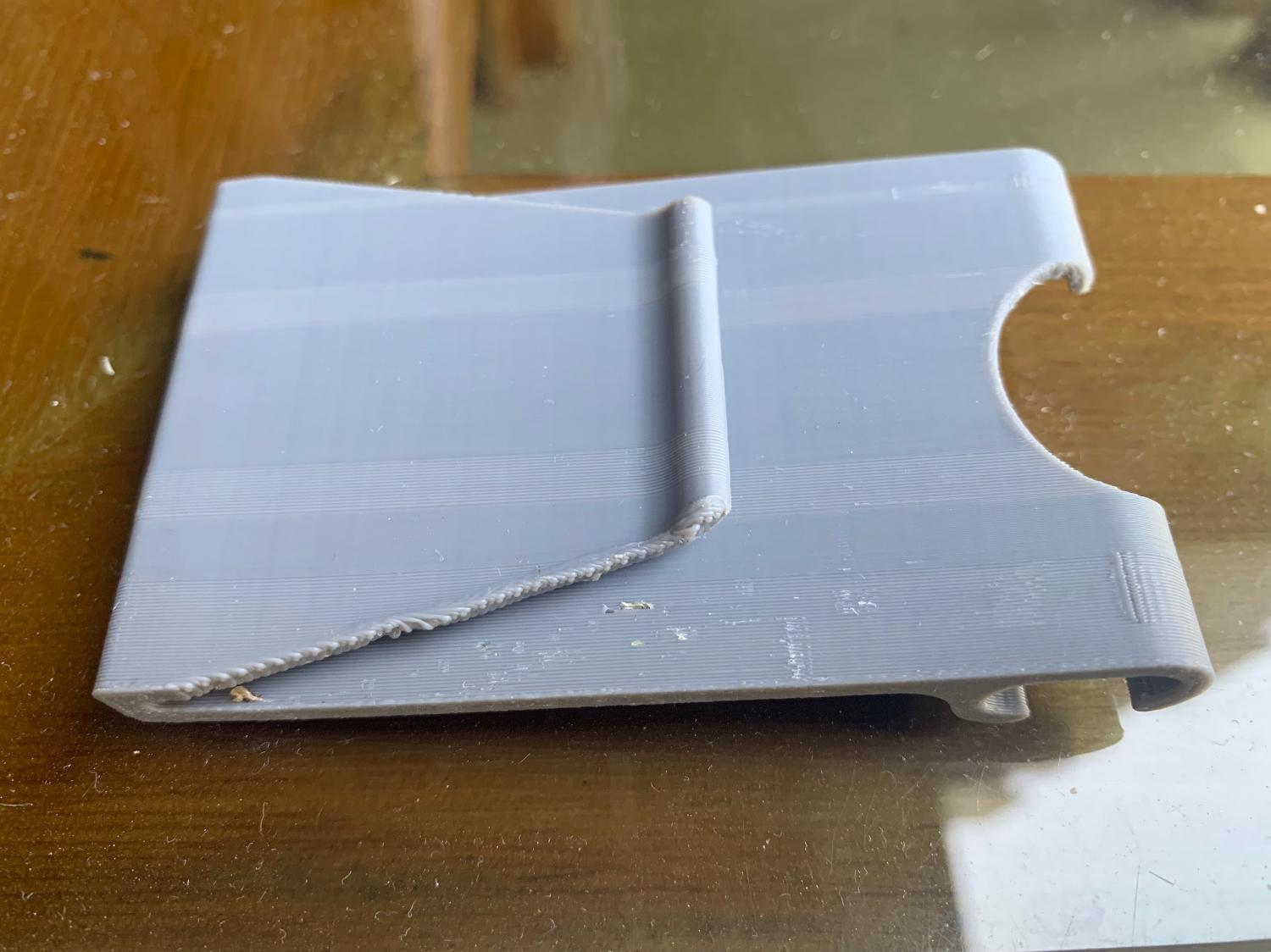
Lasciando da parte la parte iniziale vi mostro come st provando a fare , in quanto ho gia notato che il primo strato dove si dovrebbe attaccare ABS e fare da supporto non risulta essere sulla base , mentre il modello è "perfetto".Nella prima schermata i dati degli estrusori presi dallo slicer originale, tranne la retraction che devo ancora controllare.
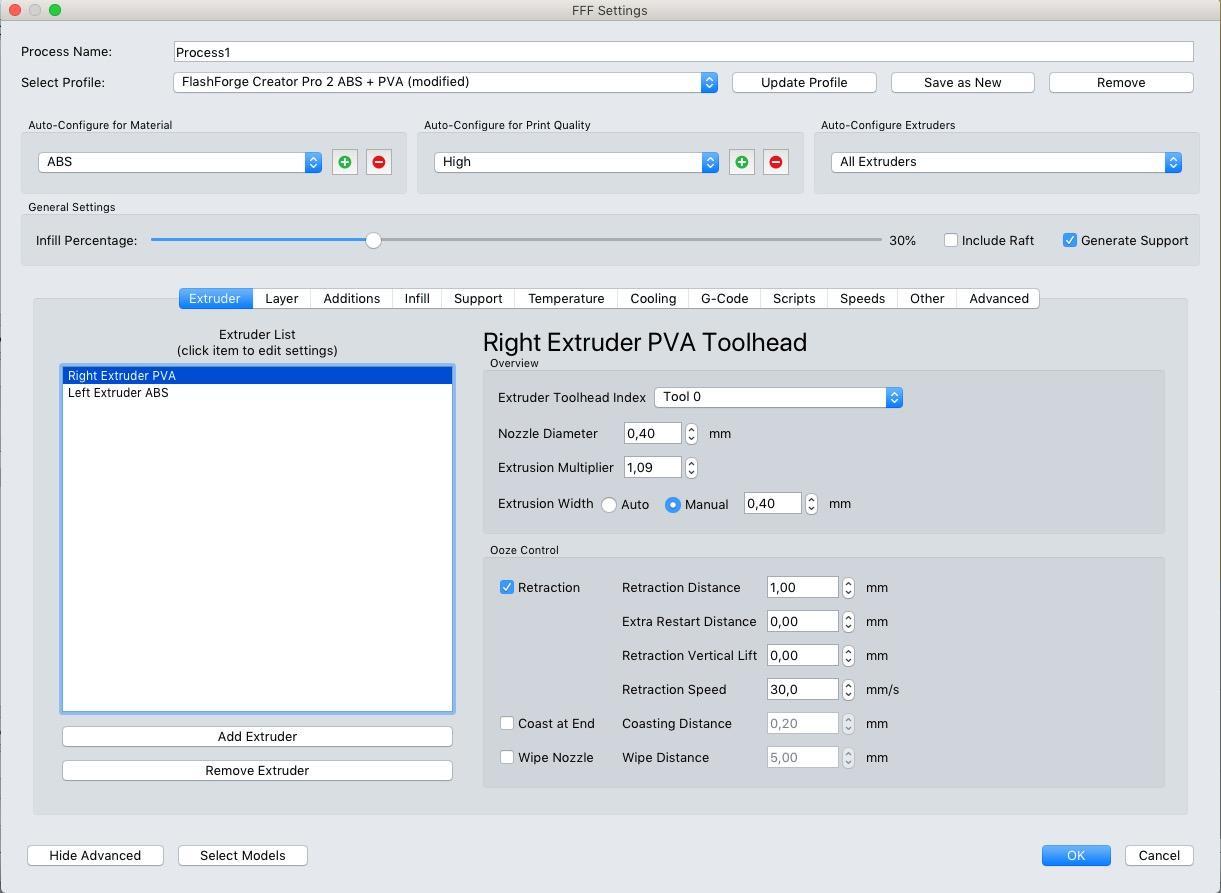
Qui ho inserito i settaggi dei Layer, come noterete ho messo 0,1 in quanto ho bisogno di abbastanza precisione.
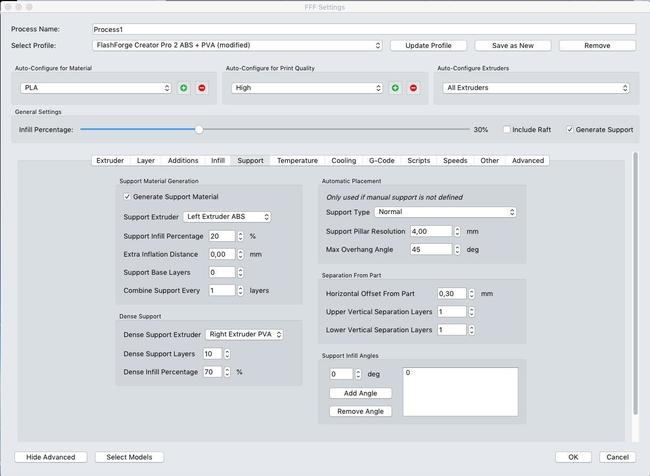
...E questa è la finestra incriminata.Giustaente ho abilitato la generazione dei supporti e come si nota la generazione è destinata allo stesso nozzle dell'ABS mentre quella che io chiamo "interfaccia" Simplify3d la definisce "dense" e la faccio generare al secondo estrusore.
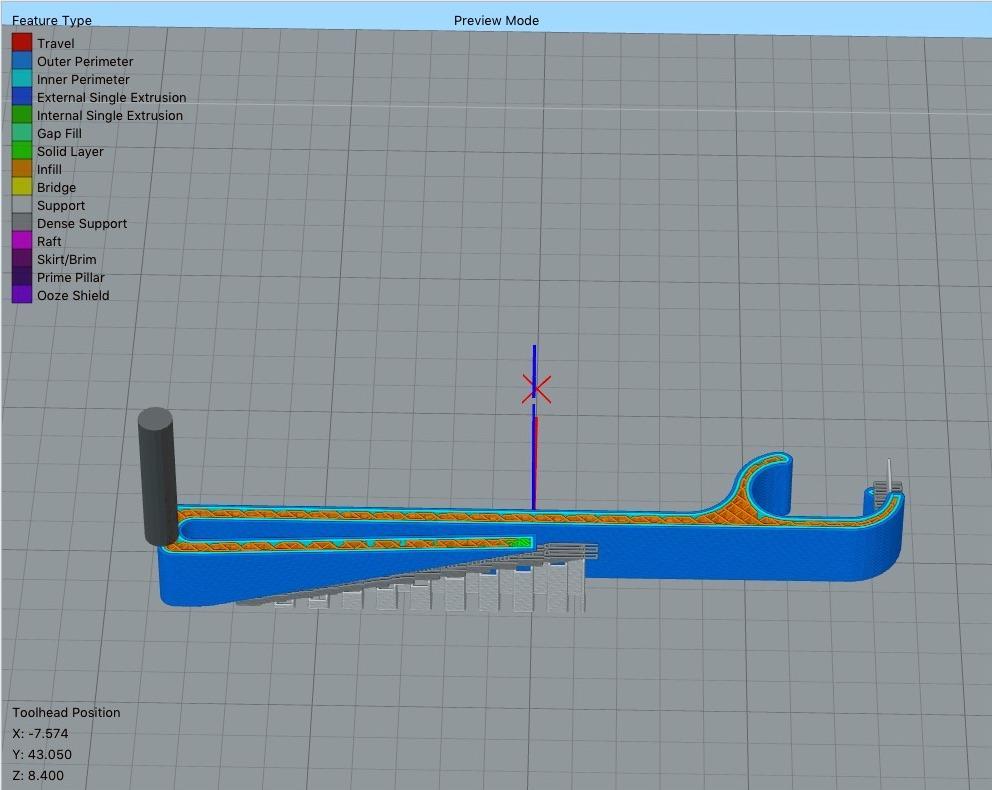
Questo è quello che dovrebbe generare la stampante e come si nota vengono raffigurati sia i supporti , che il "Dense" in grigio scuro.
Ora poco fa ho dato una controllata alla stampa e devo dire che il pezzo vabene , meglio di alcuni pezzi provati , ma i supporti non i sono o sono in giro per il tappetino , senza parlare del "Dense Support" che nn c'è proprio.
Il mio dubbio è sul supporto , esattamente la percentuale di infill....
Voi cosa ne pensate ? tra poco vado a controllare e poi vi faccio le foto .
-
 1
1
-
-
20 minuti fa, Killrob ha scritto:
sarà mica questo?
Grazie ma nn mi spiego come
mai nn lo avevo nella lista
19 ore fa, Whitedavil ha scritto:Su amazon lo trovi ben, il prezzo è un'altro discorso.... 😅
Forse con il pva saresti più comodo ma è altamente igroscopico...
ho provato con il pva a fare solo supporti ma nn si attaccavano i supporti alla base
-
1
-
-
19 ore fa, muffo ha scritto:
La domanda da te la faccio io!!! Che stampante usi??? Scusa la curiosità ma questa storia dei 2 materiali mi turba.
Perché ? Comunque una Flashforge
18 ore fa, Whitedavil ha scritto:Su amazon lo trovi ben, il prezzo è un'altro discorso.... 😅
Forse con il pva saresti più comodo ma è altamente igroscopico...
cercato ma sono solo i pulitori per pavimenti diluenti nn ne ho trovati
-
buon giorno a tutti....
una domanda , sto facendo delle staampe in ABS con dei suooirti in HIPS , ora circa , i supporti in HIPS li dovrei sciogliere con illimonene , ma è introvabile e costa una paccata di soldi, sapete darmi delle dritte o dove lo posso trovare ? o cosa pip sostituirlo ?
-
Ciao Ragazzi ,
devo dire che sono appassionato di vinili , e come molti sanno c'è una "nuova" tecnologia per la pulizia di questi.
La macchina ad ultra suoni , devo dire che sono anche impaziente perche nn l'ho ancora ricevuta e sono abbastanza curioso di provarla in quanto nn mi è ancora pervenuta.Ho letto da molti siti che con questa tecnologia è possibile pulire nn solo i vinili , ma anche moltissime cose .
Ed a questo punto mi è venuto in mente che ho ancra una 10 di nozzle della vecchia stampante da pulire ( per poi recuperarla) ...e la mia domanda era se voi avete provato a farla o nn vi è mai venuto in mente.
...o se è vero che con l'acetone si puliscono molto bene a patto che si tenga immerso per almeno una 2/3 ore.
Ciao e grazie
-
Buon giorno ragazzi
Dopo essermi per variati mesi arrabbiato con la Tronxy , ho deciso di sostituirla con una Creator Pro 2.
Devo dire che rispetto alla stampante inizizale , c'è un mondo di differenza sia come costo, che come stampe.
Ora dopo aver gia effettuttuato almeno una 50 di stampe e tutte venite bene , c'è una stampa di test per dei lavori che mi da dei problemi.
Come potete vedere dalla foto , la stampa (in ABS) mi ha dato un problema , mentre la parte superiore è venuta bene la parte sotto , quella interna allo sbalzo è tutta filamentosa ....
Il committente mi richiede una finitura standard , e la possibilita di avere dei supporti, ma riducendo al massimo i segni della struttura di supporto.
Stavo pensando di stamparlo capovolto e inserire dei supporti ad albero cosa ne dite ?
Anche perche nella parte tutta filamentosa e piu larga cè il nome della ditta e giustaente vorrebbe vederla

-
17 ore fa, Killrob ha scritto:
ma con che percentuale di flusso lo fate il primo layer?
io ho provato con 100 , 95 ed anche 110 ma nulla sempre l solito problma , se faccio il thinwall test va bene , se faccio altre cose dopo il 3 layer ( non dico che al 4 va a scatafascio , puo essere anche al 250) inizia a dare problemi ed ad un certo punto il nozzle inizia tirarsi su il filamento depositato e poi. mi si forma un grumo che devo fermare la stampa e togliere il tutto.
P.s. non c'è essuna diferenza tra il thinwall ed una stampa normale se non il riempimento ed i layer superiori
-
...
16 ore fa, eaman ha scritto:Non le fai, fai una targa in legno, delle medaglie in legno, roba in acrilico, con una fresa in metallo.
Ipoteticamente ci hai guardato quanto tempo ci vuole a fare una bottiglia, una coppa, sopratutto come vengono?
Una medaglia in plastica stampata in 3D FDM, o una coppa? Una bella schifezza, anche fosse fatta in resina ;)
Nella bottiglia alimenti non li puoi mettere.
forse mi sono fatto prendere dal fatto che alcune stampe che vedo sono fatte belle liscie, dal fatto che ci sono filamenti per alimenti , nn lo so di certo non vogliono cose fatte in legno . Non dico che nn hai ragione , ma la voglia di provare c'è.Ma perche dici poi che una coppa potrebbe essere una schifezza? Non sto parlando di coppe lisce come nel calcio ma una particolare ...adatta per il baseball
-
16 minuti fa, eaman ha scritto:
Sei consapevole che i tempi di stampa 3D sono biblici e in FDM fai un pezzo alla volta (...)?
Portachiavi, sottotazze, logotipi... Falli con una taglio laser che ti costa meno e fa in un attimo.
si ma ipoteticamente se devo fare una bottiglia con il logo della societa o delle medaglie in plastica o delle coppe ?
-
Buon giorno a tutti
avrei intenzione di acquistare una stampante industriale ( cosi la definiscono loro ) per costruire per la socita sportiva di cui faccio parte dei Gadgets per la vendita:
Siccome il periodo si avvicina sempre di più per l'acquisto mi sono imbattuto in 2 stampanti a prima vista "gemelle" ma dal costo molto diverso con una differenza di circa 1000 euro.
Le due stampanti in questione sono Sharebot 43 e la Flashforge Cretor 3 v2.
leggendo sono proprio delle stampanti "gemelle" l'unica cosa che sono d 2 marchi diverse , ma che collaboraano tra loro.
Il mio dubbio è la differenza di prezzo, dove per la stampante italiana , la differenza di prezzo di circa 1000 euro per cosa si differenzia? dalla garanzai ? dalla possibilita di fare corsi ( ma gratis nn ci sono come nella Sharebot one) nel software ( ma entrambe ne danno uno) ...nn so, certo che se si vuole far riprendere l'industria italiana avere dei prezzi più alti e di tanto di certo non aiuta.
Voi avete un'idea ?
-
Il 25/9/2019 at 18:24, jagger75 ha scritto:
cè poco da chiedere al commecialista
se crei una torta
se crei una sedia
se crei un cancello in ferro
ecc ecc per venderli devi fatturare o scontrinare
😞
MMM sai che nn ne sono sicuro ?
da la legge per tutti
"Chi decide di vendere ha due strade: farlo in via occasionale o in forma stabile o comunque periodica (come, ad esempio, un’attività stagionale o un negozio che resta aperto solo la domenica). Questa scelta determina il regime fiscale che il venditore dovrà adottare: nel primo caso, infatti, non scatta l’obbligo di dotarsi di una partita Iva, di emettere fatture, di presentare la Scia al Comune. Nel secondo, invece, si rientra nell’ambito degli esercizi commerciali comuni, anche se il lavoro viene gestito saltuariamente.
Se anche tu ti sei già chiesto «posso vendere senza partita Iva?» devi prima verificare quale intenzione muove la tua volontà di vendere. Vuoi sbarazzarti degli oggetti usati che hai in soffitta? Vuoi vendere, ogni tanto, qualche torta all’uscita della chiesa? Vuoi avvalerti di un forum online per scambiare o vendere qualche oggetto vecchio che hai a casa? Ebbene, in tutti questi casi, non hai bisogno della Partita Iva."
-
Il 17/5/2021 at 19:39, shakle ha scritto:
@luca63 anche io ho lo stesso tuo problema.. il primo layer viene rovinato dal pla sputato prima.. se riesco a toglierlo manualmente prima, la stampa viene fatta bene. Hai risolto? io ancora no..
no nn ho risolto , ma preso da una grande voglia ho praticamente distrutto il "castello"dove venivano montate il sensore e le ventole.
Il 17/5/2021 at 20:19, eaman ha scritto:M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G1 X0.1 Y20 Z0.3 F5000.0 ; move to start-line position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X0.4 Y200.0 Z0.3 F5000.0 ; move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; draw 2nd line ; G1 E27 F3000 ; retract filament 3mm G92 E0 ; reset extruder ; done purging extruder
inseriro e adesso provo a fare il cubo di test XYZ ,devo dire che comunque prima avevo un G-Code simile
14 ore fa, Killrob ha scritto:vi basta abbassare di qualche grado il primo layer, anche io uso il pla amazonbasic e lo "sputacchio" non l'ho mai avuto, e lo stampo a 205 il primo layer
Io nn uso quel filamento magli Eryone e 1/3 layer a 205 e gli altri a 200 ...dici che è troppo alto ?
12 ore fa, shakle ha scritto:più che un fix è un walk around.. inizio a ricredermi sulla tronxy. una stampante non dovrebbe sputare prima di ogni stampa. e se il primo layer non è piccolo?
penso che ci sia qualcosa di sbagliato nella tronxy o almeno nell'estrusore..
...beh è quello che dico da 2 mesi , ma sono stato marchiato come persona che nn ascolta i consigli ....anche se alla fine li ho ascoltati tutti ... comunque nn è quelsto l'importante.
Io alla fine ho messo il Marlin , ma mi fa lo stesso problema .... più che altro penso che sia la mainboard che abbia dei problemi , capita di avere delle macchine sfigate .....
Comunque ultima mia stampa,visto che devo rifare il famoso castello che dicevo prima, lo sto provando a stampare ,mi succede ogni volta una cosa diversa, la prima volta si è fermata a metà dell'opera senza nessun tipo di problema apparente, la seconda e la terza con del pizzo dai 3/4 in su quindi problemi di estrusione, nel cercare di rifare i controlli ho provato a fare il thinwall test , tutto giusto tranne il fatto che nn mi faceva la base , e nn sono riuscito a capire come mai.Ho poi riprovato a fare il porta ventole e sonda , e dopo 4 ore ( sono uscito ad allenare ) mi sono ritrovato un groppone sotto l'estrusore fortunatamente ancora caldo , cosi ho pututo toglire tutto.Adesso la macchina è giù in cantina.
-
13 ore fa, Carsco ha scritto:
Cmq hai guardato adesso e dici che e' tutto ok?
Allora siamo sicuri che monti bene il nozzle?Ciao si tutto ok
Cita
E siamo sicuri che (importantissimo) il tubo sia tagliato perfettamente di traverso con un apposito strumento e non a mano?
Si quando arrivò il tubo nuovo, la parte a contatto del nozzle è quello tagliato dai macchinari della ditta che lo fa.
CitaInoltre, quando hai estratto il filamento (dal tubo) com'era in punta?
Era piu' grosso del corpo del filamento stesso?
Hai fatto fatica ad estrarlo dal tubo o e' venuto via con facilita'?
Ad ogni modo tutti questi problemi spariscono comunque con un hotend all metal, ma se non vuoi toccare nulla allora quel pezzo che ho disegnato ti aiutera' tantissimo.
No nn era più grosso finiva a punta e con del filamento molto piccolo. Era un po’ duretto nel trascinamento.
Buono a sapersi sia per il nozzle che per pezzo
E grazie per lo strumento per tagliare il tubo ne ho uno simile ma fatto male per via della stampante il tuo è più piccolo può darsi che riesco a stamparlo
CitaLo stampi in 5 minuti.Aggiungo che potresti comunque avere altri problemi all'estrusore, per carita', ma sono rari specialmente se dici che la stampante e' nuova.
Diciamo che la stampante non è nuova (ha 3 mesi e ha stampato 5 pezzi ma ho fatto fuori 2 kg di pla)e diciamo per chiarezza , che è una tronxy xy2-pro, e mi sta facendo letteralmente dannare sembra che le stampe siano completamente diverse da slicer a slicer ( li sto provando veramente tutti, e per uno scatto d'ira ho distrutto completamente tutto il blocco che tiene le ventole e ed il sensore di prossimita, che ho dovuto cambiare con uno di quelli capacitivi.
Quinto sto cercando di farne uno trovato su thingverse, ma non riesco in quanto a diverse altezze inizia fare il pizzo e devo bloccarlo , magari dopo 3 ore di lavoro se on di più.
Ieri ho notato però una cosa che nn ho mai controllato sembra che nn mi accetti i comendi della velocita e del flow tramite file gcode , difatti ieri ho provato facendo vari file con vari velocita ma il risultato era sempre lo stesso , stampava il primo layer , e poi smetteva di espellere filamento ma continuava a costruire il pezzo .... casualmente ho notato poi sullo schermo che quei due paramemetri erano sempre identici.
-
3 ore fa, Carsco ha scritto:
A me succedeva dopo la PRIMA stampa a 250. Fai tu.
Il tubo non si rovina solo col tempo se non lo porti a temperature oltre le quali rammollisce: bastano 60 secondi e qualche retrazione per farlo deformare/accorciare lasciando lo spazio fra tubo e nozzle per formarsi quello che tutti chiamano "tappo", ma che tappo non e'.anche a me è capitato , ma adesso sto attento, e comunqu econtrollato e non è ne deformato ne schiacciato , ne masticato, il nozzle era leggermente intasato , ma la stampa non è cambiata, fa il primo strato e poi basta non fa uscire più il filamento ho controllato l'estrusore , adesso sto riprovando , ho aggiunto una goccia di N40 perche nn mi piaceva come era messa la ruota di fronte alla ruota godronata
-
15 ore fa, eaman ha scritto:
Potresti anche estrudere male perche' hai del filamento vecchio o rovinato.
Spero proprio di no in quanto il difetto lo fa su tutte le bobine in alcune prosegue per ore bene e poi inizia a fare il pizzo e devo fermare
13 ore fa, Carsco ha scritto:Al 99% io dico che e' la parte terminale del tubo ormai deformata.
Accorcia 2cm e riprova.
Se va, ti consiglio la modifica per tenere il tubo fermo durante le retrazioni.
Se cerchi usando il mio nick la trovi.spero proprio di nno. in quanto avrà neanche un mese.
-
4 ore fa, eaman ha scritto:
grazie per le dritte ...leggo testo e poi domani ti dico,
nn capisco però il 2 e 3 link che mi hai dato
-
51 minuti fa, eaman ha scritto:
Quello oppure dopo un po' ti si intasa il nozzle / hotend. Aspetta a smontare l'hotend, che se fai dei casini sei fottuto, prima guarda se l'estrusore lavora bene, giusti gli attriti, i cavi / tubi non si impigliano con l'avanzamento della stampa.
rieccomi , si l'estrusore sembra che lavori bene , e non mi smbra che ci sisno dei cavi che si impigliano .
Il problema sembra che si presenti a vari altezze indipendentemente da cosa faccio.
Adesso sto facendo il test thin wall
-
13 minuti fa, eaman ha scritto:
Guarda che l'estrusore spinga fuori il filamento correttamente.
si infatti la parte bassa è corretta poi ad un certo punto fa i pizzini
-
Mi aiutate per piacere ?
-
Buon giorno ragzzi , dopo aver semplicemente distrutto la parte che provvedeva a sostenere le parti in oggetto sto cercando di risistemarle con un pezzo unico trovato su thingverse
.Il pezzo dovrebbe sostenere le varie parti , ma mi succede una cosa strana non mi stampa tutto il pezzo arriva ad una certa altezza e finisce in automatico ho provato, come si vede dalle foto, tre volte e tutte le volte ad altezza diversa .....
Secondo voi cosa può essere ?







Creare superficie di interfaccia con il solubile (ABS + PVA)
in Problemi generici o di qualità di stampa
Inviato
Eccomi in ritardo nn ho problemi di adesione , ma problemi di stampa dei sostegni diversi da quelli indicati tipo ABS - HIPS anche perché sembra che il limone per sciogliere sia introvabile ( ne ho trovato uno ma serve per lucidare l’interno delle auto)